比例阀在激光切割机床上测试与研究
2018-12-29 06:36:34夏建斌郑东
机械工程师 2018年1期
夏建斌, 郑东
(江苏金方圆数控机床有限公司,江苏 扬州 225127)
比例阀在激光切割机床上测试与研究
夏建斌, 郑东
(江苏金方圆数控机床有限公司,江苏 扬州 225127)
辅助气体在激光切割上对切割质量和切割效率有较大影响,切割中需要根据板材种类和厚度频繁更换气体种类并调整气压大小。如果进行手动调整,则操作繁琐,而且影响效率。采用比例阀的控制可以自动调整气体压力大小,从而使机床操作变得简单方便,机床效率可以得到大大提升。
激光切割;比例阀;压力调整
0 引言
辅助气体在切割过程中起着至关重要的作用。气体种类和压力大小随着切割板材的种类不同以及厚度不同而随时调整。如何自动选择辅助气体种类和快速准确地自动调整气体压力大小是激光切割中影响到工件切割质量和切割效率的关键因素。
1 背景技术
在激光切割机床上通常有以下3种方法进行辅助气体的选择和压力调整:1)手动控制切换气体种类,分别使用减压阀进行气体压力手动调整;2)自动控制切换气体种类,分别采用高压比例阀和低压比例阀进行气体压力自动调整;3)自动控制切换气体种类,采用高低压一体比例阀进行气体压力自动调整。第一种方法操作繁琐,容易出错;第二种方法操作简单,但成本较高;第三种方法操作简单方便,成本也较低。因此,我们将按照第三种方法选择元器件进行测试研究。
经过比选,ASCO和Nanny比例阀均能满足条件,因此,我们选择了这两种比例阀进行测试。测试辅助气体压力控制的可靠性以及比例阀工作时的温度变化。
2 测试研究方法
2.1 测试所需元器件
我们选择在FANUC 31i-LB激光切割机床系统测试Nanny和Asco比例阀,并分别采用带或不带隔离放大器进行测试。
2.2 测试方法
1)按辅助气体控制连接示意图(图1)接线,系统辅助气体压力设定由0 MPa按照0.01 MPa递增至0.15 MPa,再由0.15 MPa按照0.01 MPa递减至0 MPa记录系统设定气压和检测气压。
2)在比例阀插头处测量3种状态下的模拟信号电压:FANUC系统输出的标准模拟电压(断开和比例阀的连接);气压递增时,比例阀插头处的模拟信号电压;气压递减时,比例阀插头处的模拟信号电压。
