表带触指加工工艺的研究与分析
2018-12-28 05:48武泾元王宇驰任东峰王光明
科技视界 2018年29期
武泾元 张 健 王宇驰 任东峰 王光明
(西安西电高压开关有限公司,陕西 西安 710018)
0 引言
表带触指在高压电器产品中使用广泛, 根据表带触指的使用要求, 表带触指要符合高导电率和高弹性,选择合适的材料、加工及热处理工艺、镀银工艺。通常材料选用0.2mm 厚铍青铜板, 加工采用冲压成形。 表带触指加工关键是设计一套多工序复合级进模具,模具模柄采用浮动模柄,由模柄接头、活动模柄、球形垫片连接而成, 导向主要靠三级导向, 导向精度高,送料定位、及冲孔、冲齿、冲扭的合理布置,卸料采用弹性卸料。
1 研究目的
表带触指是高压SF6 产品中的关键零件, 由于表带触指体积小, 结构简单, 不需要压紧弹簧; 接触点多,导电能力强,电动稳定性及热稳定性高;既可用于GIS 母线连接, 也可用作主导电回路中的直动式滑动触头等特点, 在高压电气产品中被广泛使用, 该零件形状复杂,精度要求高,生产高压SF6 产品初期,表带触指从日本进口, 到二十世纪末, 国内就具备加工表带触指的能力, 加工方法处于保密状态, 各自有自己的加工优势和特点, 笔者把表带触指加工工艺与大家分享,为了探寻一种经济性、工艺性更好的加工工艺,提高表带触指的加工效率和质量。
2 材料的选用
根据表带触指的使用要求, 表带触指的材料同时要满足高导电率和高弹性, 同时, 也要满足冲压成形和热处理工艺的要求,综合考虑材料选用0.2mm 厚铍青铜板,QBe2:Be 2.1%,Ti0.01%.Ni0.32%,其余为Cu;也可选用C17200 铍铜,该材料称为“有色金属弹性之王”,具有高机械强度、高硬度、高弹性、高耐磨性、高导热及导电性, 化学成分为:Be1.90-2.15%,Ni0.20-0.25%.Co0.35—0.65%, 其余为Cu, C17200 铍铜价格较贵。
3 冲压成形
3.1 选用冲压设备
根据表带触指的外形特点和冲裁力, 选6.3 吨双柱底传动精密压力机, 根据设备和加工需要, 设计一套技术先进、 工艺合理的多工序复合级进精冲模具,是解决表带触指加工的关键。
3.2 模具的设计
由于表带触指的精度要求高,形状复杂,模具凸凹模间隙要求为(0.005-0.01),模具设计需要解决的技术问题是模具材料的选用、模具的导向、送料定位、及冲孔、冲齿、冲扭的合理布置等。
模具设计时,模具材料的选用也是一项重要事情,由于模具间隙小, 凸凹模选用DT 合金材料, DT 合金材料耐磨性好,选用DT 合金材料,主要是考虑模具的使用寿命,若选用高Cr 合金或硬质合金作为精冲模具材料,模具寿命比选用DT 合金要短。 经过实践证明,凸凹模选用DT 合金材料,加工600 条表带触指需要开模,加工12000 条表带触指模具报废;凸凹模选用高Cr合金,加工100 条表带触指需要开模,加工2000 条表带触指模具报废。
模柄采用浮动模柄,由模柄接头、活动模柄、球形垫片连接而成, 模柄与压力机连接。 导向主要靠三级导向,导向精度高,保证冲压工作不啃模,延长模具寿命。
模具的导向采用三级导向, 第一级是滚珠导柱导向,该导向装置是一种无间隙导向,精度高,寿命长,适于精密冲裁模的冲压; 导柱和导套之间有铜套,滚珠镶嵌在铜套里,滚珠精度取IT5,滚珠排列对称,分布均匀,与中心线成5°度角,是每个滚珠在上下运动时都有各自的滚道。第二级采用小导柱导向,小导柱选用材料是Cr12,外径尺寸是¢12,公差为(0,-0.008),与导板成H6/f6 配合。 第三级采用冲头与导向板的导向,冲头与导板成H6/f6 配合。
