光固化树脂结合剂对金刚石磨粒把持力的实验研究
2018-11-01 09:30邱燕飞
超硬材料工程 2018年5期
崔 晨, 邱燕飞, 黄 辉
(华侨大学制造工程研究院,福建 厦门 361021)
1 引言
金刚石具有硬度高、耐磨损、导热性能好、摩擦系数小以及较高的化学惰性等优异性能,常被制成磨削工具而广泛应用于非金属材料的加工。其中树脂结合剂金刚石砂轮由于自锐性好、胎体柔性好、易于修正等特点而被广泛用于各种难加工材料的精密加工中[1]。金刚石砂轮在使用过程中的失效行为,不仅会增加设备零部件的更换量,还会直接破坏加工零件表面质量,缩短工具的使用寿命,影响加工效率[2]。因此金刚石砂轮的失效也成为研究者们关注的重点。以往的研究表明,金刚石磨粒的脱落失效是树脂结合剂金刚石砂轮的主要失效方式。在前期研究中,研究者将此失效形式归因于树脂在磨削温度的作用下产生变质,从而导致金刚石磨粒的脱落[3]。事实上树脂本身与金刚石磨粒分属高分子材料和晶体材料,因此在制备过程中,两者间不可能产生化学反应。对于树脂结合剂而言,主要还是依靠包裹金刚石磨粒来把持金刚石磨粒[4]。但目前关于树脂结合剂对金刚石磨粒把持力的研究并不多见。
本文设计了一种模拟金刚石砂轮磨削加工过程的实验,用单颗金刚石磨粒划擦经抛光的铜块,测量不同树脂结合剂对单颗金刚石的把持力,研究金刚石在不同出露高度条件下把持力的分布规律及失效模式,分析了树脂中添加剂及磨粒出露高度对把持力的影响规律。
2 实验条件
2.1 实验工具的制备
实验所选用的金刚石磨粒大小为30/40 (ISD-1650, ILJIN Co. Ltd., Korean)。为控制划擦单颗金刚石出露高度,设计制作夹具如图1所示。在压头顶部设计了凹槽,通过改变凹槽深度来控制调节金刚石出露高度。设计凹槽深度为0.05mm、0.1 mm、0.15 mm、0.20 mm、0.25 mm、0.30 mm、0.35 mm、0.40 mm、0.45 mm,共九个梯度。为了提高实验数据的可重复性,每个槽深参数下制备六个试样进行实验。
