
捆绑组织对三维正交机织复合材料拉伸性能的影响*
2018-10-31 07:54:40
产业用纺织品 2018年7期
南通大学纺织服装学院,江苏 南通 226019
三维正交机织复合材料是一种先进的复合材料,它通常以三维正交机织物为增强体,选用树脂、陶瓷等作为基体复合而成,其整体的增强结构赋予了复合材料优异的层间剪切强度和抗冲击损伤性,以及合适的韧性和高的比强度、比模量,同时还具有质量轻、刚度好、强度高、耐腐蚀、抗高温等特点,在航空航天、交通运输、汽车工业、船舶制造、体育用品、医疗卫生等领域具有广阔的应用前景。三维正交机织复合材料是航空航天和国防等先进技术发展的重要高性能材料,是全球关注的增强骨架材料,是目前各国纺织界已取得卓有成效的研究热点。正是由于三维正交机织复合材料具备各种优良的性能,近年来国内外的研究人员都对其进行了各方面的深入研究[1-2]。
三维复合材料相较于二维结构的复合材料具有很多的优点和非常大的发展潜力,前者在很多方面都可以得到应用。国内外对三维复合材料的研究由来已久:LI X等[3]研究发现,捆绑纱能减轻三维织物的变形,提高三维织物的拉伸应力和尺寸稳定性;VILFAYEAU J等[4]对平纹、斜纹和缎纹组织的三维正交角联锁结构进行了研究,得到了玻璃纤维三维织物的性能与特定结构之间的相关性,为本课题的研究提供了思路;马亚运等[5-6]将玻璃纤维三维正交机织物作为增强体、环氧树脂作为基体,应用真空辅助树脂传递模型工艺实现了三维正交复合材料的成型,并对成型后的复合材料进行经向和纬向的准静态拉伸试验,得出在增强体结构