中厚板结构件复合精冲成形技术及应用
2018-11-16 09:55:56华林刘艳雄武汉理工大学汽车工程学院
锻造与冲压 2018年22期
文/华林,刘艳雄·武汉理工大学汽车工程学院
精冲是一种先进的金属塑性成形工艺,与普通冲裁相比,精冲模具增加了压边圈和反顶杆。在精冲过程中,压边圈首先以压边力压紧坯料。然后凸模开始往下挤压坯料,同时反顶杆以一定的反顶力顶住工件与凸模同步往下运动。在精冲力、压边力和反顶力的共同作用下,变形区材料在三向静水压应力状态下发生纯剪切塑性变形。通过一次精冲成形即可获得尺寸精度达到IT6~8级、断面呈全光亮带的精冲件。当精冲与冷锻、挤压、压扁、沉孔等体积成形工艺和拉深、弯曲等冲压成形工艺相结合得到复合精冲成形工艺时,能将普通的平面内冲压成形提升到三维空间成形,实现三维复杂形状、高精度中厚板结构件的高效净成形。
复合精冲由于其优质、高效、节材等优点,在汽车、高铁、装甲车、航空航天、核电、化工等领域得到了广泛应用,如汽车发动机正时系统端盖、链轮、变速器换挡拨叉总成、座椅调角器系统、高铁制动结构件、航空发动机摇臂、核电与化工密封结构件等,有力促进了中厚板结构件先进制造技术的转型升级及高端装备的发展。
精冲挤压复合成形技术
精冲挤压复合成形方式
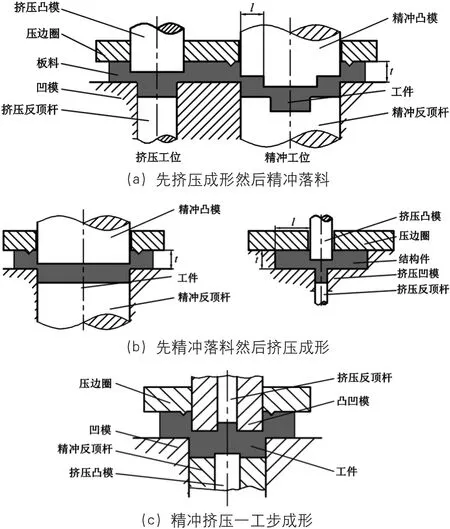
图1 精冲挤压复合成形方式