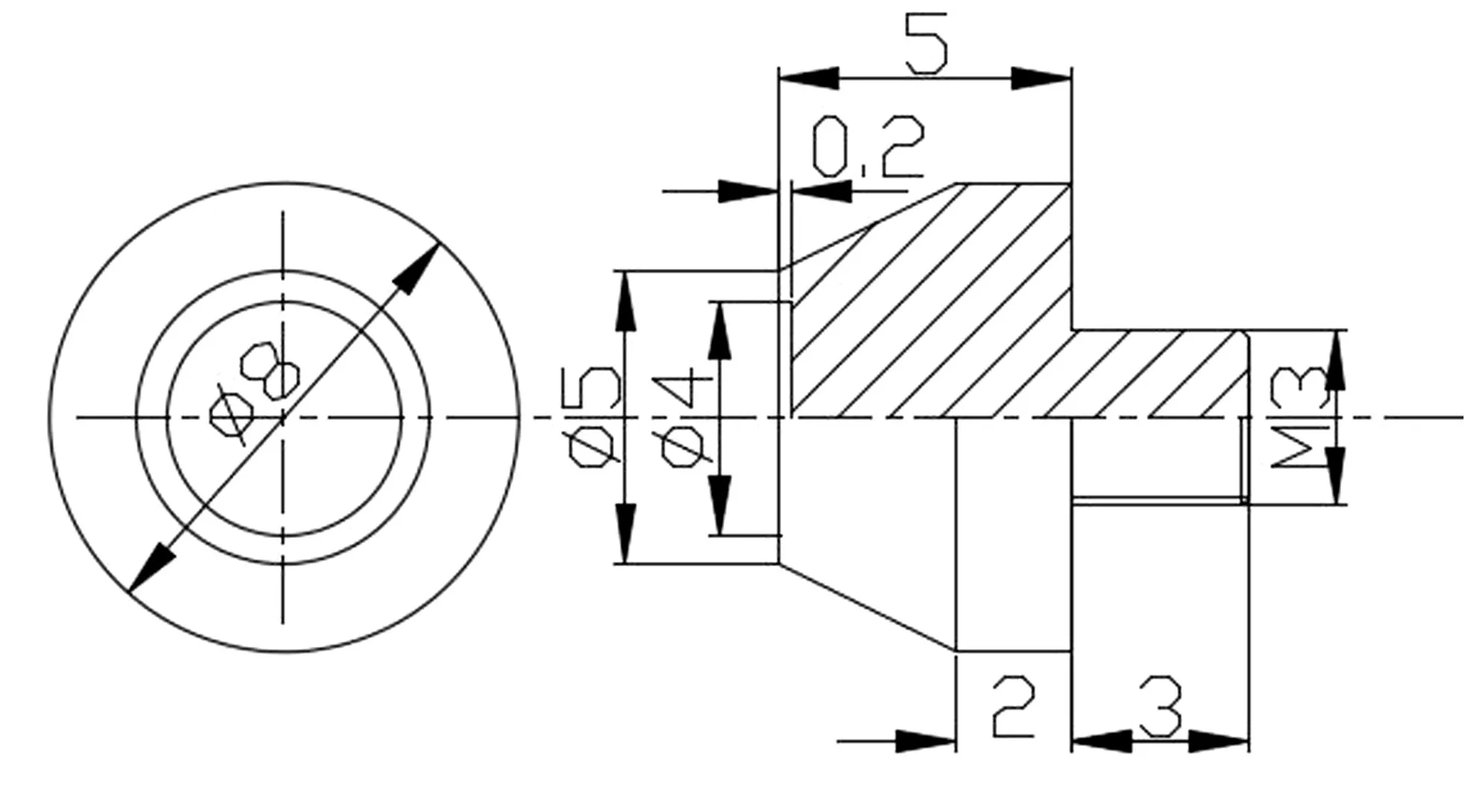
图1 夹具示意图Fig.1 The schematic diagram of fixture
本实验采用纯光固化树脂与添加微米级氧化铝的光固化树脂作为金刚石磨粒的结合剂。实验所用的结合剂分别是UV-MI-25N光固化树脂(杭州),以及含有添加剂的结合剂。将30μm氧化铝颗粒按一定的质量分数(5%、10%、15%、20%)加入到纯光固化树脂中,在搅拌机中以950 r/min的速度搅拌2小时,待搅拌均匀后滴入夹具中,在中间放入单颗金刚石,然后紫外光以150 mW/cm2的光强照射0.5 s进行光固化。在制备过程中保证树脂与夹具表面平齐。
2.2 磨粒出露高度测定
本实验采用KEYENCE超景深三维视频显微镜(型号为VHX-100)对每个试样中金刚石的出露高度进行测量。为提高实验准确性,每个试样的出露高度测量三次,并计算相同槽深试样出露高度的平均值。图2为所测量的金刚石磨粒的三维视图。
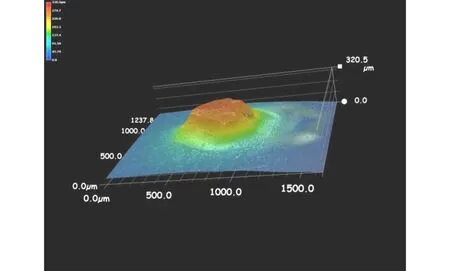
图2 测量出露高度三维视图Fig.2 The exposing height in three dimensional views
2.3 划擦实验
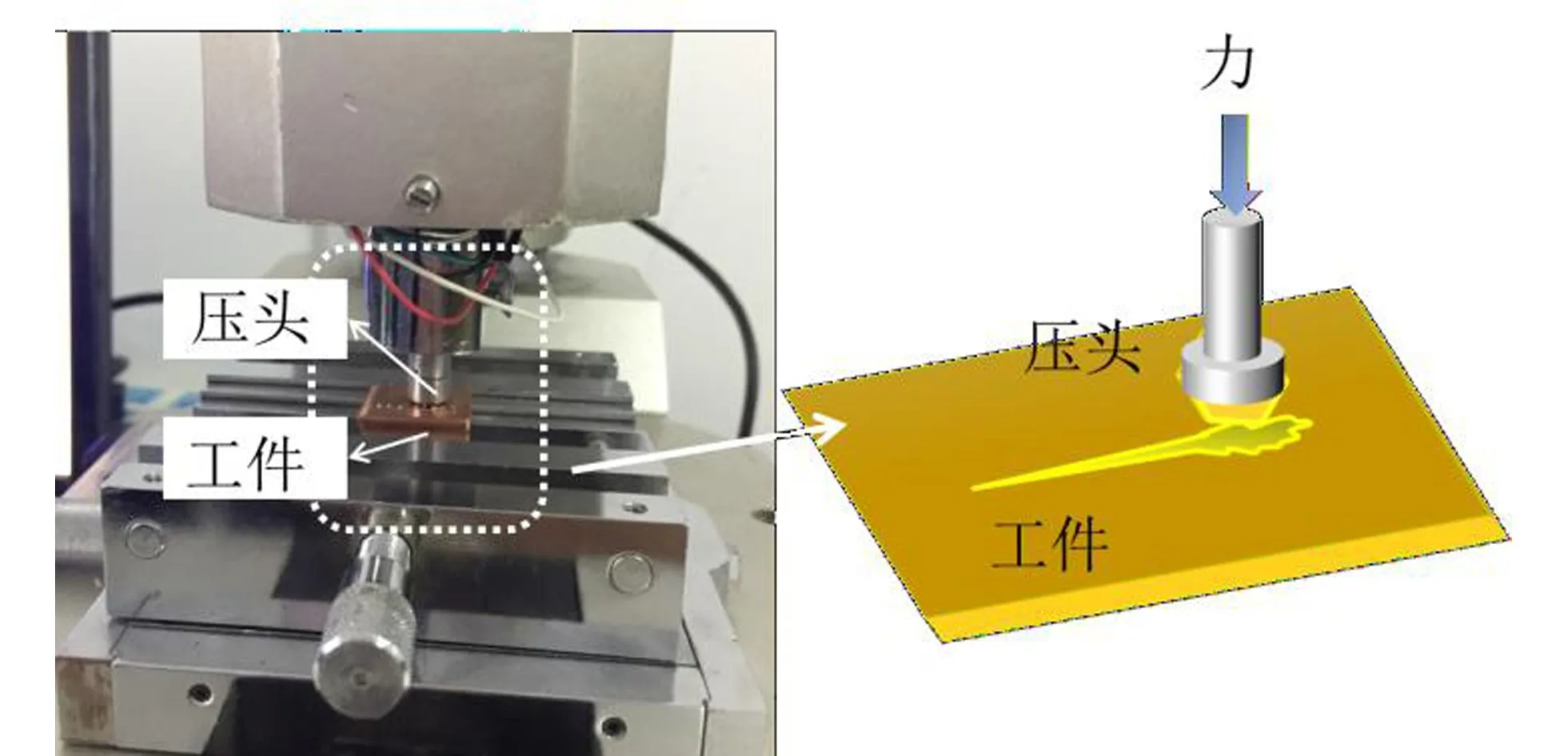
图3 划擦实验示意图Fig.3 The schematic diagram of scratch experiment
3 实验结果与讨论
3.1 金刚石出露高度
本实验通过控制不同凹槽深度来控制金刚石出露高度,制备试样的磨粒出露高度如图4所示。由图可见,虽然在同一槽深下,金刚石磨粒出露高度有一定的波动,但是随着槽深的增加,金刚石颗粒的出露高度大致呈现线性减少的规律,这表明实验中通过控制凹槽深度来实现对金刚石磨粒出露高度的调节是基本可行的。
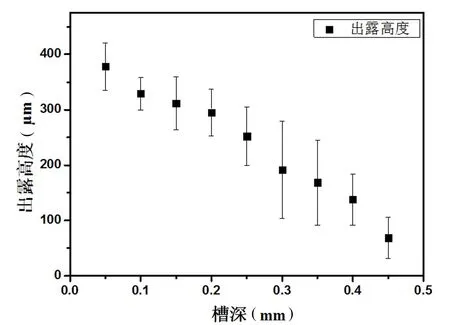
