高强钢擦伤缺陷原因分析及控制措施
2018-12-06 02:27:02王宏峰
机电工程技术 2018年10期
王宏峰
(华菱涟钢冷轧板厂,湖南娄底 417000)
0 引言
随着涟钢冷轧板新产品的不断开发,开发出的新产品高强钢LG280VK、HSLA340-B等牌号钢种,存在表面点状亮色擦伤缺陷。现在终端客户对带钢表面质量要求越来越高,品牌的质量声誉关系到涟钢产品的市场竞争力。2016年客户陆续反馈高强钢擦伤质量异议,对涟钢产品声誉影响较大。同时,擦伤缺陷对分厂的成材率、降等品指标影响极大。每月高强钢擦伤降等达到100吨左右,影响成材率0.4%左右,每月切废成本达到30万左右,造成公司大量经济损失。综上所述,现阶段消除高强钢板面擦伤迫在眉睫。
1 高强钢擦伤缺陷描述
高强钢在平整机、重卷开卷过程中可看到擦伤呈现零星或密集点状、条状缺陷金属光泽,轻微的擦伤无手感、严重的有明显手感,如图1所示[1]。擦伤位置集中在钢卷内圈2~3吨。擦伤的直接原因是钢卷在转运或开卷过程中,钢卷层间出现相对滑动产生的板面擦伤。

图1 板面擦伤图
2 高强钢擦伤分析及预防措施
2.1 酸轧卷取张力对擦伤的影响及预防措施
根据现场的跟踪试验发现,酸轧卷取张力对擦伤影响极大。卷取张力过小会导致钢卷在罩式炉区域转运过程中,由于钢卷自身重力大于钢卷层间静摩擦力,出现外圈错动,钢卷呈现碗状形貌。此种钢卷在开卷过程中,外圈会出现点状擦伤1~2吨。

