
埋弧焊电弧空腔行为及其影响
2018-11-09 11:11:22
电焊机 2018年10期
(太原理工大学焊接材料研究所,山西太原030024)
0 前言
埋弧焊以高效、自动化优势广泛应用于各种行业,包括造船、建筑、能源、管道、风塔和海洋平台等。虽然工艺原理并没有被改变(见图1),但是填充材料和电源设备方面的技术在不断改进。然而,该工艺的一个基本特征是电弧是被掩埋在焊剂之中燃烧的,从外部看不到电弧发出的弧光和电弧形态。与其他电弧焊工艺相比,这种受限制的可视性在一定程度上影响了对该工艺的深入了解,有可能限制了埋弧焊设备的换代和发展。随着高速成像技术的进步和试验装置的不断更新,有可能对埋弧焊电弧空腔内发生的真实情景有新的认识。为此,作者基于多年的焊接实践并参考近年来有限的埋弧焊相关研究文献,特意将电弧空腔的形成与工艺参数相联系,探讨空腔内电弧、熔滴过渡、冶金反应及其影响。该项工作对进一步认识埋弧焊工艺、丰富埋弧焊理论以及工程应用,具有一定的参考价值和理论意义。
1 埋弧焊电弧空腔
1.1 埋弧焊电弧空腔及其形成
1.1.1 电弧空腔概念及性质
埋弧焊最明显的特点是电弧被掩埋在焊剂下,由于电弧热作用,在电弧周围形成一个所谓的空腔,空腔内壁由半熔化状态的熔渣壁组成。在空腔内充满了金属蒸气和焊剂分解物混合烟气。由于其一定的烟气内压力,撑起了一个电弧空腔(见图1)。

图1 埋弧焊工艺原理示意
1.1.2 电弧空腔的形状
电弧空腔的示意性形状如图1所示[1]。用一个隧道插入埋弧电弧空腔抓拍的高速摄像图如图2所示[2]。实测的电弧空腔内部被弧光照亮,空腔形状虽然没有那么规则和理想,但大致上壁顶近乎圆球形(图中黑线标出)。
1.1.3 焊丝在空腔的位置
焊丝在空腔位置示意如图3所示,可以看出,焊丝在空腔的位置大致有两种情况,在垂直焊接方向截面(见图3a),焊丝处于空腔顶的对称中心位置;在沿焊接方向截面,焊丝偏离空腔顶对称中心,偏向焊接方向一侧(见图3b)。

