
状态检测故障诊断技术在冶金设备中的应用
2018-12-17 09:13:20肖国亮黄建新
中国设备工程 2018年22期
肖国亮,黄建新
(新疆德勤互力工业技术有限公司,新疆 乌鲁木齐 830022)
将旋转设备状态检测及故障诊断技术应用到A类关键旋转设备故障诊断中,通过频谱分析,能够快速找到设备故障点,根据故障原因有目的确定检修方案,使故障在初期能够被发现并解决,并在提高检修效率、降低维修成本中发挥其重要作用。
某单位一台离心引风机,通过状态监测手段发现其振动烈度在逐渐增大,进行频谱分析后很快找到故障原因,安排检修故障。
离心引风机型号:D/250—1.24/0.89,960r/min即风机基频15Hvz。
A轴向测点,H水平测点,V垂直测点。
具体分析如下。
1 频谱分析
1.1 测点分布(图1)

图1
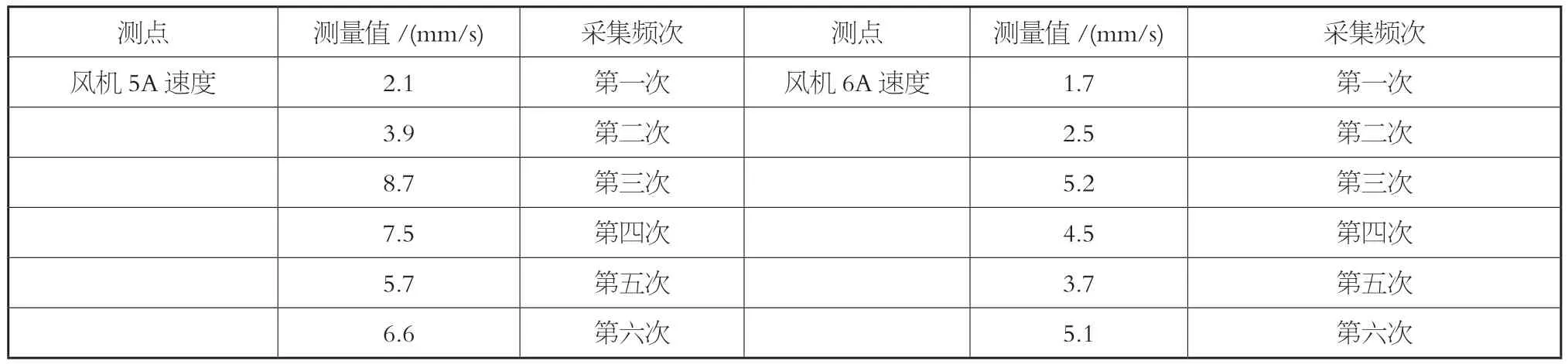
表1
因异常振动源在风机上,且主要在风机轴向(A)振动上,在这里只分析5#、6#轴向两个测点频谱。
1.2 振动幅值比较分析(如表1)
可以看到,风机5#、6#轴向测点振动烈度在逐渐增大,设备劣化趋势明显,根据GB/T6075.3—2001测量和振动烈度评价标准,需要停机检修,及时通知了设备点检人员。
1.3 频谱图比较分析(如图2、图3、图4)

图2 风机负载端5A速度频谱图

图3 风机负载端5A速度时域波形图

图4 风机负载端5A速度倒谱图
1.4 总结分析
通过风机5#测点轴向(A)频谱图、时域波形图和倒谱图综合分析,风机故障源为风机转频15Hz和127Hz两个故障频率,时域波形图摩擦信号和松动信号比较明显。查阅图纸,该风机负荷端轴承型号为调心滚子轴承22232,利用轴承特征故障频率计算公式:
内环滚动,外环静止。
保 持 架:fc=1/2×R/60×(1-d/D×cosα)≈ 0.4×R/60。
外 滚 道:fo=N/2×R/60×(1-d/D×cosα)≈0.4×N×R/60。
内 滚 道:fi=N/2×R/60×(1+d/D×cosα)≈0.6×N×R/60。
滚 子:fb=1/2×R/60×D/d×[1-(d/D×cosα)2]≈ 0.23×N×R/60(N < 10)。
≈0.18×N×R/60(N>10)。式中:R——转速(r/min)
d——滚子直径;
D——节圆直径;
α——接触角;
N——滚子数。
得出调心滚子轴承22232特征频率(如表2)。

表2
得出故障结果:轴承外环出现问题。
1.5 分析验证
停机后揭盖检查,发现调心滚子轴承22232内环锁紧螺母松动,导致外环(轴)——轴向串动超标,产生异常轴向振动,考虑水平和垂直振动烈度不高,建议不更换轴承,将螺母锁紧即可。开机试运行,运行状态数据采集分析,振动烈度明显下降,符合GB/T6075.3—2001测量和振动烈度评价标准,可投入正常运行。
2 结语
本次检修只是将轴承内环锁紧螺母紧固后,风机5#、6#两测点轴向振动幅值显著下降,检修效率大大提高,而且检修针对性很强,节约了检修资源和检修成本,充分体现了状态监测及故障诊断分析技术参与设备点检、维护的作用及价值,是开展状态维修的典型案例之一。
猜你喜欢
建材发展导向(2021年15期)2021-11-05 08:21:50
哈尔滨轴承(2021年1期)2021-07-21 05:43:10
空间科学学报(2021年6期)2021-03-09 06:20:14
哈尔滨轴承(2021年4期)2021-03-08 01:00:52
城市道桥与防洪(2019年5期)2019-06-26 00:55:44
测控技术(2018年7期)2018-12-09 08:58:22
轴承(2018年10期)2018-07-25 07:22:22
无线电通信技术(2015年3期)2015-12-23 11:37:00
华东理工大学学报(自然科学版)(2015年1期)2015-11-07 09:15:46
灾害学(2014年1期)2014-03-01 02:25:58