3)按辅助气体控制连接示意图(图2)接线,系统辅助气体压力设定由0 MPa按照0.01 MPa递增至0.15 MPa,再由0.15 MPa按照0.01 MPa递减至0 MPa记录系统设定气压和检测气压。
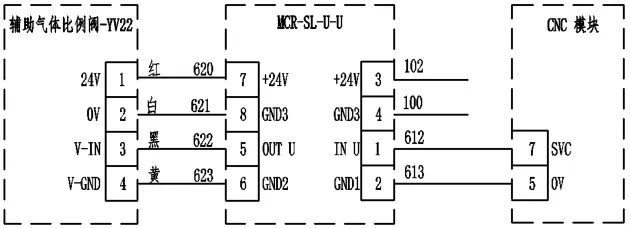
图2 辅助气体控制连接示意图
同时测量ASCO和Nanny比例阀工作时的温度变化。
3 测试研究过程
按辅助气体控制连接示意图(图1)接线,系统辅助气体压力设定由0 MPa按照0.01 MPa递增至0.15 MPa,再由0.15 MPa按照0.01 MPa递减至0 MPa记录系统设定气压和检测气压得到图3、图4所示的曲线。
由图3、图4可以看出:1)ASCO的气压曲线线形特征相对较明显,Nanny的气压曲线呈现明显的阶梯状;2)ASCO和Nanny的递增、递减的气压曲线均存在明显磁滞;3)ASCO和Nanny均难以满足目前机床切割辅助气体控制的需要。
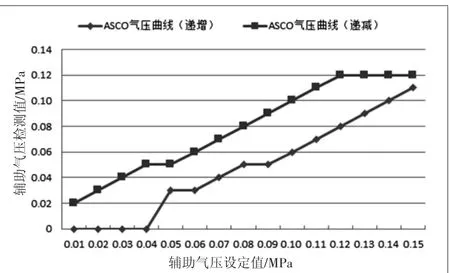
图3 ASCO设定气压检测气压关系曲线

图4 Nanny设定气压和检测气压关系曲线
在比例阀插头处测量3种状态下的模拟信号电压如图5所示。
由图5可以看出:1)FANUC系统输出的标准模拟电压随气压设定呈现线性变化;2)连接比例阀后,在比例阀插头处测量的模拟电压存在明显的压降;3)改变气压设定,递增和递减测量的电压曲线存在压差。

图5 接比例阀时3种状态下模拟信号电压

图6 ASCO设定气压和检测气压关系曲线
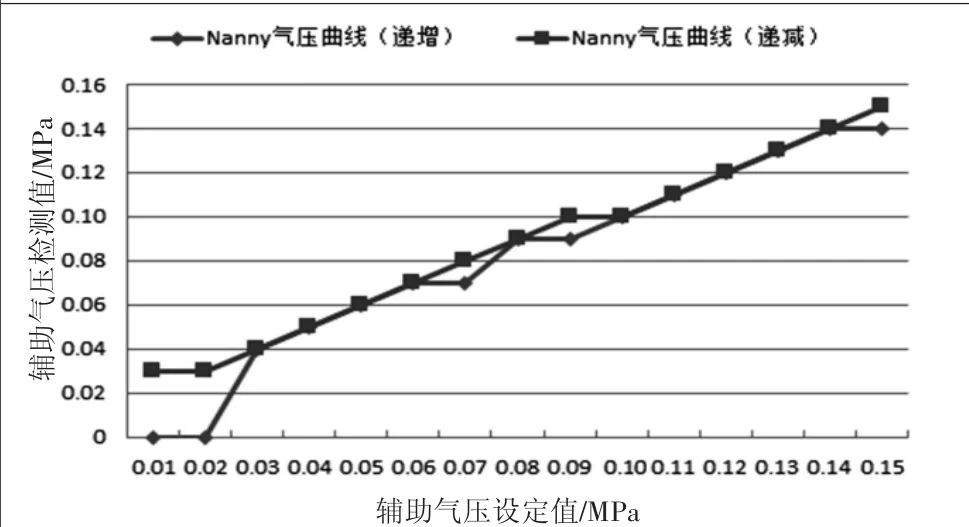
图7 Nanny设定气压和检测气压关系曲线
按辅助气体控制连接示意图(图2)接线,系统辅助气体压力设定由0 MPa按照0.01 MPa递增至0.15 MPa,再由0.15 MPa按照0.01 MPa递减至0 MPa记录系统设定气压和检测气压,得到图6、图7所示的曲线。
由图6、图7可以看出:1)ASCO和Nanny气压曲线线形特征较明显;2)ASCO和Nanny递增、递减的气压曲线局部存在气压波动;3)ASCO和Nanny开启气压为0.04 MPa左右。
温度变化测试:我们选择在环境温度35℃下,模拟信号源电压5 V的条件下,每隔5 min采集一次温度数据。