图2 实拍的埋弧焊空腔形貌(600 A、直流反接、垂直于焊接方向)
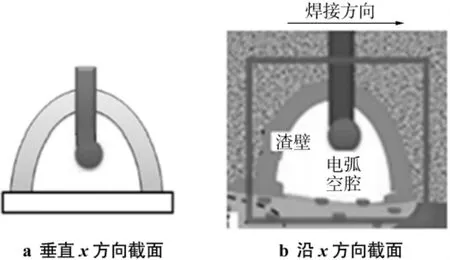
图3 焊丝在空腔位置示意
软壁空腔动态特点为:上部为半熔化状态的焊剂球形壁面(软体壁面),底部为水平液态熔池组成的一个三维空间。该空间一直支撑着上部一层焊剂的覆盖,并处于连续运动状态。最大特点是随着时间推移空腔连续位移,在空腔后侧底部形成焊缝,上部凝固形成熔渣。电弧空腔是一个动态过程存在的结构,一旦焊接工艺完成,空腔即刻消失。
1.1.4 空腔形成条件
空腔形成条件缺一不可。包括:a.材料因素:焊剂、焊丝、母材;b.设备因素:弧焊电源及控制箱、焊接机头和工作台;c.冶金因素:一是电弧把焊剂、焊丝、母材熔化;二是空腔内充满金属蒸气和焊剂分解物混合烟气,并形成一定气压。
1.2 埋弧焊电弧空腔的影响因素
1.2.1 焊剂品质
涉及焊剂熔渣的碱度以及焊剂粒度组成。焊剂熔渣的碱度关系到焊剂的熔点和凝固点,会影响空腔体积的大小和熔渣凝固的速度。焊剂粒度组成则涉及焊接烟气的排放。
1.2.2 焊接参数
a.焊接电流。电流大,提供的热能量多,空腔温度高,体积变大,熔池的体积也会变大;反之,空腔体积变小,熔池的体积也会变小。
b.电弧电压。电弧电压高,电弧体积增大,空腔体积变大;反之,空腔体积变小。
c.焊接速度。焊接速度加快,热源存在时间变短,空腔体积变小;反之,空腔体积变大。
d.焊剂厚度。焊剂的堆积厚度关系到对空腔施加的压力,太厚时压力过大,可能减小空腔体积。可以预见的是,在给定的焊剂堆积厚度范围内,通常不会发生空腔体积被压小的现象。
e.电源极性。鉴于极性对电弧发热机构的影响机制,直流正接(DCEN)空腔温度较低,直流反接(DCEP)空腔温度较高[2],前者空腔体积小于后者。
f.焊丝干伸长。应当对电弧空腔的体积变化没有太大影响。
g.焊丝直径。焊丝直径大,所需电流大,电弧空腔的体积增大;反之亦然。
2 埋弧焊电弧空腔中的电弧及熔滴过渡行为
2.1 电弧形态
虽然埋弧焊的电弧是掩埋在焊剂中燃烧的(见图1),从外部看不到电弧发出的弧光和电弧形态。但是埋弧焊电弧与气体保护焊中的电弧有本质上的差异。实心焊丝CO2气保护焊时,电弧是在焊丝端头整个截面上产生的,同时熔滴在短路过渡瞬间会出现电弧瞬间熄灭现象,因此实心焊丝的电弧形态属于活动、断续型。而埋弧焊丝熔滴的过渡是沿“空腔”的渣壁向下滑落,并未出现电弧瞬间熄灭现象,因此该类焊接方法的电弧形态应属于连续、非活动型[3]。
2.2 熔滴过渡形态
埋弧焊电弧在焊剂空腔内燃烧,其熔滴过渡方式可能有多种,多个文献对此的论述如表1所示。文献[4]认为,在埋弧焊中,收缩效应(电磁收缩力)的作用很大,可以相信端部熔化金属是以颗粒状过渡的。当埋弧焊缩短弧长时,也会发生短路,但是短路时间非常短,大约只有1/500~1/1 000 s,瞬间即重新回到燃弧状态(在正常电压下稳定焊接时,不会发生短路。因为大电流时电弧力足够大,强烈阻碍焊丝和熔池相互接触)。文献[5]认为,通过X射线高速摄影观察可知,埋弧焊时电弧是在熔渣形成的空腔内燃烧的,大部分熔滴都沿着渣壁流入熔池,即成渣壁过渡形式(见图4)。一般低速焊接时,熔滴沿电弧前面渣壁过渡较多,焊接速度加快后,熔滴沿电弧后面渣壁过渡较多。此外还有少数熔滴是通过空腔内的电弧直接过渡的(滴状过渡)。文献[6]采用一个横穿焊缝的“隧道”装置,并用高速录像、光谱技术和FFT电信号分析等方法,研究了埋弧焊电弧空腔中的熔滴过渡形态。结果表明,所有情况下都没有短路过渡;也没有喷射过渡的证据;但观察到非轴向粗滴状过渡。文献[7]采用双丝串联埋弧焊等试验方法分析了埋弧焊中熔滴过渡形态。结果表明,在低电流时排除了喷射过渡的可能,大电流时确认了渣壁过渡形态。

