棉纺厂空调监控系统改造
2018-12-29 03:40:28
制造业自动化 2018年12期
(中原工学院,郑州 451191)
0 引言
空调系统的有效运行是棉纺企业实现稳定生产、提高产品产量、质量,提高工人劳动条件的重要保证。随着科学技术的不断发展,将自动控制技术引入纺织空调系统中是十分必要的[1]。棉纺厂空调的基本任务是保持生产车间内满足生产工艺要求的温湿度,并在允许的范围内波动。
某棉纺厂成立于上世纪90年代,该棉纺厂空调改造系统中,共包含四个车间,分别为梳棉车间、粗纱车间、细纱车间和自络车间。几个车间共用一套压入式空调室送风系统[2],系统设备全部和温湿度调节由空调操作工负责。一直依靠经验来启停喷淋水泵、调节风机频率和开关新风调节窗,重复工作量大,且控制效果差,造成了棉纺厂温湿度经常不能满足工艺要求,产品质量较低,影响效率且能耗较高。为此,企业提出改造该空调系统,实现温湿度的自由设定,满足调节精度,以提高生产效率和产品质量。
1 系统组成与控制方案简介
1.1 监控系统组成及工艺要求
根据企业要求,空调系统加热部分无需改造,在每个车间及室外分别安装一套温湿度传感变送器。喷淋室风机变频器通过人机界面进行频率设置、两台喷淋水泵、两个新风调节窗采用专用的数字执行器通过PLC进行控制。
棉纺厂要求实时采集各个车间及户外环境的温湿度数据,并根据车间的综合温湿度,自动调节喷淋水泵的启停、调节窗的开度。当车间综合湿度超出设定值时,控制两台喷淋水泵按照一定的规律停止。当车间综合温度超过设定值时,控制两个调节窗按照设定的动态调节开度开启调节窗。
该空调系统改造不涉及回风控制、加热冷却控制等,且温湿度调节温系统综合温湿度调整,相对简单。但根据要求,应在尽量降低成本的前提下,将综合温度控制在±2℃,综合湿度控制在±2%RH,实现系统信息的实时监控,且兼顾设备的可靠性、安全性及操作方便。
1.2 控制总体方案
该系统要求具备以下功能:1)手动、自动自由选择;2)调节窗自由选择,开度可以手动自由调节;3)温湿度实时采集和显示;4)自由设定温湿度及上下限;5)自动时,自由设定步进开关调节窗角度等。
根据工艺和功能要求,设计出系统控制总体方案,如图1所示。

图1 控制系统总体方案
该方案手动自动切换通过控制柜上的切换按钮实现,在手动模式下,通过控制柜上的开关按钮实现设备的手动启动和停止。在自动模式下,所有设备控制通过PLC程序控制。PLC实时采集各个车间及室外的温湿度,并对各数据进行计算和求平均值。并根据PLC控制算法和逻辑,控制喷淋水泵的启动和停止,结合调节轴流风机转速,调节厂区的湿度;厂区温度控制主要通过调节窗的自动动态调节实现。人机界面(HMI)负责进行数据监控和传输。可进行工艺参数的相应设置,结合PLC程序实现对棉纺厂内喷淋水泵、调节窗、变频风机和指示灯等现场设备运行状态监控;达到调节棉纺厂空气质量目的。
2 控制系统设计
2.1 硬件设计
根据总体方案,本系统选用西门子新一代小型可编程控制器S7-200 SMART作为核心处理器。该系列CPU模块本体标配以太网接口,集成了强大的以太网通信功能,普通网线即可将程序下载到PLC中,且可方便的与西门子SMART系列触摸屏进行通信,方便快捷,省去了专用编辑电缆。人机界面选用西门子精彩面板SMART LINE V3,该面板可以与S7-200 SMART PLC组成自动化控制与人机交互平台,便于组态和操控。风机采用原有富士变频器驱动;温湿度变送器采用北京昆仑海岸传感技术有限公司的相应型号,其中车间内变送器选用防爆型。
经统计,系统需要数字量输入点6个,数字量输出点8个,模拟量输入点11个,模拟量输出点3个。其中,PLC的数字量输入点为手动自动切换、接触器变频器动作反馈等;模拟量输入点为10个温湿度信号和1个变频器频率输出信号。PLC模拟量输出点为2个调节窗执行机构开度控制信号和1个变频器频率设定信号;数字量输出交流接触器、继电器、指示灯等。主要器件清单如表1所示。

