高效预处理+厌氧消化工艺处理餐厨垃圾工程实例
2018-12-12 07:12庄渊
中国资源综合利用 2018年11期
庄 渊
(江苏维尔利环保科技股份有限公司,江苏 常州 213125)
餐厨垃圾是城市生活垃圾的重要组分之一,其成分复杂,有机物含量高,油脂高,盐分含量高,易腐烂变质、发酵、发臭,易滋长寄生虫、卵及病原微生物和霉菌毒素等有害物质,同时具有可以提取油脂回收利用、能够生产沼气等生物质能源等特点,因此餐厨垃圾具有处理困难和可以回收利用的双重特征。本文以一处餐厨垃圾实际处理项目实例来阐述餐厨垃圾厌氧综合处理工艺。
1 工程概况
本工程位于一东南沿海城市,市辖区常住人口150多万,同时有大量流动人口和旅游人口,辖区内餐饮业发达,每年产生大量餐厨垃圾。本项目的建设就是为了有效处理辖区内产生的餐厨垃圾,实现无害化和资源化的目标。
2 设计规模及进出料指标
2.1 设计规模
本工程设计处理规模为:餐厨垃圾200 t/d。
2.2 进料指标
工程项目业主下属研发中心历时一年,针对餐厨垃圾集中区域具有代表性的餐馆,开展了样品采集、样品保存与实验室分析工作,最终得出了餐厨垃圾的各种理化性质。根据有关数据,确定本工程的设计进料性质如表1所示。

表1 餐厨垃圾进料组分
2.3 出料指标
出料指标主要有4个。一是固渣指标,预处理分离出来的固渣、厌氧消化产生的脱水沼渣和污水预处理产生的剩余污泥综合含水率小于60%;二是污水指标,沼渣脱水后沼液和其他污水通过厂区内的污水管网收集,经预处理后排放至污水厂,出水满足
城市污水处理厂纳管排放要求。三是气体排放,本项目恶臭污染物控制执行《恶臭污染物排放标准》(GB14554-1993)新扩改建二级标准。四是沼气指标,即厌氧消化产生的沼气产量大于65 m3/t进料垃圾,经净化后气体能满足沼气发电机正常使用。
3 处理工艺
目前,国内餐厨垃圾的处理发展时间不长,处理工艺还处于不断完善阶段,处理工艺包括两大类。一类是传统方法,通常采用填埋、焚烧法处理餐厨垃圾;另一类是其他工艺,例如,预处理+厌氧工艺可以将餐厨垃圾沼气化,高温好氧工艺可以将餐厨垃圾肥料化和饲料化[1]。同时,由于输送的物料不具有流动性,并且成分复杂,干扰物多,餐厨垃圾预处理对输送和处理的设备要求高[2]。本工程结合项目的实际情况,采用以高效预处理+厌氧消化为主的处理工艺,具体流程如图1所示。
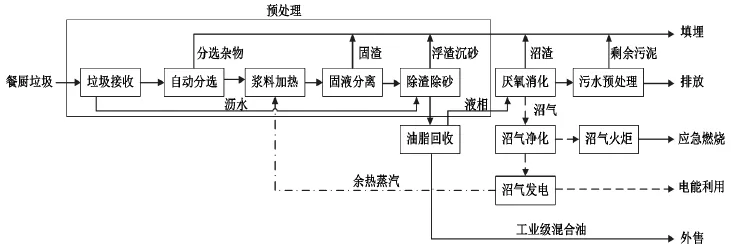
图1 处理工艺流程
4 主要工艺区块及设计参数
本工程总占地面积20000 m2,平面可以分为预处理区域、污水处理生化区域、厌氧消化区域、沼气净化及利用区域、综合楼区域、消防水池和预留用地。
4.1 预处理区域
本区域主要为综合处理车间,尺寸为59.3 m×41.6 m,最高13.6 m。车间内设置参观廊道。全厂的除臭系统采用化学除臭+光催化除臭+植物液喷淋除臭的组合除臭工艺,除臭主要设备置于10.8 m屋顶设备平台上,总风量100000 m3/h。
综合处理车间设置分成卸料间、预处理车间、除渣间、除臭配药间、膜处理车间、药剂间、脱水机房、变配电间、仓库、值班室、卫生间和楼梯间。
预处理车间设置30.0 m×20.0 m的地坑,坑深3.8 m。地坑内主要设备有接收料斗2台,容积75 m3,配三根螺旋,功率3×11 kW;自动分选机2台,处理量10 t/h,功率37+1.5 kW;浆料输送机2台,处理量10 t/h,功率30 kW;惰性物分离装置1台,处理量3 t/h,功率4 kW;粗油加热罐2台,容积8 m3,功率2.2 kW;三相提油加热罐2台,容积25 m3,功率5.5 kW;三相提油进料泵3台,变频控制,流量12 m3/h,扬程30 m,功率3 kW;三相出料收集罐1台,容积25 m3,功率5.5 kW。车间地坪上主要设备有浆料加热机2台,变频控制,处理量10 t/h,功率11 kW;固液分离机2台,变频控制,处理量10 t/h,功率37 kW;三相提油机3台,变频控制,处理量10 t/h,功率37+15 kW。浆料加热机加热温度控制在65~70℃;三相提油加热罐加热温度控制在75~80℃;粗油加热罐加热温度控制在80~90℃,加热完成后静置0.5 h以上。
4.2 厌氧消化区域
区域内设厌氧进水罐2座,尺寸为¢6.0 m×12.0 m,有效液位11.0 m,利浦罐结构,各配顶部搅拌机1台,功率5.5 kW;厌氧消化罐2座,尺寸为¢16.8 m×18.0 m,有效液位16.5 m,利浦罐结构,各配顶部搅拌机1台,功率15 kW;厌氧出水罐1座,尺寸为¢8.0 m×15.0 m,有效液位14.0 m,利浦罐结构。区域设冷却系统1套,用于将预处理产生的浆液冷却至厌氧消化合适的温度。
