PLC在矿用带式输送机集中控制中的应用研究
2018-12-05 08:22郭鹏飞
山东煤炭科技 2018年1期
郭鹏飞
(大同煤矿集团轩岗煤电有限责任公司焦家寨矿,山西 原平 034115)
胶带运送机所处工作环境非常恶劣,常常发生故障,给煤矿生产造成损失,如何提高矿用带式输送机的工作可靠性以及运输效率就变得尤为重要。通过调节交流发电机定子的供电频率来调速的方式具有调节范围宽、精度高、起动制动效果好以及稳定可靠等优点,非常适用于矿用皮带机的速度控制。目前井下带式输送机仅限于起动、停止的开环控制,功率不平衡,可靠性差,有必要对其智能闭环控制进行研究设计。本文以焦家寨煤矿原煤运输系统为例,采用PLC控制方法对矿用带式输送机进行系统设计,针对输送机的起动冲击、功率不平衡等问题进行智能控制,以实现皮带运输机平稳运行的目标。
1 胶带输送系统
焦家寨煤矿原煤运输系统由五台带式输送机构成,其中前四台为胶带输送机,另一台为钢丝芯强力带。原煤先经过强力带输送机,然后依次输送到其余四台普通输送机进行传送,最终输送到储煤仓库,输送系统如图1所示。原系统运用的继电器控制方式,保护速度慢,可靠性较差。
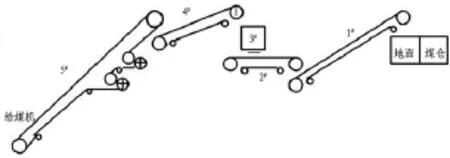
图1 原煤矿皮带输送系统
2 PLC控制系统设计
2.1 控制系统要求
将五台输送机编号为1~5#,输送起始端为5#,末端为1#。要求打开启动按钮后,五台输送机逆向顺序开启,打开停止按钮后顺向延时停止,出现故障能够通过急停键立即控制停止,如果是自动状态发生故障,逆向输送机应立即停止,启动后应反馈给PLC状态信号。
2.2 控制方案设计
采用两台PLC控制装置,使用FX2N控制器进行编程,5#强力皮带机采用交流6kV电压,要求安全性较高,使用一台PLC(三菱FX2N-48MT-001)单独控制,其余四台普通皮带机配备380V交流电,使用另外一台PLC(三菱2N-32MT-001)进行集中控制,两台并行控制,编程通过梯形图形式进行。通过耦合隔离器来进行信号过滤,增强系统精确性。安全保护系统使用KJD18控制箱,根据传感器监测的信号来控制停机保护。采用集中控制时几部皮带机联锁运行。输入信号主要是启动、停止、复位及手动等按钮信号,输出信号主要为启动、停止等动作信号以及一些报警信号。系统其他部分包括传感器、输出扩容继电器、驱动控制及本安电源等部件。
3 PLC控制说明
将功能要求的开关输入与输出信号分配给两台PLC地址,包括启动、停止、故障监测的一些输入信号及启动、联锁、制动、故障指示等输出开关信号,并定义了故障保护、延时处理等内部位。采用PLC可编程控制器可实现集中、自动与手动三种工作方式,其中集中控制与自动控制的区别在于集中控制能将几台皮带机联锁运行,而手动控制模式下PLC只是负责监控皮带机的运行状态。集中控制状态PLC接收操作室的起动或停止指令,自动实现运行及保护。本次设计采用KJD18控制箱来保护,通过继电器控制动作。采用KGE17跑偏开关,根据跑偏程度选择报警或停机。打滑保护开关使用KGS6型传感器,用于监测速度以及是否打滑。撕裂保护采用KGV2型传感器,依靠监测胶带下垂量来判断是否有撕裂故障,通过内部开关实现停机控制。烟雾的控制采用KGV7A传感器,安装在巷道顶部。煤位传感器采用KGU8型,用于判断是否发生堆煤故障并控制停机。温度检测采用KGW8型传感器,安装在滚筒中部。其他一些线路保护装置由相应继电器或接触器来控制。对于PLC的保护采用UPS不间断电源,可以减小电源波动对PLC控制的影响,通过光电耦合器过滤外部信号,防止PLC电感损害,内部电源熔断丝可以防止PLC短路故障,采用本安电源保护。
运行系统,控制打点按键时发出开关信号,继电器导通,电铃响起,井下打点信号经过光电耦合过滤偶输入PLC,经过PLC处理控制点打点。运行启动过程时,通过按键开关触发内部位,进而控制定时器动作,延时启动,启动后触发其他胶带机定时器,进而以相同的启动方式依次完成延时启动,程序梯形图如图2所示,程序流程为:M110/M29→M7/M12→T0→M33→M110→M101→T1→T 14→M31→M102→M103→M104→M106。
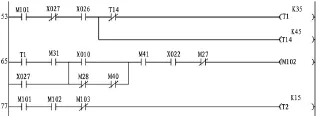
图2 启动过程运行梯形图
运行停机过程时,通过停止按钮触发内部位,送煤机联锁输出停止,触发定时器,定时器控制4#输送机停机,4#返回信号小时,通过内部计算触发3#机定时器,进而控制3#机停机,然后以相同的方式控制全部停机,程序梯形图如图3所示,停机过程为:M41→T14→M114→Y4→KM4→X04→T13→M113→Y3→T1→Y1→M112→Y2。
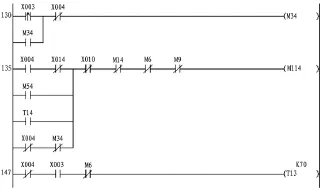
图3 停机过程运行梯形图
4 结论
文章通过分析当前煤矿带式输送机控制现状,设计了井下带式输送机的几种控制方案,以焦家寨煤矿的皮带输送系统为例,结合煤矿的实际要求,运用两台PLC对五台输送机进行了集中控制设计,对开关信号变量及保护装置进行了系统的分析研究,通过梯形图的方式完成了PLC对带式输送机的集中控制,为改善井下输送系统的自动化提供了参考。
猜你喜欢
防爆电机(2021年6期)2022-01-17
山东煤炭科技(2020年8期)2020-09-02
山东工业技术(2016年24期)2017-01-12
科学与财富(2016年28期)2016-10-14
现代职业教育·高职高专(2016年7期)2016-07-09
华侨大学学报(自然科学版)(2015年2期)2015-11-19
制造技术与机床(2015年10期)2015-04-09
同煤科技(2015年2期)2015-02-28
铁路通信信号工程技术(2014年1期)2014-02-28