中,当衬垫经纱和纬纱的纱线种类、纱线线密度相同时,面内某一方向的纱线含量越高,则该方向的拉伸强力越高的结论。上述研究都为本课题提供了非常好的研究思路和研究方法。
三维正交机织物主要由衬垫经纱、纬纱和捆绑纱这三种纱线相互垂直交织而成[7]。本文以高强涤纶纱作为原料,分别采用平纹、1/2斜纹及5枚3飞缎纹这三种不同的捆绑组织,在自主改造的二维小样机上织造三维正交机织物,再以环氧树脂和固化剂混合胶液为基体,利用真空辅助树脂传递模型工艺实现复合材料的成型,最后分别比较不同捆绑组织的三维正交机织复合材料的拉伸断裂形貌,以及它们经纬向的拉伸性能[8],探究不同的捆绑组织对三维正交机织复合材料拉伸性能的影响。
1 三维正交机织物的制备
1.1 织机改造
三维正交机织物通常在三维织机上进行织造,但由于试验室三维织机筘齿有限,不能满足试验所用织物规格的需要,故选择使用改造后的二维小样织机织造。改造后的二维小样织机如图1所示,采用两个经轴送经,织造在前方的织机上进行,捆绑纱和衬垫经纱分别位于织机后方的两个经轴上,这样既保证了三维正交机织物的长度,也易于控制捆绑纱和衬垫经纱的张力。

图1 改造后的二维小样织机的双轴控制示意(经纱由捆绑纱和衬垫经纱组成)
1.2 三维正交机织物的制备
选用1 111.11 tex的高强涤纶纱,根据三维正交机织物结构中经纬纱的交织规律及引纬规律(图2),设计出上机图,分别织造出长150.0 cm、宽30.0 cm、厚0.4 cm的三种捆绑组织的三维正交机织物。图3~图5分别为三种捆绑组织的三维正交机织物的上机图和下机局部照片。