表1 主要器件清单
2.2 程序设计
系统程序设计的核心是温度控制和湿度控制。系统通电后,PLC载入触摸屏上一次断电前HMI设置的温湿度设定值、温湿度上下限、温度调整时间、调节窗步进开度等数据(首次上电启动时,载入程序编写的默认设定值),同时,实时采集各个传感器的数据,分别对厂区温度和湿度进行求平均值。利用设定值和平均值之间的偏差,采用闭环控制算法,实现温湿度的控制。
由于棉纺厂温度控制为大惯性、大滞后控制系统,因此,用传统的PID控制器难以取得令人满意的效果,且在PID控制过程中,数字执行器长期处于连续调节状态,动作频繁,故障率较高。为了提高控制精度和提高系统的可靠性,设计了实时监测定时调节的闭环控制算法,该算法结合逻辑控制,效果良好。
温度控制流程图如图2所示。在车间温度超过设定温度死区上限时,驱动降温操作。若车间温度超过设定上限,则说明此时车间温度急需降温,则此时应快速打开车间窗户启动降温操作。在冬季,如果车间温度大于室外温度20℃,则说明室内外温差大,调节窗1开度初始化为40%;如果车间温度与室外温度差值不大于20℃,则判断为温差不大,调节窗1开度初始化为80%,然后进入定时步进开窗程序,调节窗1开度达到设定上限时,定时步进控制调节窗2开启。在车间温度低于设定温度死区下限时,驱动定时步进关窗操作。若车间温度低于设定下限,则说明此时车间温度较低,则此时直接驱动两个调节窗关闭。

图2 温度控制流程图

图3 湿度控制流程图
湿度控制流程图如图3所示。其中,喷淋泵1为主喷淋水泵,功率较大;喷淋泵2为辅助喷淋水泵,功率较小。通常情况下,在车间湿度低于设定湿度死区值时,通过启动喷淋泵2增加湿度;若湿度低于设定下限,则喷淋泵2启动后,启动主喷淋泵1,快速提升车间湿度。反之,当车间湿度大于设定死区值时,通常通过关闭喷淋泵2降低湿度;若湿度超过设定下限,则喷淋泵2关闭后,关闭主喷淋泵1,快速降低车间湿度。
3 人机界面设计
本系统的人机界面采用西门子公司的WinCC flexible SMART V3进行编辑。触摸屏选用西门子SMART系列触摸屏,型号为SMART1000 IE V3。触摸屏与PLC采用以太网通讯协议进行数据交换。人机界面包括主画面、操作与设定画面、参数设定与上下限、报警画面等组成。分别实现系统状态与动画、温度调节时间等的设置及设备基本操作、系统控制参数设置、报警记录等功能。

图4 系统主画面
图4所示为系统主画面。将厂区各个车间的实际布局体现在主画面上;显示车间综合实时温湿度及设定值;实时显示各个车间的动态温湿度。同时,设置简单动画,动态描述循环风流动。
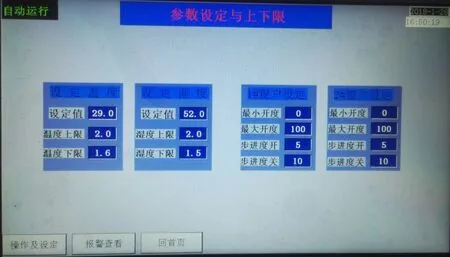
图5 参数设定与上下限
图5为参数设置与上下限画面,该画面主要进行参数设定,包括温湿度目标值设定、上下限设定;调节窗最大最小开度,步进开关角度设定等。这些参数设定后,自动传送到PLC的相应寄存器,用于程序控制。
4 结束语
本文根据某棉纺厂空调改造的工艺要求,设计了基于西门子S7-200 SMART处理器、SMART1000 IE V3触摸屏、变频器、温湿度传感器等构成的电气控制系统,介绍了系统方案和软硬件设计方法及控制算法。系统具有可靠性高、人机界面好,操作简单,抗干扰性能强等特点,各项性能指标均达到了预期要求。经过几个月的应用,该厂车间综合温湿度控制满足了企业的要求,实现了空调控制系统的自动化,提高了生产效率和产品质量,节约了电能、降低了工人劳动强度。
猜你喜欢
装备制造技术(2021年5期)2021-08-14 01:45:00
科学与财富(2021年33期)2021-05-10 16:54:38
北京汽车(2021年2期)2021-05-07 03:56:26
电站辅机(2021年4期)2021-03-29 01:16:52
漳州职业技术学院学报(2019年1期)2019-11-16 08:46:00
电子制作(2018年11期)2018-08-04 03:26:02
西安工程大学学报(2016年6期)2017-01-15 14:08:35
铁道通信信号(2016年1期)2016-06-01 12:10:17
广东石油化工学院学报(2016年6期)2016-05-17 05:17:33
铁路通信信号工程技术(2015年4期)2015-02-28 16:58:55