图4 出露高度数据处理Fig.4 Data of Exposing heights
3.2 划擦实验把持力数据处理
划擦过程中磨粒所承受的划擦力随时间变化的曲线如图5所示。从图中可以看出,划擦力随着所加载荷的增加而逐渐升高。但当加载力达到一定程度时,划擦力会突然变小。从实验结果中可以发现,当划擦力出现第一次降低后,有部分情况会发生再次升高并降低的情况,也有出现直接衰减到很低的情况。结合对划擦过程的观察,可以发现在划擦力发生第一次变化时,正是磨粒产生松动的时刻。因此实验数据分析中以划擦过程中树脂对金刚石把持力突变降低处为失效判断依据,视为失效点,取突变值为树脂对金刚石颗粒的有效把持力。
两种结合剂在不同磨粒出露高度情况下的划擦力变化如图6所示。从图中可以看出,随着出露高度的增加,两组树脂对金刚石的把持力都随之显著降低。随着出露高度从100μm增加到380μm,其把持力也从70N降低到10N,其衰减相当明显。这主要是因为树脂主要是依靠机械包裹来把持金刚石磨粒,磨粒出露高度的增加,意味着树脂对金刚石磨粒的包裹面积减少,因此导致其把持力也随之显著降低[6]。
从图中还可以看出,在相同出露高度的情况下,添加微米氧化铝的树脂对金刚石的把持力略大于纯树脂的把持力。当磨粒出露高度较低时,添加剂的影响较大,但当磨粒出露高度较高时,两种树脂对金刚石磨粒的把持力则大致趋于相同。
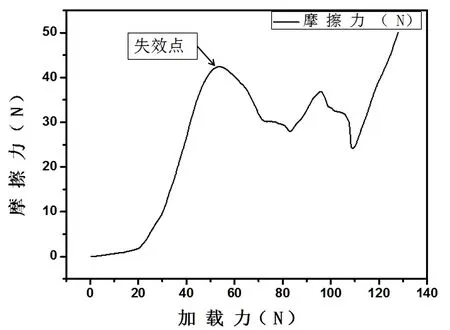
图5 把持力测量图Fig.5 Measured holding force

图6 把持力分析图Fig.6 The holding force of resin bond to diamond grain
3.3 磨粒划擦失效形式
划擦实验中,通过观察可以发现对于两种树脂结合剂金刚石颗粒,虽然其磨粒出露高度不同,但其失效形式大致相似,主要存在以下几种情况:滑移、松动和脱落,如图7所示。其中图7a、7b、7c为纯树脂结合剂,图7d、7e、7f为有添加剂的树脂结合剂。