选用导料板导向、定位,两块导料板用销、钉固定在凹模上,用凸出的台阶做送料定位,搭边紧靠侧边,定位精度要求达到0.01mm。
卸料采用弹性卸料, 弹性卸料板装在上模, 冲压时, 弹性卸料板始终压住板料, 保证冲压成形后的表带触指较平整。
3.3 附图说明模具结构
图1 模具的正视图
冲裁模具包括上座(8)、导柱导套(7)、模柄(9)、上模(10)、导向板(12)、下模(13)、下座(5)、定位销(6)、滚珠(7)、上座(8)、模柄(9)、冲模(10)、连接螺钉(11)、导料板(12)、下模(13)、上模(14)。
图2 为模具下模的俯视图
其 中:1 为 弯 齿 模;2 为 冲 孔 模;3 为 冲 扭 模;4 为冲齿模;
模柄采用浮动模柄(9),由模柄接头、活动模柄、球形垫片连接而成,压力机的压力垂直的传给上模。
表带触指冲裁模具的导向,采用三级导向,第一级是滚珠导柱(7)导向,该导向装置是一种无间隙导向,精度高,寿命长,适于精密冲裁模的冲压;滚珠精度取IT5,滚珠排列对称,分布均匀,与中心线成5°度角,是每个滚珠在上下运动时都有各自的滚道。 第二级采用小导柱(11)导向,小导柱选用材料是Cr12,外径尺寸是¢12,公差为(0,-0.008),与导向板(14)成H6/f6 配合。 第三级采用冲头(10)与导向板(14)的导向,冲头与导板成H6/f6 配合。
选用导料板(12)导向、定位,两块导料板用销、钉固定在凹模上, 用凸出的台阶做送料定位, 搭边紧靠侧边,定位精度达到0.01mm。
表带触指冲裁模具5 块冲头的合理布置, 凸模由5 块组成,前端两侧两块冲齿,冲齿模(4),中间1 块冲孔,冲孔模(3),接着1 块是扭曲成形,冲扭模(2),最后1 块弯齿形,弯齿模(1),如图2 所示,工序间布局合理。
4 热处理工艺
表带触指热处理的主要目的是提高表带触指的弹力,增加接触压力,降低接触电阻。
热处理工艺为: 固溶处理——氨炉中加热780-790oC(保温9 小时)水淬(晶粒0.015-0.025mm),时效处理——320oC 保温3 小时-空气中冷却,硬度达到380HV。
5 表面处理
表带触指表面要求镀银处理, 静接触的表带触指镀银12um,滑动接触的表带触指镀银24um,要求操作5000 次不漏铜。

图1 模具正视图
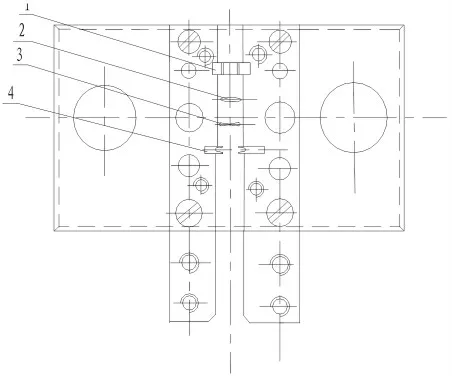
图2 凹模俯视图
6 结语
本文阐述了表带触指的加工工艺, 着重阐述了精密冲压模具的结构设计, 提供了一种加工表带触指的加工方法。
猜你喜欢
机电产品开发与创新(2023年5期)2023-10-23
内蒙古电力技术(2021年3期)2021-07-16
机械设计与制造工程(2021年5期)2021-06-15
兵器知识(2019年10期)2019-11-04
钟表(2019年5期)2019-10-22
小资CHIC!ELEGANCE(2019年5期)2019-04-30
金属加工(冷加工)(2018年2期)2018-03-22
流行色(2017年6期)2018-02-26
科技风(2016年23期)2016-05-30
伴侣(2015年9期)2015-09-09