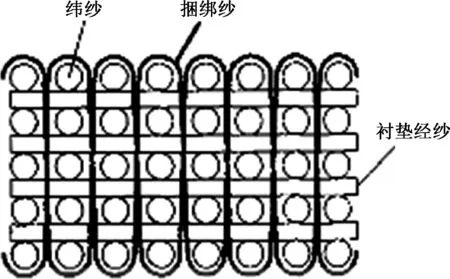
图2 三维正交机织物的结构
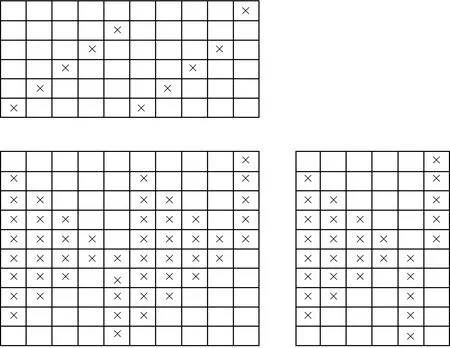
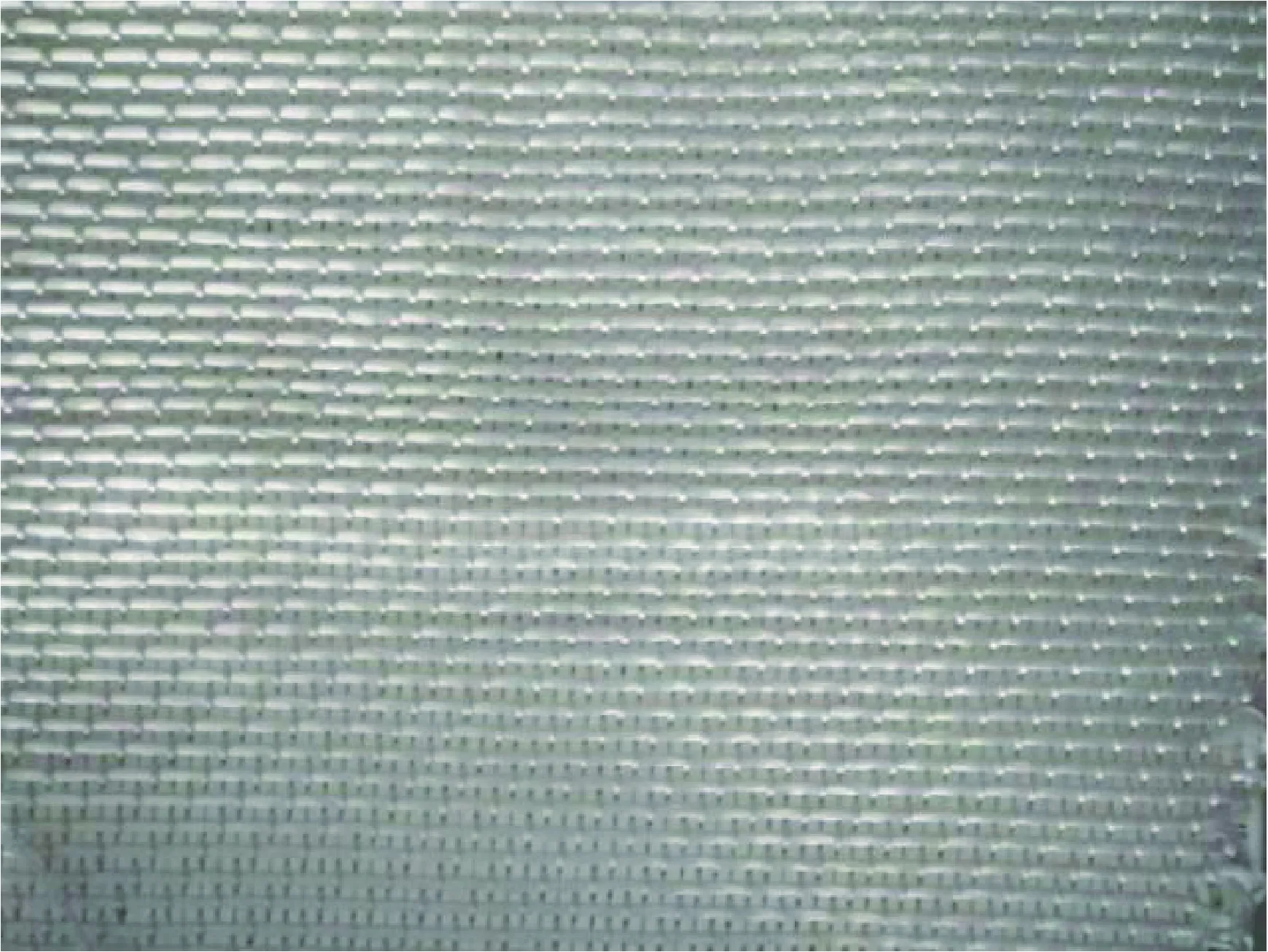
图3 捆绑组织为平纹的三维正交机织物的上机图和下机局部照片
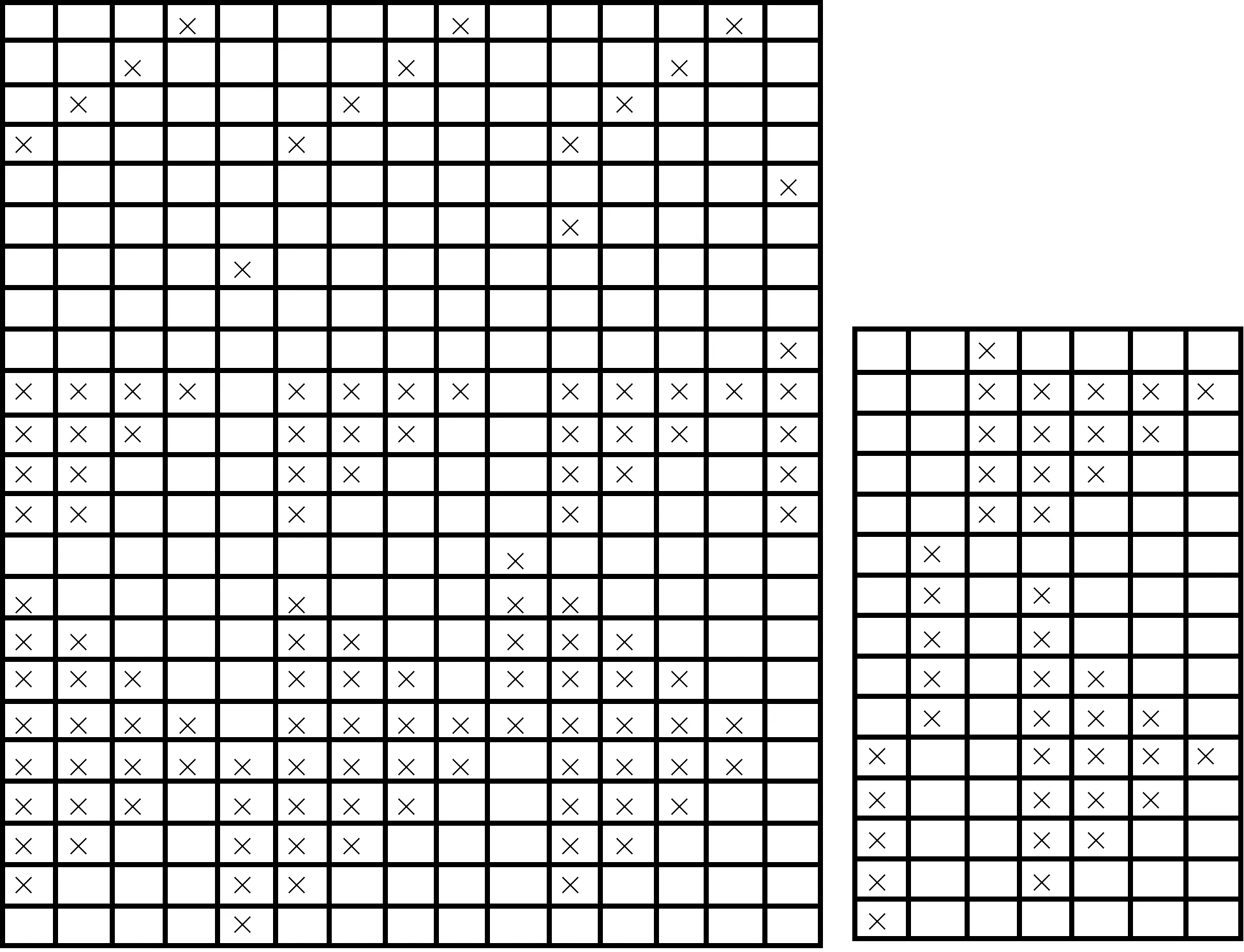

图4 捆绑组织为1/2斜纹的三维正交机织物的上机图和下机局部照片
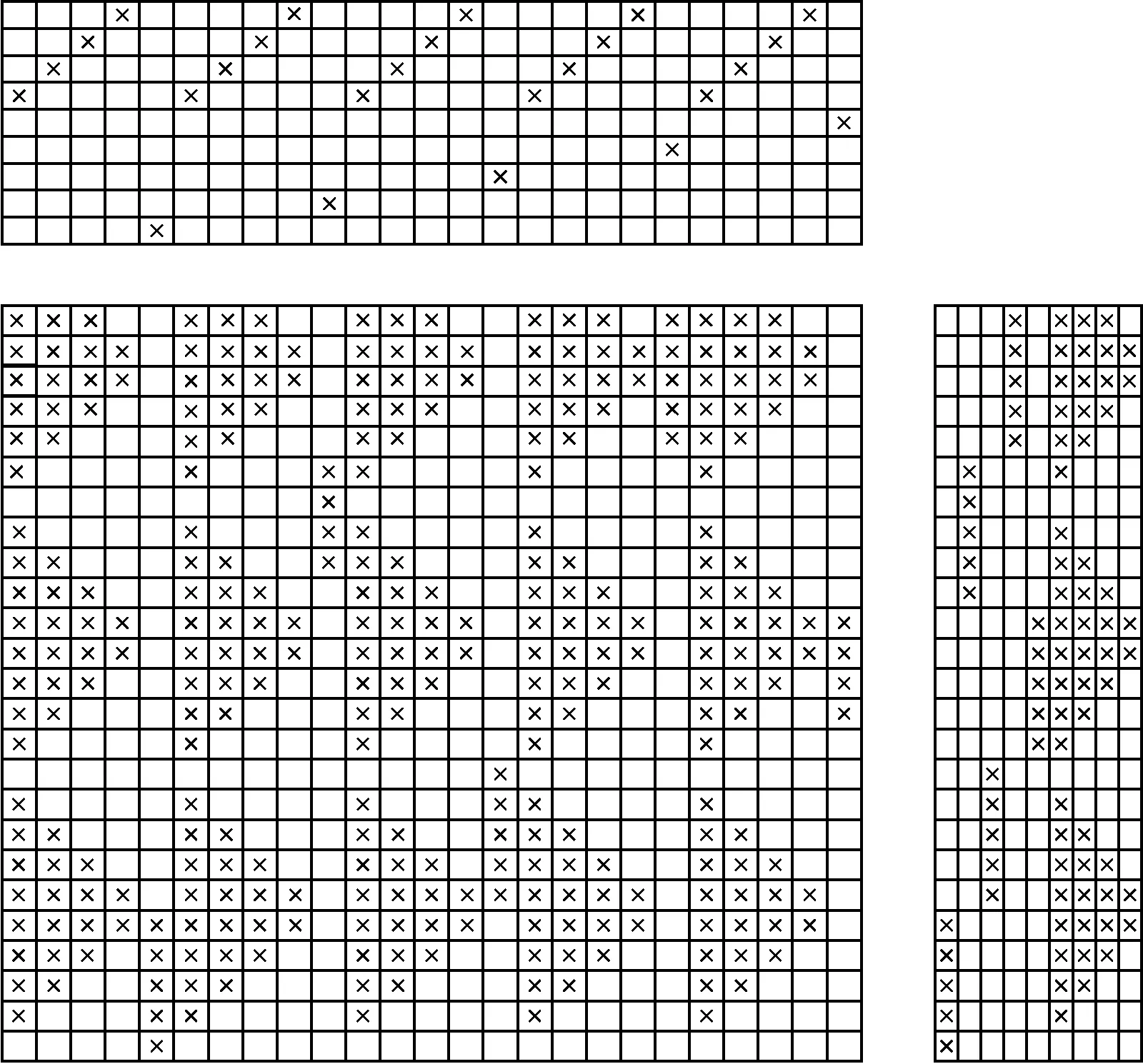

图5 捆绑组织为5枚3飞缎纹的三维正交机织物的上机图和下机局部照片
2 三维正交机织复合材料的制备
