八钢镀锌产品适应新标准的工艺优化
2018-11-14 07:54:36胡洪林马孝娟卢鹏程
新疆钢铁 2018年3期
胡洪林,马孝娟,卢鹏程
(宝钢集团八钢公司制造管理部)
1 前言
2018年宝钢股份对冷轧产品的企业标准进行更新换版,其中镀锌产品标准Q/BQB 420-2018的改动较大,DC51D+Z增加了屈服强度指标,屈服强度的要求范围是140~300MPa。由于DC51D+Z是主要的镀锌产品,标准变化对其影响较大,因此围绕着镀锌板的屈服强度,对镀锌产品性能相关数据进行了收集分析,结合市场主要用户的使用情况与特性要求,为满足性能变化的需要对生产工艺进行了重新设计,最终针对用户的使用习惯选择了新的对应牌号S280GD+Z与S220GD+Z。经过3个月的努力,克服各种困难,最终八钢镀锌产品2018新镀锌标准顺利切换上线。
2 对DC51D+Z产品性能及用途的分析
2.1 DC51D+Z镀锌产品的力学性能分析
原来采用的镀锌标准只有抗拉强度和延伸率要求,当延伸率满足要求时,抗拉强度在270~500MPa时,屈服强度最大可以达到414MPa。产品的屈服性能特点是,屈服强度的水平段较平直宽阔,并且其后的上升曲线较为平缓,表现在性能上,就是抗拉强度与屈服强度的差值在40~60MPa(见图1)。
(1)1.0mm以下厚度的DC51D+Z产品的性能。
1.0 mm以下厚度DC51D+Z产品的性能波动情况统计见表1。
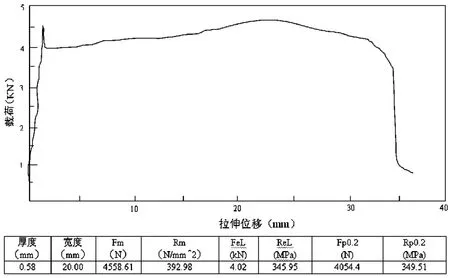
图1 DC51D+Z抗拉强度与屈服强度的差值
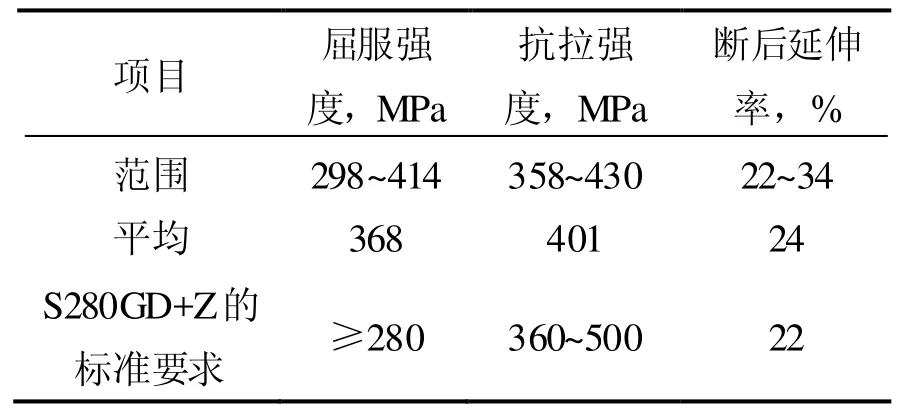
表1 1.0mm以下厚度的DC51D+Z产品性能
从其性能波动情况可以看出DC51D+Z产品性能与新标准的建筑结构用钢S280GD+Z较为接近。
(2)1.0mm以上厚度DC51D+Z产品的性能。
另外为满足用户加工镀锌油桶等冲压用户的需要,针对厚度1.0mm以上的DC51D+Z产品进行了优化设计,性能波动情况统计见表2。
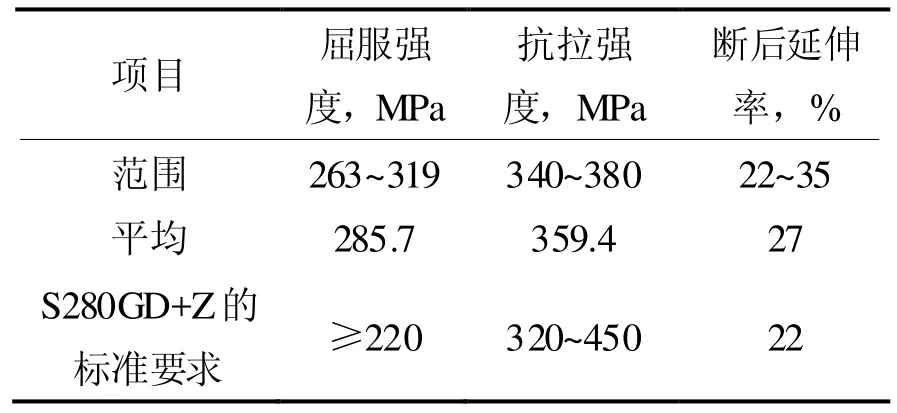