滑移失效:如图7a、7d所示,其特征为金刚石磨粒仍然还留在树脂中,但金刚石不在原始位置,其后端有较为平直的移动轨迹,且末尾轨迹增大。随着工件材料去除量的增大,金刚石颗粒后面出现明显的“拖尾”现象。
松动失效,如图7b、7e所示。其特征为金刚石磨粒还留在树脂的原始位置,但金刚石与周围树脂有明显间隙,金刚石周围树脂有明显较大破裂裂纹和破碎颗粒堆积。

图7 金刚石磨粒失效形式Fig.7 The SEM morphology of the failure of diamond abrasives
脱落失效,如图7c、7f所示。其特征为金刚石不在原始位置,完全脱落,周围树脂有破碎堆积,且脱落方向树脂破碎严重。
对比两种树脂结合剂可以发现,虽然两种结合剂中金刚石磨粒的失效形式类似,但对于添加了氧化铝颗粒的树脂结合剂而言,其失效模式都较为“缓和”。与其它金属结合剂的失效形式相比,树脂结合剂中均没有观察到磨粒破碎和磨粒磨平的失效形式。
3.4 结果讨论
由于依靠机械包裹的作用来把持金刚石磨粒,所以相比于其它结合剂而言,树脂结合剂砂轮对金刚石的把持力并不高[9]。而在树脂中添加一定的填料是可以在一定程度上改善结合剂对磨粒的把持力[2]的。氧化铝是最常用的填料,具有热导率高、热膨胀系数小,耐化学腐蚀等优点,在光固化树脂中添加适量氧化铝,可以提高树脂的导热性能、硬度及压缩强度等[10]。
如图8所示,随着光固化树脂中氧化铝体积分数的增加,光固化树脂的拉伸强度先增后减,于15%时达到峰值。相比于纯树脂而言,其拉伸强度提高了67%。
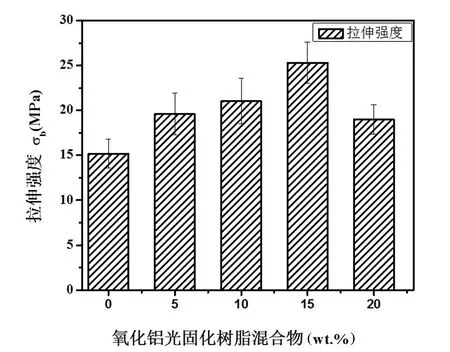
图8 不同质量分数的微米氧化铝对树脂拉伸强度的影响Fig.8 The effect of micron alumina on the tensile strength of the resin