精冲挤压复合成形方式可以分为三种(图1)。对于先挤压成形然后精冲落料适用于级进成形(图1a);对于图1b,属于条料外移步成形,精冲落料后采用机械手将零件移动到另一个工步,然后进行体积成形。此方法能进一步扩大模具工作区域范围,提高生产效率;对于图1c,精冲挤压同一工步成形,避免在工步转换过程中尺寸精度的丧失,适合于高精度成形。无论对于哪一种复合方式,都包括了三维局部挤压成形和二维整体精冲落料两种成形工艺,接下来重点分析这两种成形工艺特征。
三维局部挤压成形
板料三维局部挤压成形可以分为以下三种方式(图2)。
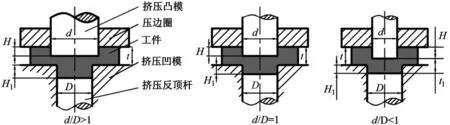
图2 三维局部挤压成形方式
⑴当d/D>1时,挤压变形过程中易出现缩孔,且底端面呈不规则弧形(图3)。应合理选择挤压行程和挤压比,宜设置挤压反顶杆。
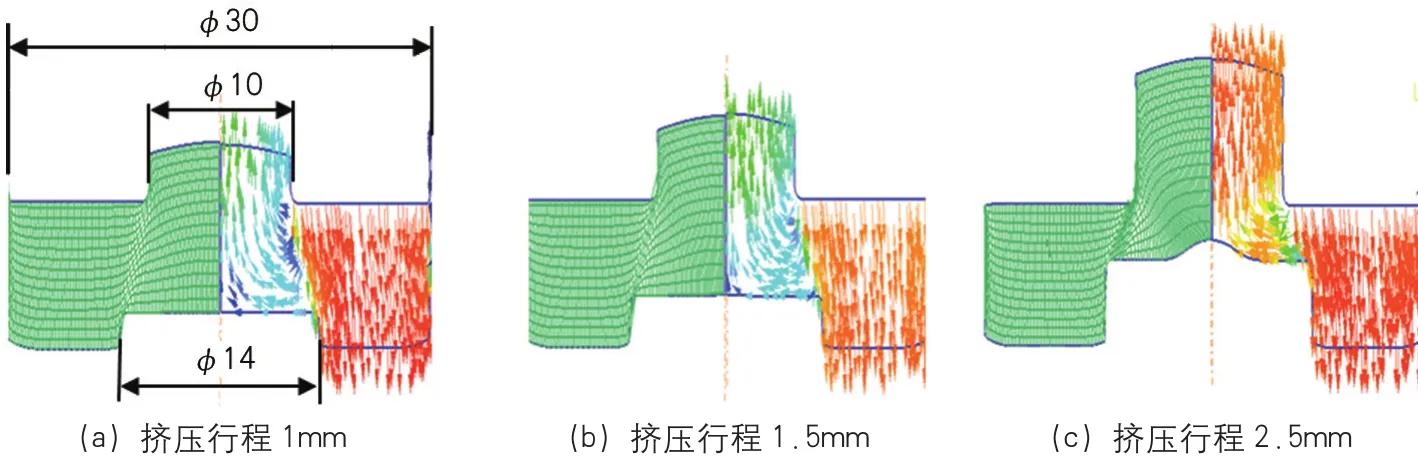
图3 中厚板挤压成形缩孔缺陷
⑵当d/D=1时,一般用于半冲孔,挤压行程应小于板厚,否则为冲孔工艺。一般情况下,挤压行程应小于板厚的70%,否则影响凸台的连接刚度;为避免产生裂纹,宜设置挤压反顶杆。
⑶当d/D<1时,应设置挤压反顶杆提供反顶力,以避免产生裂纹和凸台底部外周充填不满等缺陷。本成形方法是成形法兰类零件的先进方法,传统的中厚板法兰类零件成形示意图如图4所示。首先采用直径较小的冲头精冲出一个圆孔,然后用直径较大的冲头进行翻边。此方法材料利用率较低,且翻边过程中法兰内壁容易产生撕裂,法兰的底部不平整,需要整形或者机加工。