表2 1.0mm以上厚度的DC51D+Z产品性能
从其性能波动情况可以看出,1.0mm以上DC51D+Z产品的性能与新标准的建筑结构用钢S220GD+Z较为接近。新标准DC51D+Z的用途设计方向应该是偏软的冲压加工用板,与目前用户要求有较大的差异。
2.2 八钢生产的镀锌产品市场用途
镀锌钢板是为防止钢板表面遭受腐蚀延长其使用寿命,在钢板表面涂一层金属锌。牌号一般用DC51D+Z/SGCC,冲压用DC52D+Z/SGCD1。镀锌板产品在建筑行业主要用于制造防腐蚀的工业及民用建筑屋面板、屋顶格栅等;在轻工行业用于制造家电外壳、民用烟囱、厨房用具等,如肉类及水产品的冷冻加工用具等;物资的储运、包装用具等见图2。

图2 DC51D+Z镀锌板用途
2.3 分析结果
通过对DC51D+Z性能与市场用途分析可知,DC51D+Z在开发过程中是通过规格来区分不同用户的用途,1.0mm以下厚度规格的市场上用于建材,1.0mm以上的厚度规格,市场上是冲压加工用途。不同用途用不同牌号来区分更便于生产的控制,并便于用户选择。通过分析,用新标准的S280GD+Z来取代建筑用DC51D+Z,新标准的S220GD+Z来取代冲压加工用DC51D+Z,根据以往生产DC51D+Z的经验,在确认取代牌号后对S280GD+Z、S220GD+Z的工艺进行优化。
3 八钢镀锌产线的工艺特点及分析
3.1 八钢产线特点
八钢镀锌产线建于2004年,设计产量15万t/年;产品规格厚度0.25~1.7mm;宽度900~1270mm。采用美钢联法热镀锌工艺即在钢带进入连续退火炉前,采用电解脱脂清洗系统,可彻底去除钢带表面的油垢和污物,再经炉内辐射管加热,钢带在浸入锌液之后可获得表面质量好、厚度更薄的高质量热镀锌板。镀锌出口配置拉弯矫直机来消除或者减轻屈服平台,同时对板型进行校正。产线上有连续式退火炉对镀锌后钢卷进行退火,以保证产品的力学性能。
产线设计最大工艺速度120m/min。随着八钢冷轧技术和操作水平的提高,镀锌机组的达产并且逐步超过设计产量,镀锌产线工艺流程图见图3。
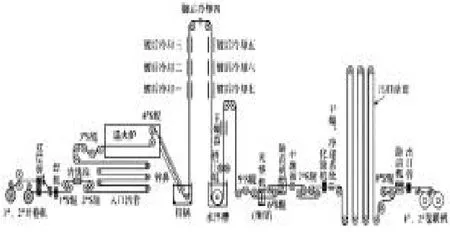