2.1 材料与设备
材料:30.0 cm(长)×30.0 cm(宽)×0.4 cm(厚)的三维正交机织物试样,自制;环氧树脂E51,南通星辰材料有限公司生产;70#固化剂(四氢邻苯二甲酸酐),常州桦立柯新材料公司生产。
设备:I101A-4S型电热鼓风干燥箱,南京沃尔科技有限公司生产。
2.2 三维正交机织复合材料的制备
采用真空辅助树脂传递模型工艺制备三维正交机织复合材料,具体工艺路线见图6,树脂的浸透过程见图7。
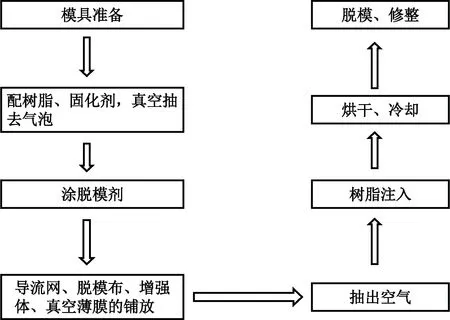
图6 真空辅助树脂传递模型工艺路线
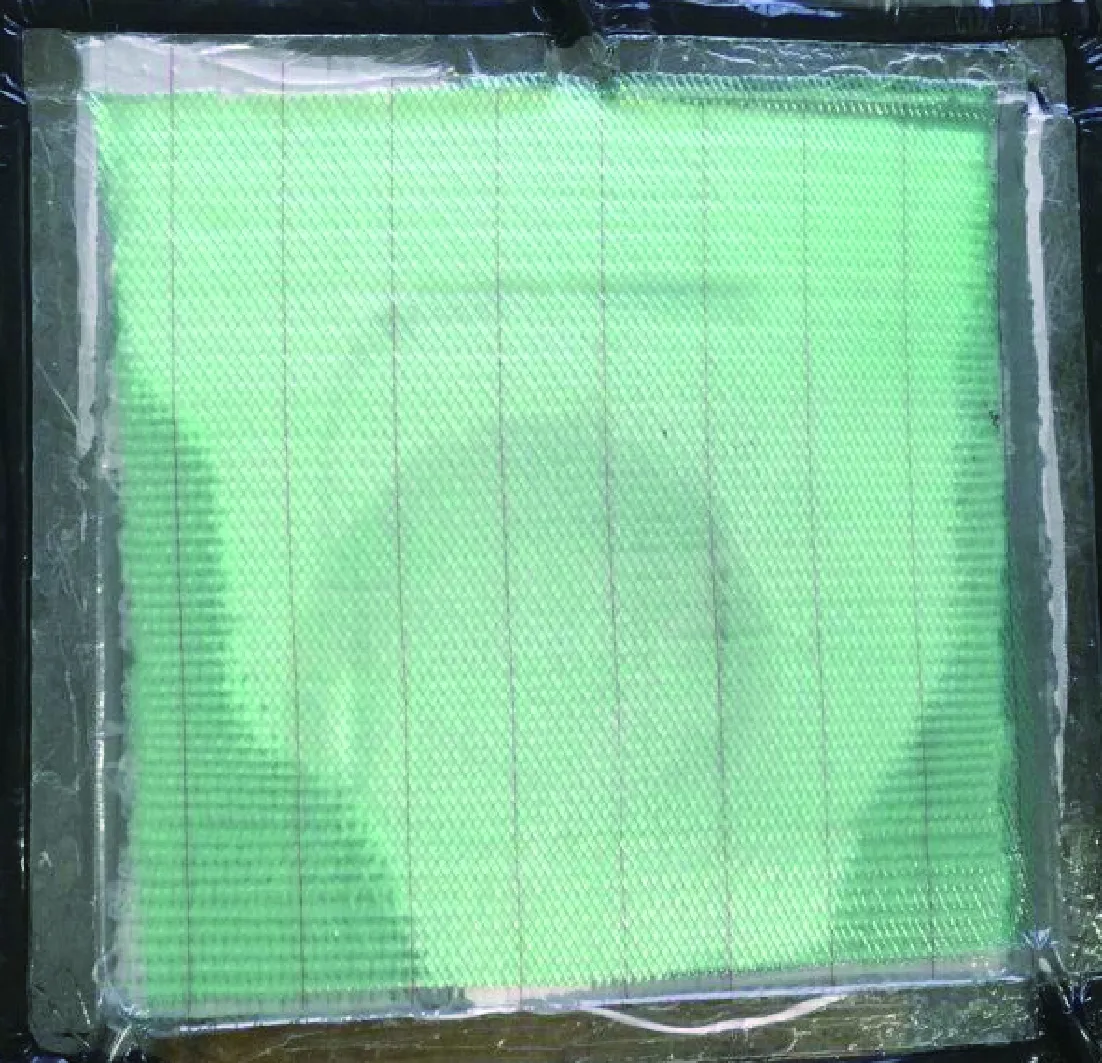
(a)
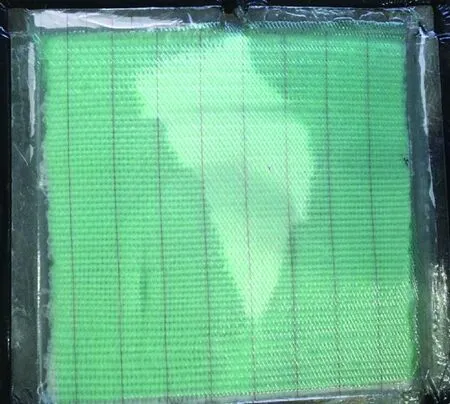