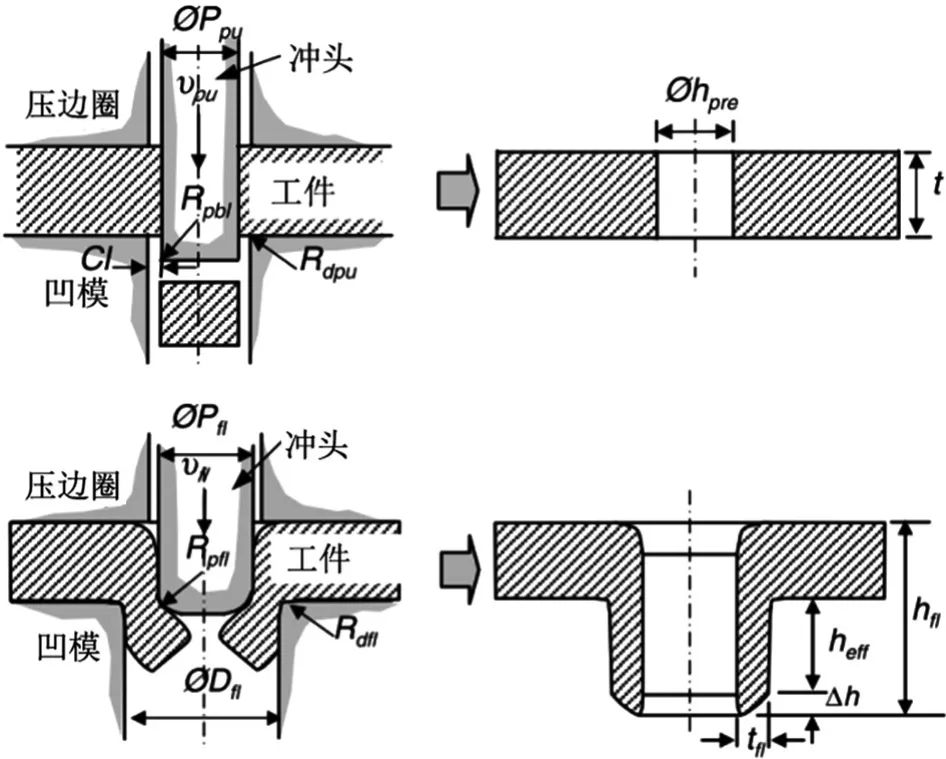
图4 传统中厚板法兰类零件成形原理
本项目组发明的冲挤复合成形工艺如图5所示。首先压边力、反顶力和冲压力使板料处于三向静水压力状态;然后凸模往下冲压板料,反顶杆以一定反顶力作用于板料,同时往后退,行程为H2,此时反顶杆停止运动,凸模继续下行H4,直到填满型腔。最后冲连皮,即可获得高质量中厚板法兰。
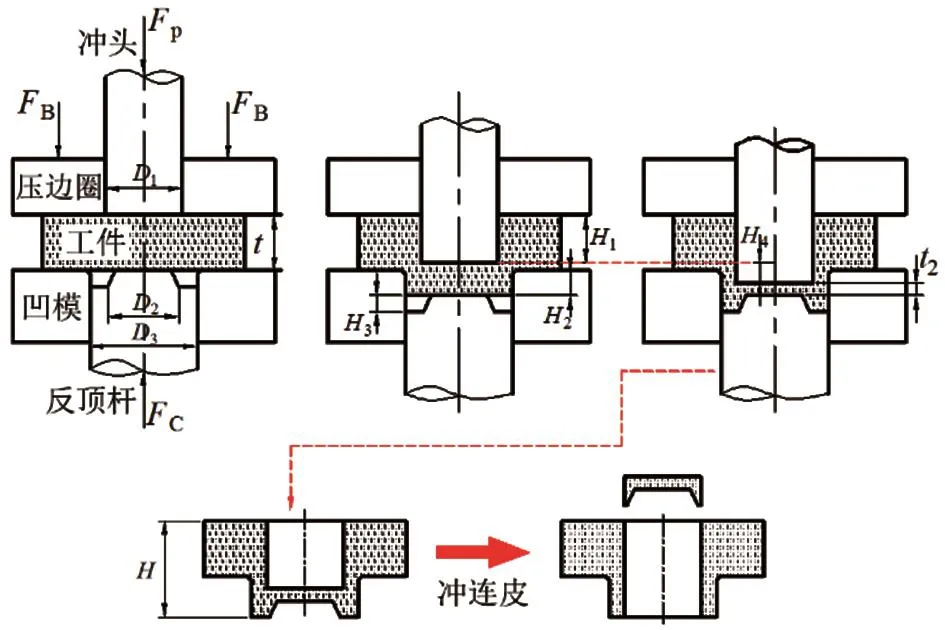
图5 中厚板冲挤成形法兰类零件成形原理
精冲分离成形
精冲断面质量的评价主要包括塌角、撕裂和毛刺,塌角和撕裂缺陷如图6所示。本项目组对于精冲断面缺陷的影响因素进行了较深入研究,研究表明随着压边力和反顶力增加、凹模圆角半径的增加、以及凸凹模间隙减小,撕裂带高度减小。
为了减小塌角高度,可以采用反切法。首先对于塌角控制部位在第一次精冲时预留一定尺寸,然后进行反切,利用反切将塌角部位填满,最后落料。为了实现小无塌角成形,本项目组发明了一种小塌角成形工艺。传统的凹模刃口为圆角,圆角尺寸一般为0.3~0.5mm,造成精冲剪切区域变宽,使得塌角在精冲初始阶段快速增加。基于此将凹模刃口从圆角形式改为齿式,相比于传统的凹模,能将塌角尺寸减小50%~60%(图7)。
其他复合精冲成形工艺

图6 精冲断面撕裂和塌角缺陷
