
侧推筒体定位安装工艺研究
2018-11-13 10:00:20熊飞,姚杰
广东造船 2018年5期
熊 飞,姚 杰
(广船国际有限公司,广州 511462)
1 前言
为保证船舶的机动性,水面舰艇一般设计有首侧推装置,其驱动电机的安装对于电机座上表面的水平度精度要求较高,水平度需≤1 mm,而电机座附带在侧推筒体上,从而侧推筒体的安装精度要求高,其安装精度直接影响侧推装置的使用。
侧推筒体分为侧推器筒体和左右两个侧推连接筒体:侧推器筒体为厂家制作,其上带电机座及桨叶等推进设备;侧推连接筒体为厂内制作。图1左为侧推器筒体,右为侧推连接筒体。

图1 侧推器筒体及侧推连接筒体示意图
侧推筒体以往的建造工艺为:分段以平台板为底上胎制作→平台板部分装配完毕→吊装侧推器筒体上胎定位→安装支撑板固定→各吊装左右侧推连接筒体定位固定→反扣托底部件→侧推筒体装焊作业。图2为侧推器筒体倒装示意图。

图2 侧推器筒体倒装示意图
该建造工艺存在以下问题:(1)因分段为反造,侧推位置为中空状态,侧推器筒体翻身后吊装至分段为中空状态,侧推器筒体不易定位;(2)侧推器筒体定位后再进行与侧推连接筒体之间的环缝装焊,延长了侧推筒体所在分段的胎架周期;(3)侧推器筒体定位后与连接筒体之间的环缝装焊,由于两者之间的板材较厚,电焊工作量较大,对焊接作业已定位好的侧推器筒体上的电机支架的水平精度存在较大影响;(4)侧推器筒体与侧推连接筒体环缝在分段内焊接,由于空间狭小焊接作业不易展开,且此环缝水密要求较高,其水密检验及返修工作较为困难,影响环缝焊接质量。
为了减少侧推筒体的定位及装焊难度,缩短侧推分段的胎架周期,提高侧推筒体安装精度及焊接质量,对侧推筒体定位安装工艺进行了研究。
2 筒体表面划线
将筒体中心线、电机座中心线引至侧推器筒体表面,并分别划线及打上样冲点做好标记,用于后续筒体定位及精度监控。
3 模板胎架制作
模板根据侧推筒体的外径数控下料,下料时需喷出中心线及统一水线,提供后续胎架制作定位(见图3)。

图3 模板示意图
制作侧推器筒体与侧推连接筒体地面组装的胎架,由模板按照固定圆心及固定间距组合而成。利用模板上中心线及水线进行定位。
4 侧推筒体地面定位组装
侧推筒体地面定位组装流程为:侧推器筒体上模板胎架定位→树立标杆、堪划定位基准线→两侧推连接筒体分别上模板胎架定位→装焊→焊缝密性检验→中心线修正。
(1)根据侧推器筒体外表面水平中心线调整筒体整体水平,复测电机座水平度,要求其水平度偏差满足精度要求并做好记录;
(2)侧推器筒体定好位后修订筒体中心线,在筒体两边立标杆并将修订后的筒体水平中心线引至标杆上;将筒体纵向中心线引至地面上,作为地样中心线(见图4);
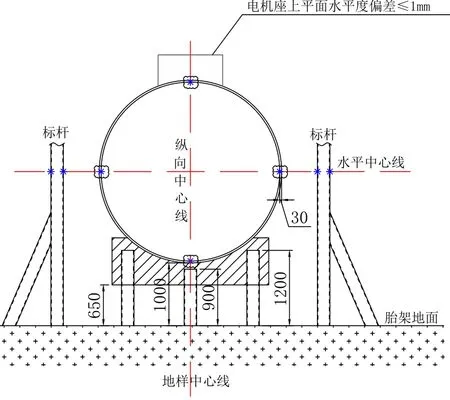
图4 侧推器筒体定位示意图
(3)根据筒体外表面中心线进行左右侧推连接筒体吊装定位,以标杆上水平中心线定筒体的高度值,以地样中心线定筒体的左右值;
(4)进行筒体之间装配作业。因侧推器筒体自带桨叶等推进设备,为保护这些设备,在侧推器筒体与连接筒体装配时,只能在侧推器筒体的径向和轴向的加强筋板上焊接,严禁在侧推器筒体表面施焊;焊前要求筒体与胎架做好连接固定,控制焊接应力引起的筒体偏转变形;
(5)装配完毕,检查记录电机基座上平面水平度及筒体同心度。若不满足精度要求,需重新进行装配;
侧推器筒体与连接筒体焊接应采用分段对称施焊的方法,焊条直径不大于5 mm。焊接过程中必须防止焊接火花损伤桨叶和不锈钢层等部件;焊接过程中要不断地观察和测量桨叶尖与圆筒体之间的间隙大小,在焊接过程中,焊接后桨叶外侧各点与圆筒体的间隙不得小于8 mm;