厌氧消化罐顶和厌氧消化区域设沼气水封、安全水封、正负压爆破片、微压传感器、阻火器、甲烷报警仪和硫化氢报警仪等多重安全措施,同时对电气设备按相关防爆要求设计,确保本区域的消防安全。
厌氧消化设计进水量205 t/d,设计进料TS为10.8%,进料CODCr为170000 mg/L;设计消化温度35℃,水力停留时间35 d,设计负荷为4.8 kg COD/(m3·d)。
4.3 污水处理生化区域
区域设均衡池1座,尺寸为7.5 m×4.0 m×9.7 m,有效液位8.0 m,钢筋混凝土结构,水力停留时间为28 h。池底设一套穿孔管曝气系统,起混合搅拌作用。池边设MBR进水泵2台,1用1备,变频控制,流量15 m3/h,扬程20 m,功率4 kW。
4.4 沼气净化及利用区域
区域设沼气脱硫及净化区,尺寸为45.0 m×40.0 m左右的不规则防爆区,封闭设计。设沼气脱硫及净化装置1套,处理量800 m3/h,功率62 kW;沼气储柜1套,容积2000 m3;应急燃烧火炬1套,处理量800 m3/h,功率3 kW。
发电机房,尺寸为19.0 m×7.0 m×5.8 m,设发电机1台,规格为1.2 MW,配套余热锅炉1套。
5 工程设计特点
本工程为民生工程,餐厨垃圾集中收集和处置,一方面有效消除餐厨垃圾对环境的污染,同时对餐厨垃圾中的油脂进行回收,有机质进行厌氧消化,产生清洁能源沼气,在实现社会效益、生态效益、环境效益和节能效益的同时,还可以带来一定的经济效益,是垃圾资源化处理、生物质能源开发和节能减排的综合性示范工程[3]。
本工程餐厨预处理流程简短、完善,杂物分选率高;对餐厨垃圾进行全量油脂回收,油脂提油率高;除渣除砂彻底,对厌氧消化而言,真正做到“该进的进、该出的出”。
厌氧采用CSTR厌氧发酵工艺,具有结构简单、耐高浓度固相性能好、耐冲击负荷能力强、CODCr去除率高、高效节能等特点,是餐厨垃圾处理工程厌氧系统最常用的工艺。
污水预处理采用“MBR+NF”工艺,具有处理效果好、污泥量少、出水水质稳定的特点,是目前高浓度有机废水处理的主要工艺之一。
餐厨预处理工艺环节和水处理环节臭气集中处理,合理布置,使管道布置顺畅,气流阻力分配合理,除臭风量可根据实际臭气浓度变频控制,节省能源。
6 工程运行效果
工程调试成功后,餐厨垃圾预处理提油率测定结果如表2所示。
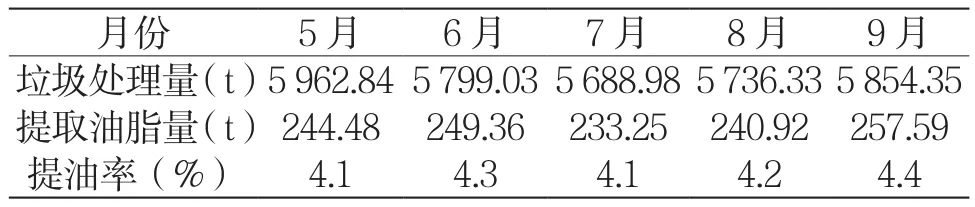
表2 餐厨垃圾预处理提油率
从表2可以看出,餐厨垃圾预处理提油率一直稳定在4.0%以上。
餐厨垃圾经过预处理后产生的有机浆液CODCr浓度在160000~220000 mg/L波动,波动相对较大,多数情况下超过厌氧进水设计CODCr浓度,但厌氧出水浓度相对稳定,一般在25000 mg/L以下,CODCr去除率稳定在85%以上。对比其他有机垃圾,餐厨垃圾的吨垃圾进料的厌氧产沼量较高,稳定在80 m3沼气/t垃圾,而且沼气中的甲烷含量普遍较高,一般在60%以上。
7 结论
餐厨预处理环节有机质提取率高,提取油脂后,全量进行厌氧消化,产沼能力稳定在80 m3/t垃圾,资源化程度高。厌氧出水经过过滤后进入生化及膜处理系统进行处理,并利用三相提油后出水作为碳源,可以使系统稳定运行。采用高效预处理+厌氧工艺处理餐厨垃圾进行资源化是可行的,该工艺处理效果稳定,对来料适应能力强,耐冲击负荷能力强,相比其他处理工艺,本工艺在资源化、节能减排和经济效益方面有明显的优势。由于餐厨垃圾的来料极不稳定,成分也十分复杂,在实际运营过程中,要加强对收运环节的监管,对进厂垃圾的控制,加大监测力度,确保工程连续稳定运行。
猜你喜欢
昆钢科技(2022年4期)2022-12-30
钻采工艺(2022年4期)2022-10-21
科学家(2022年3期)2022-04-11
煤气与热力(2021年12期)2022-01-19
化工管理(2021年23期)2021-08-25
能源与环境(2021年3期)2021-07-19
湖南农业大学学报(自然科学版)(2021年3期)2021-07-02
中国特种设备安全(2019年7期)2019-09-10
中国资源综合利用(2017年2期)2018-01-22
科技创新与应用(2017年25期)2017-09-09