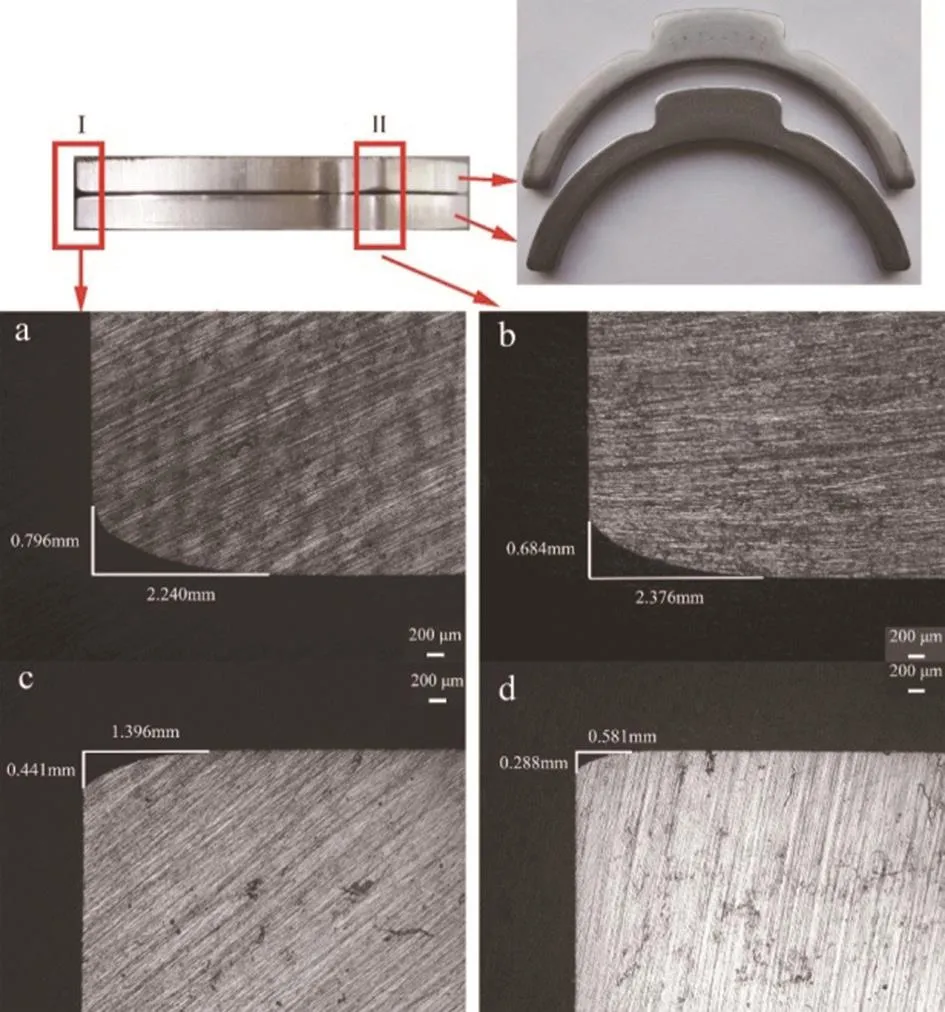
图7 小塌角成形与传统精冲成形零件关键区域塌角尺寸对比
本项目组还针对复杂形状的中厚板结构件,研究了精冲弯曲、精冲拉深、精冲冷锻、精冲翻边等复合精冲成形工艺。利用复合精冲成形工艺成形的典型三维复杂形状中厚板零部件如图8所示。

图8 典型复合精冲成形的中厚板零部件
结束语
随着高精度、高性能中厚板结构件的需求量越来越大,以及《中国制造2025》对于绿色、高效、节能制造的发展要求,复合精冲成形技术作为一种高效、优质、节能、节材、安全、环保的制造工艺,必将得到越来越广泛的应用。
猜你喜欢
锻造与冲压(2023年20期)2023-11-07 09:47:50
家园·建筑与设计(2021年3期)2021-12-30 10:40:54
冶金设备(2021年2期)2021-07-21 08:44:18
城市轨道交通研究(2021年7期)2021-07-21 02:53:04
建材发展导向(2021年9期)2021-07-16 07:10:58
福建质量管理(2017年19期)2017-04-06 06:18:26
新疆钢铁(2016年3期)2016-02-28 19:18:54
锻造与冲压(2015年8期)2015-06-22 14:38:09
精密成形工程(2014年3期)2014-08-15 00:52:53
天津冶金(2014年4期)2014-02-28 16:52:46