图5 侧推器筒体与连接筒体地面组装焊接顺序图
(6)焊后要对筒体对接焊缝按船体外板焊缝要求做无损探伤及密性检查,保证焊缝水密及焊接质量;
(7)以标杆和地样中心线重新修正筒体表面中心十字线及电机基座中心线,提供给后续筒体整体吊装分段定位,如图6所示。

图6 侧推器筒体与连接筒体地面组装及胎架布置示意图
5 分段划线及标杆树立
(1)将分段中心线引至地面,平行偏移划出电机座中心线,根据胎架十字线开角尺做出侧推安装理论肋位线及100 mm检验线;
(2)在侧推筒体安装理论肋位线上安装槽钢标杆,在标杆上通过平台理论线反向引出船体基线,用全站仪偏移划出侧推筒体中心距船体基线理论高度所在水线并做好标记,如图7所示。
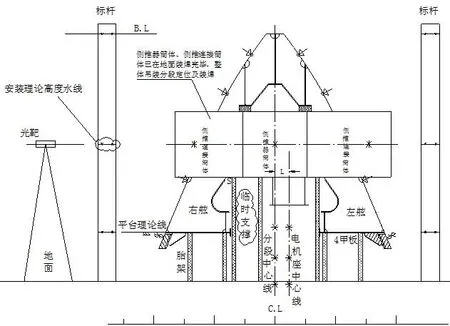
图7 侧推筒体整体分段定位示意图
6 侧推筒体整体分段定位安装
侧推器筒体与侧推连接筒体在地面装焊完毕,整体吊装分段定位及装焊,如图8所示。
(1)通过标杆拉钢丝,确定结构余量情况。并做好余量划线,切割余量、撤除钢丝;
(2)侧推筒体反身整体吊装定位,在筒体外表面电机座中心线处吊好线锤;
(3)采用激光经纬仪,通过标杆定位筒体中心线、通过线锤定位筒体左右,调整电机座水平度进行复位,使电机座表面水平度满足精度要求。
(4)通过标杆拉钢丝,用于监控装焊过程中筒体同心度。为避免钢丝与筒体桨毂冲突,钢丝拉设可平行于筒体中心线做偏移处理;
(5)侧推筒体整体与船体结构装配时,除了表面加强筋板外,不允许在侧推器筒体的任何位置焊接。
7 侧推筒体整体与船体结构焊接
按照一定的焊接顺序施焊,避免无序焊接导致侧推筒体中心及电机座水平偏移,如图8所示。
(1)先焊接侧推筒体与船体肋板角焊缝;
(2)再焊接侧推筒体中剖面横向加强筋与船体结构角接缝;
(3)最后焊接侧推筒体两端横向加强筋与船体结构角接缝;
(4)左右舷对称同时施焊,焊接过程中监控侧推筒体中心变化。

图8 侧推筒体整体与船体结构焊接示意图
8 现场实施情况
侧推器筒体与侧推连接筒体在地面专用胎架模板上组装,通过一系列的精度控制措施,保证了侧推筒体的同心度,完成了装焊作业;同时在后续整体吊装分段组装过程中,通过激光经纬仪进行监控,很好的控制了电机座的水平度,实现了精度目标。
通过侧推筒体定位安装工艺研究及实践,总结了侧推筒体定位安装精度标准(见表1),后续类似侧推筒体定位安装可参照此标准进行精度控制。

表1 侧推筒体定位安装精度标准 单位:mm
9 结束语
(1)侧推筒体定位安装工艺的研究及使用,使侧推器筒体与侧推连接筒体在地面实现提前组装,与分段制作同步进行,缩短了含侧推筒体分段的制作胎架周期;
(2)解决了侧推器筒体单独在分段定位其区域中空不易定位的问题,在地面组装后整体吊装定位后,依靠连接筒体与结构的支撑来进行定位,易于定位及控制精度;
(3)侧推器筒体与侧推连接筒体的环缝焊接作业提前到地面进行,改善了作业环境,确保了焊接质量。侧推器筒体与侧推连接筒体之间大量的对接环缝焊接作业在筒体吊装分段定位前完成,避免了环缝的大量焊接对筒体中心及电机座水平造成的焊接偏移,保证了安装精度;
(4)侧推筒体定位安装工艺的研究成果,在多艘船上得到实施应用,保证了侧推筒体在分段阶段的安装精度和焊接质量,具有很强的指导意义,可推广应用于同类型船舶的建造。
猜你喜欢
船舶标准化工程师(2022年1期)2022-02-17 13:38:06
化工管理(2021年7期)2021-05-13 00:46:04
水泥技术(2021年2期)2021-04-20 12:37:26
江苏科技大学学报(自然科学版)(2021年1期)2021-04-07 11:33:26
农村实用技术(2021年1期)2021-02-27 08:26:18
建筑施工(2020年7期)2020-11-10 00:08:12
造船技术(2019年5期)2019-11-12 07:01:08
——目镜套筒
上海计量测试(2016年1期)2016-08-03 11:30:56
中外医疗(2015年5期)2016-01-04 03:57:53
设备管理与维修(2015年11期)2015-03-16 05:57:40