图3 镀锌产线工艺流程图
3.2 影响镀锌屈服性能的主要因素分析
(1)化学成分的影响。镀锌产品一般由低碳原料生产,主要成分是碳、硅、锰、磷和硫。硅、磷和硫含量不利于产品性能属于控制成分,可调整的空间较小,对产品的屈服强度没有影响;碳和锰属于增加屈服强度元素,因此在成分上主要调整碳和锰的含量。碳是钢中常见的主要经济合金元素,主要对钢的金相组织和强度性能影响较大。过高的碳含量对板材的塑韧性能产生不利影响。锰是置换型固溶强化元素,能降低奥氏体转变成铁素体的相变温度(可以弥补因碳元素含量降低带来的奥氏体转变成铁素体相变的温度升高),扩大热加工温度范围,有利于细化铁素体晶粒尺寸。
(2)冷轧压下率的影响。提高冷轧压下率,可以提高冷轧的硬化效果使得晶粒被充分的破碎,产生较高的位错密度,从而在镀锌退火前储备足够的变形能。钢板的平均塑性应变比(r值)随着冷轧压下率的增加而提高,当压下率在70%~80%时出现峰值,而后随着压下量进一步增加,有一定的回落【3】。
(3)退火温度和速度的影响。镀锌产品需要对冷轧的轧硬卷进行退火来调整钢板的性能,根据退火程度的不同产品的晶粒的再结晶程度不同,得到的强度不同,产品的晶粒越小屈服强度越高。随着退火时间的延长和退火温度的上升产品的晶粒长大,屈服强度趋于减小。当退火时间的较短和退火温度较低时,产品的再结晶不充分,属于部分再结晶状态。折弯裂样铁素体晶粒仍保持冷加工后形态,正常样晶粒呈块状如图4。
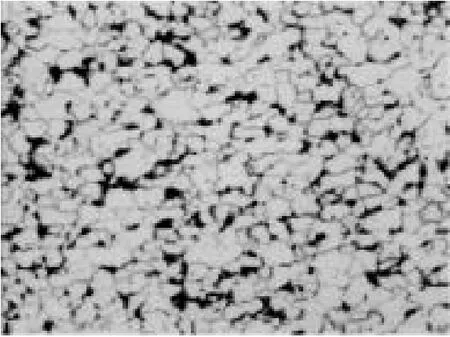
图4 正常样晶粒呈块状
从原工艺镀锌板的金相(图5)来看,产品的铁素体和珠光体晶粒较细小,情况较差者,甚至保持部分冷加工后形态,导致屈服强度偏高。
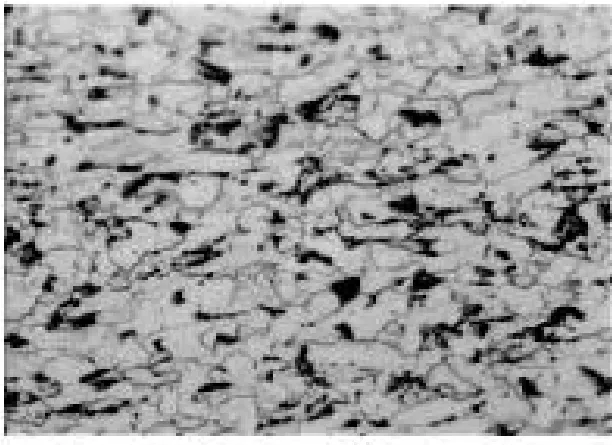
图5 强度较高镀锌板金相组织
(4)拉矫延伸率和插入值的影响。一般的连续镀锌机组的标准配置是在出口配置平整和拉矫机,随着拉矫机的发展,简化配置只配置二弯二矫拉矫机。矫直延伸率的控制成为关键,矫直延伸率过小起不到矫直板型和消除屈服平台的作用,过大则会导致钢板硬化和产生翘曲缺陷。
4 新的生产工艺方案与实施效果