由图8及图9可以看出:ASCO阀体温度在35 min内由34.3℃升至85.3℃,控制单元由34.3℃升至53.8℃;Nanny阀体温度在35 min内由33.9℃升至97.5℃,控制单元由31.7℃升至76.5℃。
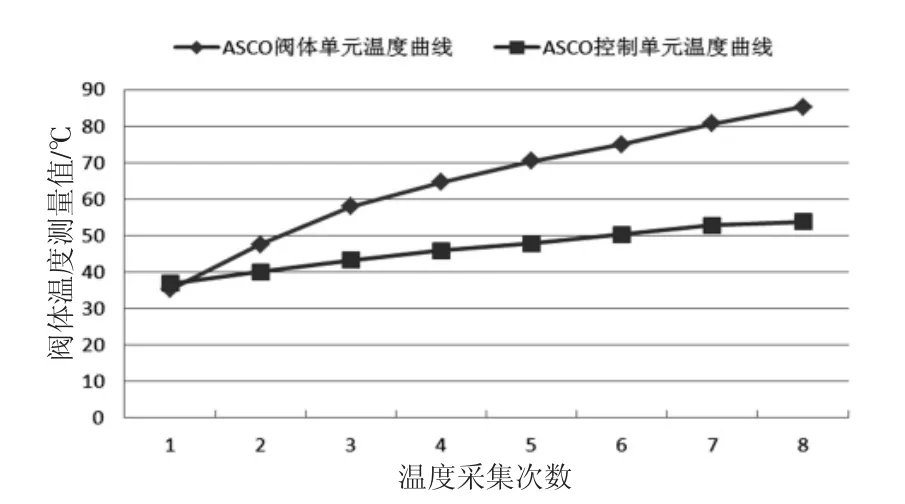
图8 ASCO阀体温度变化曲线
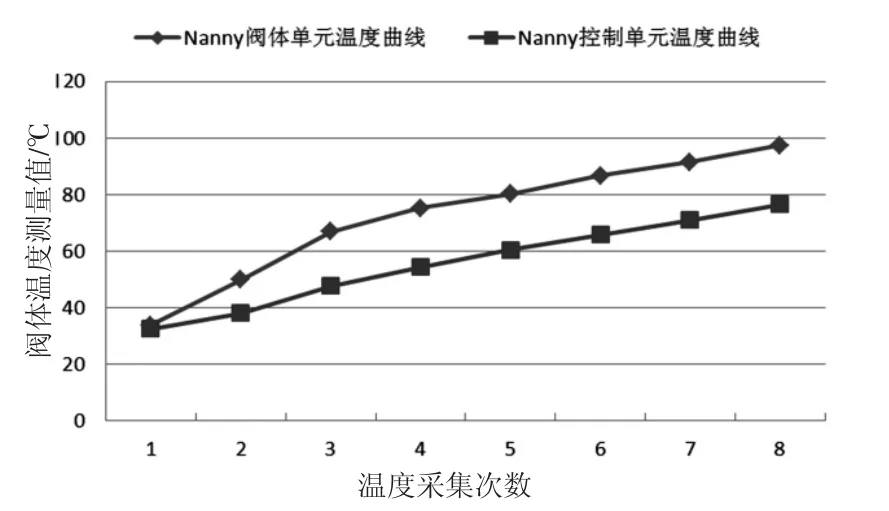
图9 Nanny阀体温度变化曲线
4 结论
FANUC系统输出的标准模拟电压正常,连接比例阀后存在明显的电压降;如果按辅助气体控制连接示意图(图1)接线,ASCO和Nanny均难以满足机床切割辅助气体控制的需要;但按照辅助气体控制连接示意图(图2)接线,从测量数据来看,ASCO和Nanny均能满足0.04 MPa以上辅助气体的控制需求,0.04 MPa以下的辅助气体控制仍难以实现;但Nanny比例阀较ASCO比例阀在工作时的温度相对较高。这两种比例阀是可以在激光切割机床上控制辅助气体压力大小的。
[1] FANUC Series 16i-LB/160i-LB CONNECTION MANUAL[Z].
TG 485
A
1002-2333(2018)01-0158-02
(编辑昊 天)
夏建斌(1973—),男,高级工程师,从事大功率激光加工设备及其自动化技术研发工作。
2016-12-20
猜你喜欢
幼儿画刊(2021年5期)2021-12-02 04:24:04
湖南电力(2021年4期)2021-11-05 06:45:20
数学小灵通(1-2年级)(2020年9期)2020-10-27 03:24:18
当代贵州(2019年41期)2019-12-13 09:28:56
模具制造(2019年4期)2019-06-24 03:36:46
山东工业技术(2016年15期)2016-12-01 05:31:22
中国共青团(2015年7期)2015-12-17 01:24:38
浙江大学学报(工学版)(2015年7期)2015-03-01 01:18:55
单片机与嵌入式系统应用(2014年9期)2014-03-11 15:35:09
自动化博览(2014年12期)2014-02-28 22:34:26