表1 研究文献对埋弧焊电弧空腔中熔滴过渡形态的论述
埋弧焊熔滴过渡最新的研究成果如表2所示[8]。通过垂直于焊接路径插入一个薄钢片隧道,拍摄的视频截图(见图5、图6)比较清晰,分辨率尚可。电弧空腔内比较混浊、不干净。焊剂颗粒、渣粒纷纷下落,混合烟气弥漫,熔滴爆炸飞溅随处可见,严重阻挡视线。无论是500 A还是1 000 A电流,电弧中呈现的熔滴形状非常不规则,绝对不是明弧中的球形或变形球状,熔滴表面很不光滑。500 A电流时熔滴尺寸比较大,大于焊丝直径;1 000 A电流时熔滴尺寸比较小,小于焊丝直径。熔滴过渡频率随电流增大明显提高。视频截图可以明显看到非轴向滴状过渡,尽管在1 000 A时非轴向滴状过渡倾向有减弱趋势。但观察到一种新的熔滴过渡形态和机制。在焊丝尖端逐渐变细处,喷射出熔融的“尾巴”,有点类似于GMAW中的旋转喷射过渡特征。此即所谓“鞭尾”形熔滴过渡(见图7、图8),但它也是喷向渣壁方向过渡的。文献[8]这样描述:“喷出的金属对着(渣壁)侧面飞,并撞击3 638帧图时的焊剂壁,给出了在焊剂下发生过程的良好表现”。
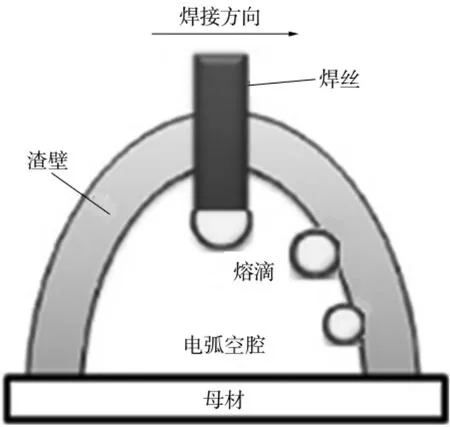
图4 渣壁过渡示意
综合分析表1、表2可知:(1)空腔内的熔滴呈滴状过渡。这是因为埋弧焊所用电流很大,电流密度高,电磁作用力比较强烈。(2)熔滴是否沿渣壁滑落进入熔池,尚需具备两个条件:①熔渣形成的电弧空腔壁;②熔滴的非轴向脱落。条件①已经具备,条件②因空腔内充满了焊剂高温熔化产生的CO和金属蒸气,对熔滴有排斥作用,同时还有磁偏吹作用[4],在一定条件下(如电流不太大,但大于或等于400 A时)很可能呈非轴向排斥过渡。此即典型的渣壁过渡形态机制(见图4)。(3)纵然在近期的研究中,当1 000 A电流时出现了新的过渡形态,即所谓“鞭尾”形过渡,但熔滴最终也要通过渣壁落入熔池。另外,虽然在双丝串联埋弧焊中,大电流时可能出现细熔滴滴状甚至喷射过渡形态,但在单丝埋弧焊中,排除了双丝电弧的相互作用后,在400~800 A常用电流时,渣壁过渡仍应成为主导过渡形态。

表2 最近的埋弧焊熔滴过渡观察结果(焊丝直径3.2 mm、直流反接)
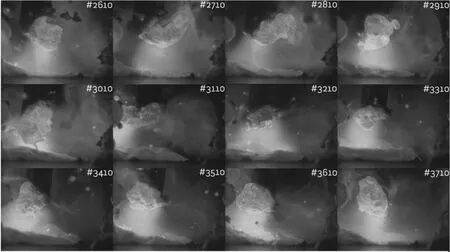
图5 71号试验(500 A,30 V)期间SAW中的熔滴过渡
3 电弧空腔内的冶金行为及其影响
3.1 电弧空腔行为与焊丝、熔滴及焊缝中氧含量的关系