4.1 S280GD+Z产品成分工艺优化
S280GD+Z产品适用于建筑结构用钢,从DC51D+Z用户的使用情况看,主要的问题是性能波动大,会出现部分产品局部强度超过标准要求的情况,因此重点对原料进行了优化。将原GR4161C3(C 0.07%,Si 0.05% ,Mn 0.2% ,P≤0.018% ,S≤0.018%)改成 AP1461C1(C 0.05%,Si 0.02%,Mn 0.2%,P≤0.015%,S≤0.015%),减小了主要成分的波动范围;考虑到轧机能力,试制时的冷轧压下率设定为70%~77%。另外对均热段板温的控制范围进行了调整,由原620℃±20调整为640℃±20。拉矫延伸率越高,消除屈服平台的效果越好。要消除屈服平台,必须将延伸率提高到1.2%以上,相当于材料进行了一次拉伸试验,卸载后材料获得了冷作硬化,只采取拉伸矫直时,延伸率控制在0.7%~1.1%【2】。
4.2 S220GD+Z产品成分工艺优化
S220GD+Z产品本身适用于冲压用钢,从原DC51D+Z用户的使用情况看,其性能适当。需要扩展适用的厚度范围,从1.0~1.6mm到0.5~1.6mm覆盖冲压加工用户的使用规格,因此重点对原料进行了优化。将原 AP1461C1(C 0.05%,Si 0.02%,Mn 0.2%,P≤0.015%,S≤0.015%)改成 AP1451C 1(C 0.05% ,Si 0.02% ,Mn 0.18% ,P ≤0.015% ,S ≤0.012%),减小了主要成分的波动范围;试制时冷轧压下率设定为73%~80%,为下一步退火产生有利织构创造条件;另外对均热段板温的控制范围进行了调整,统一调整为660±20℃,拉矫延伸率控制在0.6%~0.9%。
4.3 优化后力学性能指标
S280GD+Z屈服强度基本稳定在290~390MPa,抗拉强度基本稳定在360~430 MPa,延伸率基本稳定在24%~37%(见图6)。S220GD+Z的屈服强度基本稳定在 250~320MPa,抗拉强度基本稳定在320~380 MPa,延伸率基本稳定在25%~38%(见图7),优化后力学性能均符合新标准的要求(见表3)。