图2 钢卷在开卷机上松卷图
酸轧卷取张力过小还会出现一种情况,就是在平整开卷过程中,张力大于层间静摩擦力,内圈出现松卷塔形现象如图2所示,带钢表面产生点状或条状擦伤缺陷[2]。经过试验验证发现,酸轧卷取张力越小,平整开卷时出现松卷塔形越严重。但将酸轧卷取张力加到极限会导致钢卷在酸轧出口下线时出现抽芯现象。在反复摸索酸轧卷取张力的情况下,总结出适合涟钢冷轧高强钢的卷取张力,见表1。
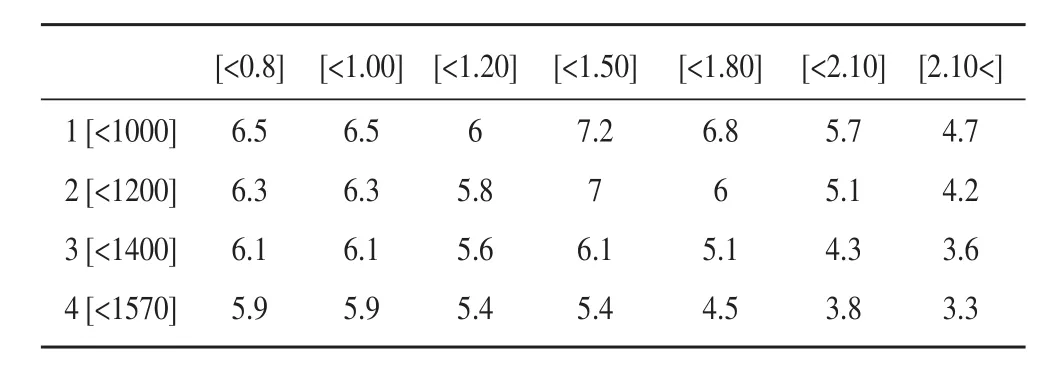
表1 试验后满足生产要求的酸轧卷取张力
2.2 平整开卷速度对擦伤的影响及预防措施
根据现场的跟踪试验发现,平整速度越快高强钢松卷越严重、擦伤越严重[3]。开卷速度就是钢卷内圈的运动速度,速度越快内圈层间运动越快,松卷越严重。为了更好地解决这个问题,制定了高强钢轧制速度规定:高强钢全部匀速轧制,减少头尾升降速时的速度差[4]。厚度在1.7 mm以下的带钢开卷速度控制在500 m∕min以内,厚度在1.7 mm以上的带钢开卷速度控制在200 m∕min以内。经过对开卷速度的控制在一定程度上控制了擦伤的恶化。
2.3 平整、重卷开卷张力对擦伤的影响及预防措施
根据现场的跟踪试验发现,平整开卷张力对擦伤有一定影响。随着开卷张力的增大,入口钢卷层间松卷越严重[5-6]。经过分析发现,钢卷开卷张紧力大于钢卷层间摩擦力时,层间会出现错动产生擦伤。经过试验摸索,制定了相关开卷张力制度:平整开卷张力=酸轧卷取张力×(50%~60%),见表2。重卷开卷张力=平整开卷张力×(20%~50%)。注意:平整开卷张力不能一味的下降来控制松卷擦伤,因为降低到一定程度会导致入口带钢张力过小打滑无法正常建张,严重时无法控制板形甚至出现线性划伤。
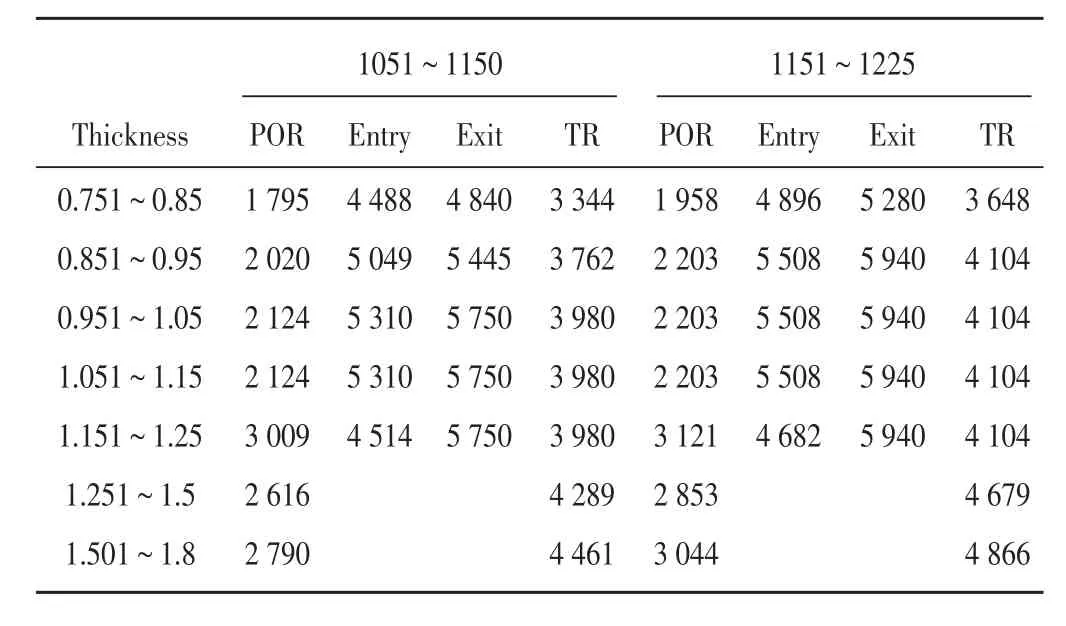
表2 平整张力表
2.4 重卷设备对擦伤的影响及预防措施
根据现场的跟踪试验发现,重卷橡胶套筒对擦伤存在一定影响[7-8]。由于作业区对成本的控制,重卷入口开卷机橡胶套筒使用超过5年以上,如图3。经过上卷时钢卷对套筒的摩擦,橡胶套筒表面损坏严重,套筒外径大幅度减小,导致钢卷膨胀不到位,在开卷过程中出现层间错动擦伤。这种擦伤分布较大、不集中、相对轻微。后更换新套筒,擦伤得到有效控制。

图3 开卷机套筒图
2.5 罩式炉点焊对擦伤的影响及预防措施
根据现场的跟踪试验发现,罩式炉点焊对高强钢擦伤影响极大。高强钢规格相对来说较厚、强度大,不易点焊,甚至出现脱焊的情况。在钢卷转运过程中,内圈就已经松卷,这种情况下上平整开卷机开卷,极易出现松卷层间错动擦伤。为了避免开焊的发生,做了若干试验。试验验证在钢卷内圈端面点焊,每边点焊4个点、厚度5 mm,做出一个钢卷自身套筒,这个“假套筒”可以有效防止松卷擦伤,如图4。

图4 钢卷内圈点焊图
3 结语
经过对擦伤的原因的分析总结,制定了一系列预防擦伤的相关制度,冷轧高强钢擦伤的降等品、头尾切除得到了有效控制,保证了高强钢的生产稳顺。
猜你喜欢
文史月刊(2023年10期)2023-11-22 07:57:14
汽车实用技术(2022年5期)2022-04-02 10:04:42
冶金设备(2021年2期)2021-07-21 08:44:24
设备管理与维修(2021年1期)2021-03-05 04:05:56
童话世界(2018年8期)2018-05-19 01:59:17
设备管理与维修(2016年7期)2016-04-23 06:51:42
焊接(2016年5期)2016-02-27 13:04:46
新疆钢铁(2015年3期)2015-11-08 01:59:39
焊接(2015年6期)2015-07-18 11:02:24
焊接(2015年8期)2015-07-18 10:59:12