文献[11]的研究表明,金刚石的工作失效包含正常磨损和早期失效,其中,正常磨损属于连续逐步失去出露工作高度的过程。但当结合剂对磨粒的把持力不足时,则容易导致磨粒的早期失效。把持力的提高不仅能够减少金刚石的过早脱落,还大大提高了金刚石工具的使用寿命和加工效率[12]。如图9所示,对磨粒金刚石进行受力分析。无填料时,金刚石所受把持力来自纯树脂基体,受到划擦力的作用时,主要是依靠树脂的强度来支持,如图9a所示。随着氧化铝颗粒的添加,一方面树脂本身的强度得到提高,另一方面,磨粒在受到划擦力作用时,其滑移的同时受到树脂和氧化铝磨粒的共同阻止(见图9b),所以随着氧化铝颗粒的增加,使得其把持力会有所上升。
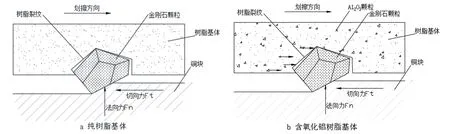
图9 不同结合剂金刚石划擦受力图Fig.9 Schematic diagram of forces in diamond scratches with different binders
4 结论
本文通过光固化树脂结合剂固定把持单颗金刚石对铜块进行划擦试验,研究和讨论了不同光固化树脂结合剂对金刚石磨粒的把持能力。通过实验可以得出以下结论:
(1)纯树脂、微米氧化铝填料树脂结合剂金刚石磨粒的主要失效模式表现为滑移、松动和脱落。
(2)在相同磨粒出露高度的情况下,添加微米氧化铝颗粒的树脂结合剂可以提高树脂对金刚石的把持力,当质量百分数为15%时,其效果最佳。
(3)树脂结合剂对磨粒的把持以机械包裹为主,所以磨粒的出露高度是影响磨粒把持力的主要因素。出露高度越高,其树脂的把持力越小。
猜你喜欢
中国机械工程(2022年2期)2022-01-27
山东陶瓷(2021年5期)2022-01-17
中华养生保健(2020年2期)2020-11-16
表面工程与再制造(2019年3期)2019-09-18
中国生物医学工程学报(2019年5期)2019-07-16
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2017年4期)2017-06-22
中国铸造装备与技术(2017年3期)2017-06-21
小学教学研究(2017年21期)2017-02-26
材料研究与应用(2015年4期)2015-08-23