基于NX的五轴机床后处理开发研究
2018-11-15 13:14吴奥嵩
现代制造技术与装备 2018年10期
吴奥嵩
(营口理工学院 机械与动力工程系,营口 115014)
五轴加工技术主要应用于复杂曲面造型和结构复杂的零件加工,如飞机外壳、发动机叶轮、复杂模具和汽车车身等。该加工技术的优越性在于可以实现一次装夹后,多个表面连续加工,加工效率与加工精度得到了很大提高。高质量的CAM编程和后置处理器是发挥五轴加工技术优势的关键。一般来说,CAM软件生成的刀轨不能直接用于机床加工,刀路文件必须转化为NC代码才能被机床使用,这个转化过程就是所谓的后处理。
因为不同数控机床的硬件参数和控制系统都不尽相同,所以一般都需要根据实际情况定制与机床相符的后处理。Siemens NX作为业界流行的CAM软件,提供了后处理器构造器程序,它能够方便地生成各类机床的后处理。在NX软件中,后置处理不单是对刀具轨迹的转换,还包含对刀轨运动的智能处理,使得到的NC代码更加符合机床要求。本文基于NX11的后处理构造器开发了专用后处理器,可充分发挥五轴机床的加工优越性。
1 NX后处理开发流程
1.1 机床技术参数分析
本研究所用的机床是南京高传四开数控装备制造有限公司出品的SK-5L70100型五轴联动高速数控铣床。该铣床为龙门式结构,通过底部平台上安装的数控控制中心,可倾斜回转工作台实现五轴联动加工。其摆动轴为B轴,回转轴为C轴可连续旋转。主要技术参数如表1所示。
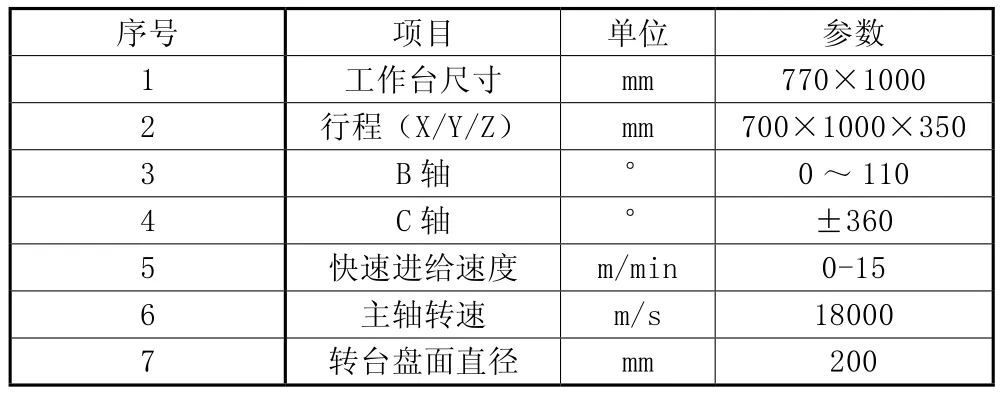
表1 技术参数
其数控系统为SKY2006NA,是具有中国自主知识产权的数控加工系统。该系统基于PC机构建立,除具有一般高档数控系统所具有的功能外,还具有三维刀具补偿功能、2500程序段的提前预处理功能、二维和三维刀具的实时动态轨迹显示功能等。
1.2 创建后处理文件
使用NX后处理构造器进行后置处理器的开发主要涉及以下几项:新建后处理的参数、机床运动学参数、程序和刀轨参数、NC数据定义、输出设置。
1.2.1 新建后处理器
根据机床情况设置后处理的参数,主要包括:后处理名称、后处理输出单位选择毫米、机床选择5轴带双转台的铣床、控制器选择。
1.2.2 机床运动学参数设置
首先将线性轴行程限制按照机床实际行程改为:X700、Y1000、Z350。其次在第4轴或第5轴页面,进行旋转轴配置,设定第4轴旋转平面为YZ平面,文字引导符为B,第5轴旋转平面为XY平面,文字引导符为C,默认公差设为0.001,最大进给率设为10000。然后在机床参数第4轴页面,将轴限制设为-110~0。在机床参数第5轴页面,将第4轴中心到第5轴中心的Z偏置(即摆长)设为70,轴限制设为0~359.999。
1.2.3 程序和刀轨参数的设置
由于SKY2006NA系统符合标准指令控制,多数参数无需修改,只需修改个别参数即可满足使用要求。首先在程序和刀轨的“程序”页面,将“程序起始序列”中程序开始内的代码都删除,仅保留第一行,再加入一行“M3 S”。SKY系统在程序需要保证主轴工作时正转。因此,应注意修改字的顺序,系统要求“M3”在“S”之前,并将“工序起始序列”中的“自动换刀”内的代码都删除,仅保留“T M6”。
本文研究的五轴联动铣床没有自动换刀功能,故删除。在“刀径”下的“运动”页面,根据机床数控系统的要求设置“线性移动”为G17 G41 D1 G1 G90 X Y Z B C F M3 S M8,“圆周移动”为G41 G2 G90 X Y Z I J K F S,“快速移动”为G0 G90 G rap1 rap2 rap3 B C M3 S。然后将“程序结束序列”下程序结束中的最后一行删除,在“M2”前加入一行“M5 M9”。这样可以保证程序运行结束后自动关闭主轴和冷却。
1.2.4 NC数据定义
该功能可以实现自定义指令和编辑、修改原有的指令,方便用户进行后处理的二次开发。灵活运用TCL编程,可以实现在NC程序中输出加工时间、所用刀具的信息、刀轨名称、后处理名称、零件名以及代码长度等。
1.2.5 输出设置项
SKY系统默认读取的加工程序后缀名为“NC”。将“N/C输出文件扩展名”改为“NC”。设定好所有参数后,保存后处理。
2 验证后处理
为了保证后处理的正确性,需要进行加工验证。首先用NX生成NC代码,在实际加工前用VERICUT进行仿真验证,防止因NC代码错误导致事故发生。如果在VERICUT仿真加工中出现干涉、碰撞及超程等错误现象,软件会给出相关错误的提示。排除错误后重新进行仿真加工。从仿真结果来看,没有出现错误,说明后处理的NC代码没有问题。将NC代码传输到机床进行实际加工,笔者验证了后处理的正确性。加工后的零件如图1所示。

图1 加工后的零件
3 结语
由CAM软件生成的刀轨文件必须经过后处理才能生成机床控制系统认可的NC程序。而不同数控机床的硬件参数和控制系统都不尽相同,须通过NX后处理构造器来创建合适的后处理。以SK-5L70100五轴联动铣床为例,本文阐述了SKY系统双转台五轴后处理开发过程,进行了NC程序验证,证明了该后处理的正确性,同时为其他五轴数控机床后处理开发提供一定的借鉴。
猜你喜欢
哈尔滨轴承(2022年1期)2022-05-23
今日农业(2020年20期)2020-12-15
能源(2018年10期)2018-12-08
动漫星空(2018年11期)2018-10-26
动漫星空(2018年2期)2018-10-26
动漫星空(2018年9期)2018-10-26
动漫星空(2018年5期)2018-10-26
制造技术与机床(2017年2期)2017-05-04
制造技术与机床(2017年12期)2017-02-02
能源(2016年10期)2016-02-28