图6 62号试验(1 000 A、42 V)期间SAW中的熔滴过渡
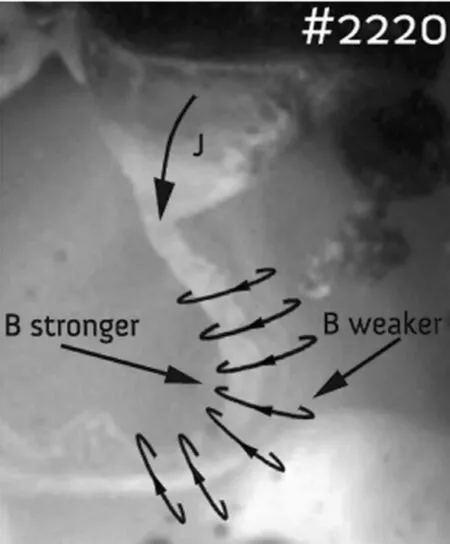
图7 61号试验中观察到的扭结不稳定现象(800 A、38 V、0.914 m/min,焊丝直径3.2 mm、直流反接)
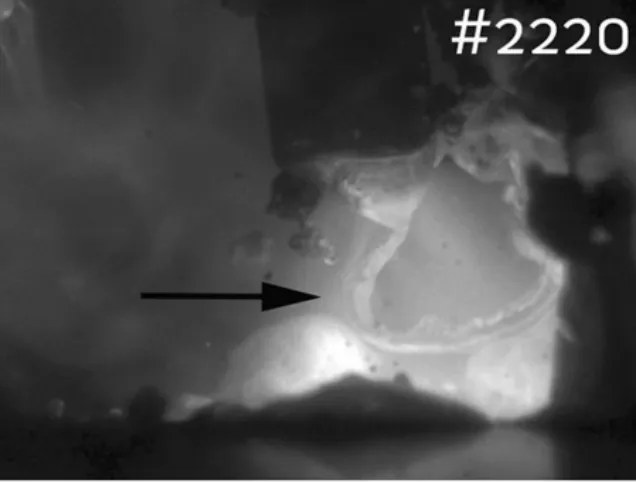
图8 X射线成像中观察到的“鞭尾”特征(箭头所指)(800A、38 V、0.914 m/min,焊丝直径3.2 mm、直流反接)
图9是采用氧氮氢分析仪和载气熔体萃取法测取的埋弧焊焊丝、熔滴及焊缝金属中的氧含量[2]。可以看出:(1)在多种试验条件下,熔滴中的氧含量最高,焊缝中其次,焊丝最低。这是熔滴过渡区的增氧反应所致。焊缝中增氧比熔滴中少是由于焊缝中有硅、铝脱氧结果。(2)在焊接电流为600 A时,直流反接(DCEP)的熔滴和焊缝中氧含量高于直流正接(DCEN)的。这是由于直流反接时空腔温度比直流正接时高[1],增氧反应更加剧烈所致。(3)在相同焊接电流(600 A)时,交流电(AC)的熔滴和焊缝中氧含量居中。这是因为电流波形要过零点,空腔温度居中,增氧反应程度居中,自然氧含量居中。(4)在极性相同时,随着焊接电流的增大,熔滴和焊缝中氧含量也增大。这是由于电流增大时,空腔温度增高,增氧反应激烈所致。

图9 焊丝、熔滴和焊缝中的氧含量
3.2 熔滴过渡区的氧化还原反应
表3是埋弧焊试样的焊丝和熔敷金属化学成分实测结果[3]。可以看出,与焊丝成分相比,熔敷金属成分中的Mn和C的含量减少了,而Si的含量增加了(P和S含量也有变化)。这是由于焊剂中含有少量的SiO2,在熔滴反应区可能发生了下列反应:

