一种用于动叶定位的新型工装
2018-11-15 13:15:08潘晖宪李保山
现代制造技术与装备 2018年10期
杨 青 潘晖宪 李保山
(1.中国石油渤海装备兰州石油化工机械厂,兰州 730060;2.甘肃省炼化特种装备工程技术研究中心,兰州 730060)
本工装用于定位动叶片,以保证在加工过程中动叶和方箱间准确可靠的相对位置,待叶片与方箱间浇铸合金后加工叶片榫齿。由于动叶在轮盘上的定位角度及径向受力全部靠榫齿提供,所以,榫齿的加工采用强力数控磨床以保证其形位公差和表面光洁度。其定位难点一是在工艺头的两端准确地钻出定位孔,二是保证工装上与定位孔对应的顶尖位置。动叶示意图如图1所示。

图1 动叶示意图

图2 叶片浇铸定位工装结构
1 工装的设计
1.1 工装的设计要点
第一,以动叶叶身曲面为基准,在两端工艺头上钻取支撑定位点,第二,提高工装的通用性能,可以定位不同高度的动叶;第三,在定位的同时保证动叶可以放入方箱浇铸固定。
1.2 工装的结构
工装结构如图2所示,主要由底座、支座、顶尖、转炳等组成。顶尖2、顶尖3、及顶尖1起直接的定位作用。其中,顶尖2和顶尖3与工艺头中的定位孔相配,限制了工件的径向位移和轴向转动,顶尖1、顶尖2和顶尖3共同限制了叶片的轴向移动。转柄和顶尖1设计为螺纹形传送机构,当工件用顶尖1、顶尖2、顶尖3、定位后,手柄和转柄上可以进行长度的调整且紧定。压紧装置则利用六角螺栓和力的反作用原理使顶尖给工件一个轴向的力,将工件压紧。完整的无方箱装夹模拟图如3所示,实物图如图4所示。
2 应用与效果
2.1 使用要点
使用时,先将方箱放置在底座上,然后将叶片出气边朝下榫头侧工艺块靠紧支座2上的顶尖2、顶尖3,且内弧型面与截取的两处定位型线贴服,透光量检查不得大于设计要求,调整支座1的距离,使顶尖1和工件叶顶端定位孔接近,然后将支座1和底座相对位置通过螺栓固定。通过调节手柄使顶尖1将工件顶装牢固,检查工件各定位点及辅助定位紧定点接触稳定牢靠。压紧后以榫头为基准滑动方箱,保证方箱端面到榫头的工艺距离,并在方箱端面贴紧挡板后进行合金浇铸。
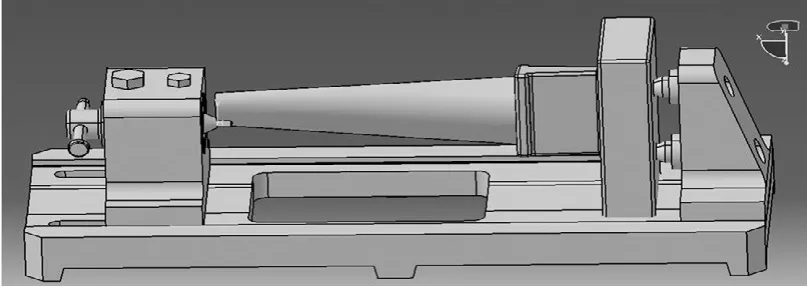
图3 无方箱装夹模拟图
2.2 实效分析
第一,本工装通用性强,可适用于大多数动叶尺寸;第二,本工装可以在浇铸定位的同时通过配套的型面样板检测叶身的曲线面精度及榫齿余量;第三,工装的定位点选择巧妙,可以在定位的同时为动叶和方箱的浇铸提供空间。加紧定位后叶身与方箱均不移动,直至浇铸合金凝固,强度可靠,为强力磨削的加工做好准备工作。

图4 工装实物图
3 结语
本文对动叶片浇铸定位工装从结构设计和实际应用进行讲解,创新设计出浇铸定位工装,使动叶片先加工叶身后加工榫齿的方案得以执行,保证了动叶片的加工质量,解决了强力磨床加工叶片榫齿时定位基准难找、受力变形大、难以精确装夹的问题,为后续数控加工叶片榫齿奠定了良好基础。本文提出的设计方案现已应用于实际生产,并取得了较好的效果。
猜你喜欢
故事作文·低年级(2023年2期)2023-05-30 10:48:04
内燃机与配件(2021年15期)2021-09-10 05:50:02
防爆电机(2020年6期)2020-12-14 07:17:06
模具制造(2019年4期)2019-06-24 03:36:46
科学与技术(2019年11期)2019-03-29 10:16:56
科学与财富(2017年12期)2017-05-16 04:48:08
中国眼镜科技杂志(2016年14期)2016-12-08 03:14:37
山东工业技术(2016年15期)2016-12-01 05:32:00
电力科技与环保(2016年3期)2016-04-11 09:39:49
海峡姐妹(2016年2期)2016-02-27 15:15:56