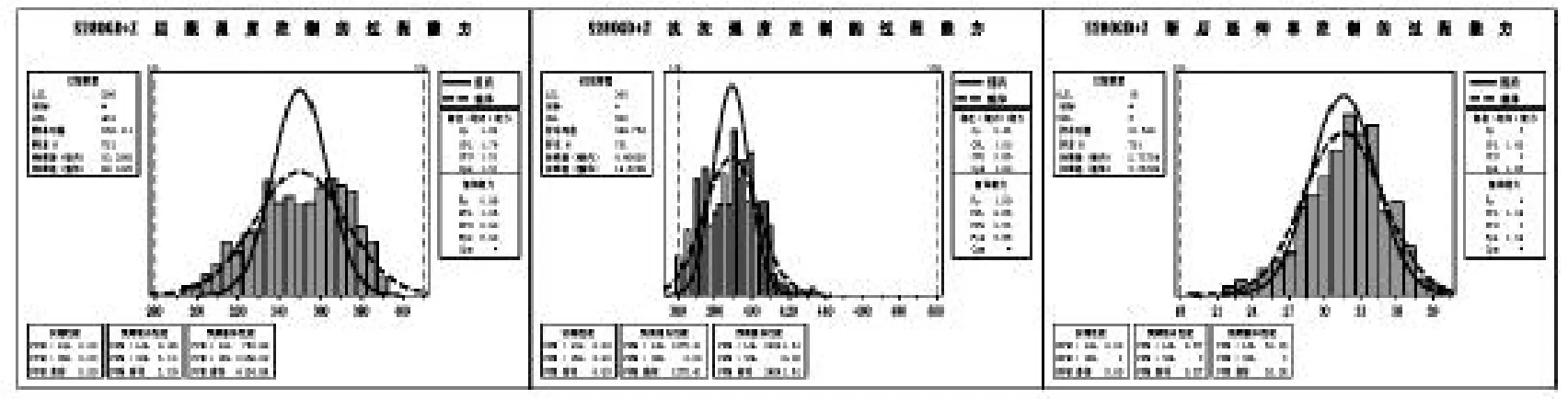
图6 S280GD+Z力学性能过程能力分析
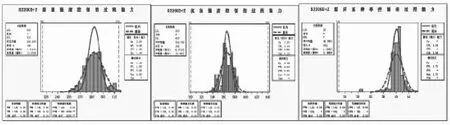
图7 S220GD+Z力学性能过程能力分析
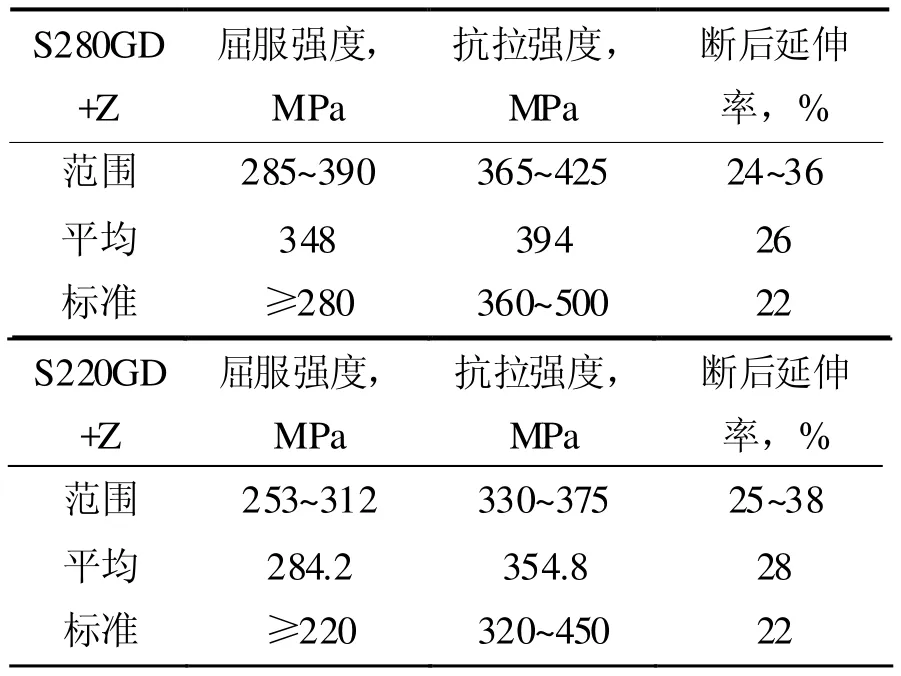
表3 优化后S280GD+Z与S220GD+Z力学性能
5 结论
八钢镀锌产品采用的是宝钢股份企业标准Q/BQB420,2018年宝钢股份企业标准进行了换版,2018版代替2014版标准。新标准的采用对部分牌号的用途进行了细分,用户前期选用的2014版标准产品牌号DC51D+Z由2018标准中产品牌号S280GD+Z替代,其用途设计方向是建筑结构用板。原使用DC51D+Z牌号且使用用途合适的用户,在2018新标准实施时选用S280GD+Z牌号产品,新设计的S280GD+Z性能较好地保持了与原DC51D+Z牌号的一致性。为使用户了解新旧牌号,新设计的S280GD+Z的质保书和标签上标示“原DC51D+Z”。
另外,为满足冲压加工类用户的需要,结合新标准设计的S220GD+Z的性能能较好地满足用户加工镀锌油桶等冲压用户的需要,产品的性能与用户前期使用的加工油桶类镀锌板保持一致。
猜你喜欢
中国金属通报(2021年18期)2021-12-27 07:09:56
湖北农机化(2021年7期)2021-12-07 17:18:46
新疆钢铁(2021年1期)2021-10-14 08:45:50
防爆电机(2020年6期)2020-12-14 07:17:04
山西冶金(2019年3期)2019-09-21 03:11:12
数学小灵通(1-2年级)(2018年9期)2018-11-19 03:30:54
中国铸造装备与技术(2017年6期)2018-01-22 01:50:01
凿岩机械气动工具(2017年1期)2017-05-17 06:19:50
新疆钢铁(2016年3期)2016-02-28 19:18:50
新疆钢铁(2015年2期)2015-11-07 03:27:52