表3 焊丝和熔敷金属的化学成分%

上述三式均属于渗硅反应,但式(2)是典型的渗Si增氧反应,式(3)是熔滴中的碳与熔渣中的SiO2反应,可能生成CO气体。式(1)是焊丝中锰元素的氧化烧损反应,由于焊剂渣中加入MnO较少,锰的过渡系数通常不高,约为0.60,可以反映Mn氧化反应进行的激烈程度。
在熔滴反应区,主要是渗硅氧化和锰元素的氧化烧损反应,而且进行得比较激烈。在熔池反应区,上述反应也可能进行,但反应的激烈程度可能较弱。埋弧焊电弧空腔内充满了焊丝、焊剂熔化和加热后产生的气体(含金属和非金属矿物蒸气)。
图9直接测试了空腔内焊丝、熔滴和焊缝中的氧含量,而表3和式(2)测试的是焊丝和焊缝的化学成分变化,推演出空腔内确实发生了渗硅增氧反应。两种方法或两条途径指向了同一个结果。
3.3 空腔内的增氧对熔滴过渡的影响
熔滴过渡理论表明,熔滴的表面张力是决定熔滴尺寸的主导作用力之一,而熔滴反应区熔滴的增氧是减小表面张力、细化熔滴的有效方式。如上所述,埋弧焊空腔内熔滴的增氧是明显的(见图9),但是否在所有情况下熔滴都能被细化?图10和图11分别是空腔内熔滴尺寸和熔滴内含氧量随焊剂熔渣碱度变化实测结果[9]。可以看出,①当焊剂碱度不变时,直流反接的熔滴尺寸要小于直流正接的。原因是直流反接时熔滴明显增氧,熔滴被细化;而直流正接时熔滴增氧不明显,熔滴未被细化。②在直流反接时,随焊剂熔渣碱度增大,熔滴尺寸减小(见图10)。这是由于随焊剂熔渣碱度增大,熔滴中氧含量明显增高(见图11),熔滴增氧被细化。③在直流正接时,随焊剂熔渣碱度增大,熔滴尺寸增大(见图10)。因为随焊剂熔渣碱度增大,熔滴中氧含量不升反降(见图11),熔滴被粗化。
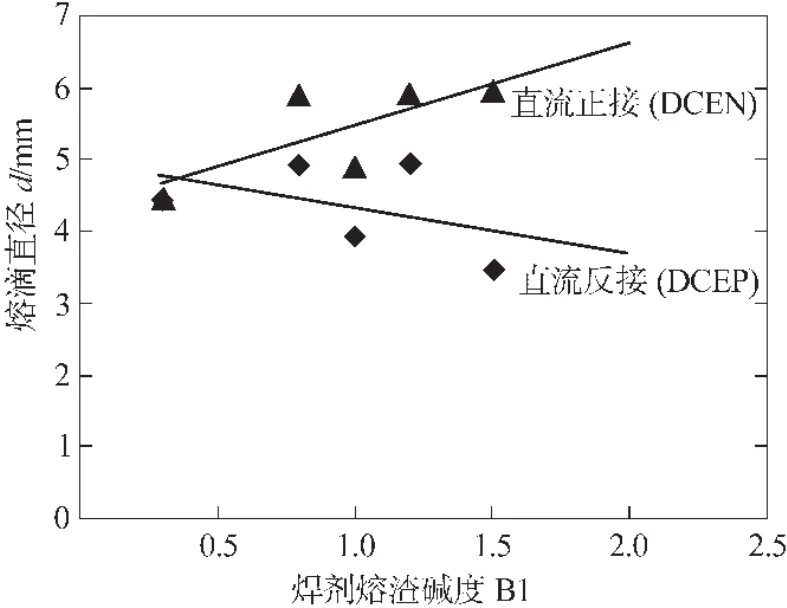
图10 焊剂熔渣碱度与熔滴直径的关系(焊丝直径:φ4mm,焊接电流:400 A)

图11 焊剂熔渣碱度与熔滴中含氧量的关系(焊丝直径:φ4 mm,焊接电流:300 A)
综合分析图9、图10和图11可知,尽管在电弧空腔内增氧反应是不争的事实,但是与焊丝直径相比,实测的熔滴尺寸变化不是太大,尤其在直流反接、熔滴被细化时,没有观察到焊丝变尖、熔滴特细,发生喷射过渡现象(这可能与图10试验电流较小有关)。也就是说,空腔内的增氧反应不可能改变埋弧焊渣壁过渡这一典型熔滴过渡形态,电弧的形态也不会受到大的影响。至于焊接熔渣碱度对熔滴尺寸的影响,取决于熔滴增氧的程度。遗憾的是没有试验表明熔滴能被细化到改变渣壁过渡形态。
4 结论
(1)电弧空腔是由半熔化焊剂壁组成的、内部充满金属蒸气和焊剂分解物混合烟气的、顶部圆球形底部熔池的一个三维电弧空间,受控于焊剂和工艺参数。
(2)空腔内电弧形态属于连续、非活动型;在单丝埋弧焊中,渣壁过渡是熔滴的主导过渡形态。
(3)在空腔内熔滴和焊缝中有增氧现象发生,其中熔滴的增氧最大,电源极性和电流变化对增氧量有影响。熔滴反应区的渗硅增氧反应佐证了空腔内的增氧事实。
(4)电源极性和焊剂熔渣碱度有可能使熔滴增氧、细化熔滴,但不至于改变熔滴的渣壁过渡形态。
猜你喜欢
南昌大学学报(工科版)(2022年1期)2022-06-16 01:49:26
上海金属(2016年2期)2016-11-23 05:34:45
上海金属(2016年3期)2016-11-23 05:19:59
焊接(2016年1期)2016-02-27 12:54:19
焊接(2015年3期)2015-07-18 11:03:24
上海金属(2014年2期)2014-12-18 06:52:45
机械制造文摘(焊接分册)(2014年2期)2014-08-22 02:37:16
机械制造文摘(焊接分册)(2014年5期)2014-03-20 13:57:45
机械制造文摘(焊接分册)(2014年4期)2014-03-20 13:57:40
机械制造文摘(焊接分册)(2014年1期)2014-03-20 13:57:32