(b)
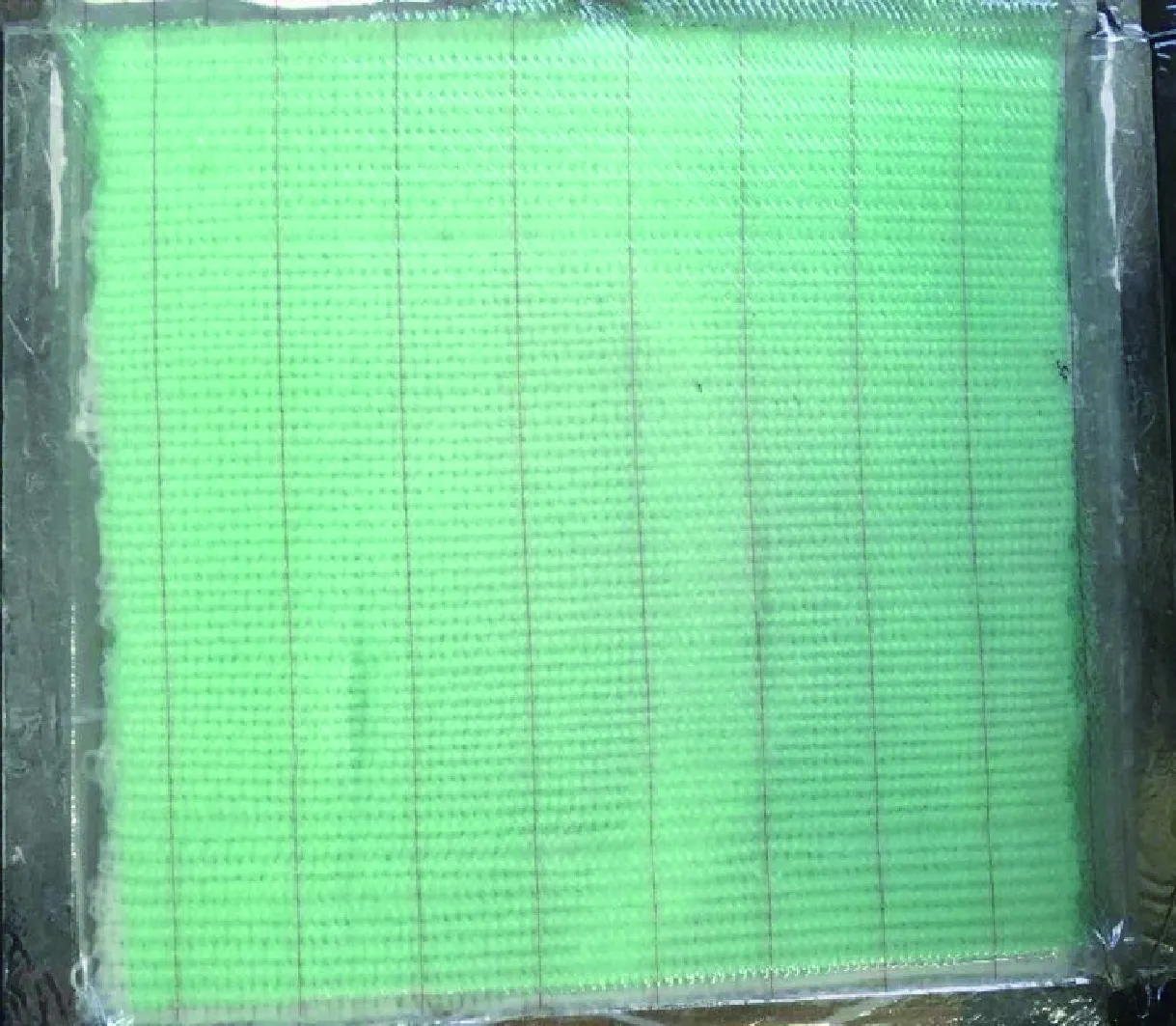
(c)
3 三维正交机织复合材料的拉伸性能测试
3.1 测试仪器及方法
选择Instron 5969H型万能材料试验机(图8),参照ASTMD 3039/3039M-14《对聚合物基复合材料的拉伸性能的标准测试方法》,将三维正交机织复合材料试样固定在Instron 5969H型万能材料试验机的夹头中,设定好速率,对试样进行拉伸性能测试。测试样长宽尺寸为25.0 cm×2.5 cm,夹头移动速率为2.0 mm/min。记录试验时的载荷和应变,每种试样测试5个有效数据。
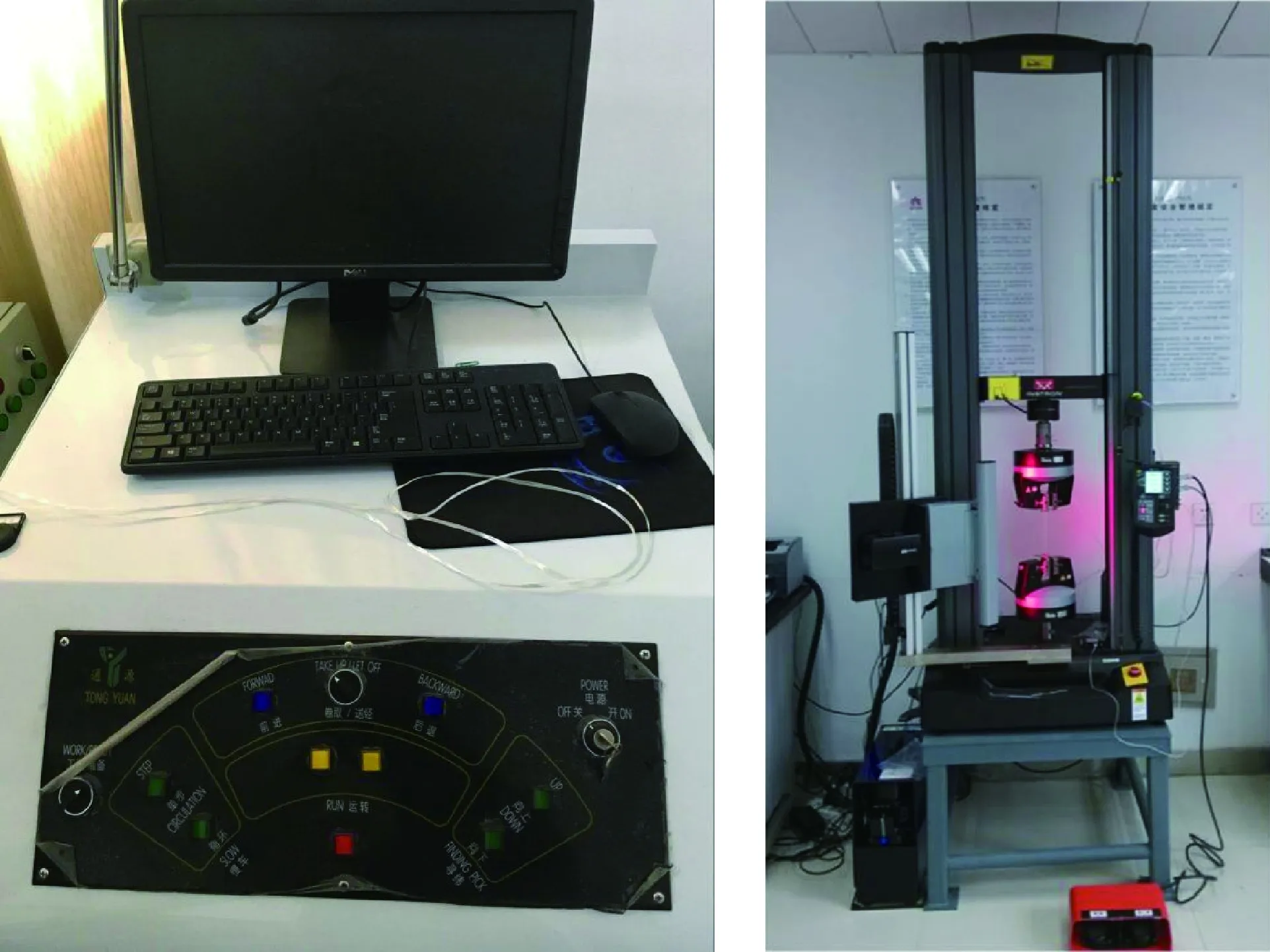
图8 Instron 5969H型万能材料试验机(美国Instron公司生产)
测试过程发现:刚开始时,拉伸载荷随位移的增加而变大,同时试样表面出现发白现象,有部分树脂裂开并伴有树脂的破裂声;随着测试的进行,拉伸载荷继续变大,试样中的纤维逐渐断裂且断裂声越来越大,树脂破裂更明显;最后,伴随着清脆的爆裂声,试样断裂,拉伸载荷立刻减小,此时试样被完全破坏[9]。
3.2 断裂形貌
复合材料的破坏模式主要是树脂的碎裂、纤维的断裂和纤维与树脂的脱黏。测试发现,三种捆绑组织的三维正交机织复合材料试样在拉伸时,经纬向的拉伸截面有明显的区别,但三种复合材料试样之间无明显区别。以平纹捆绑组织的三维正交机织复合材料试样为例,其经向断裂截面和纬向断裂截面之间有明显的区别(图9)。
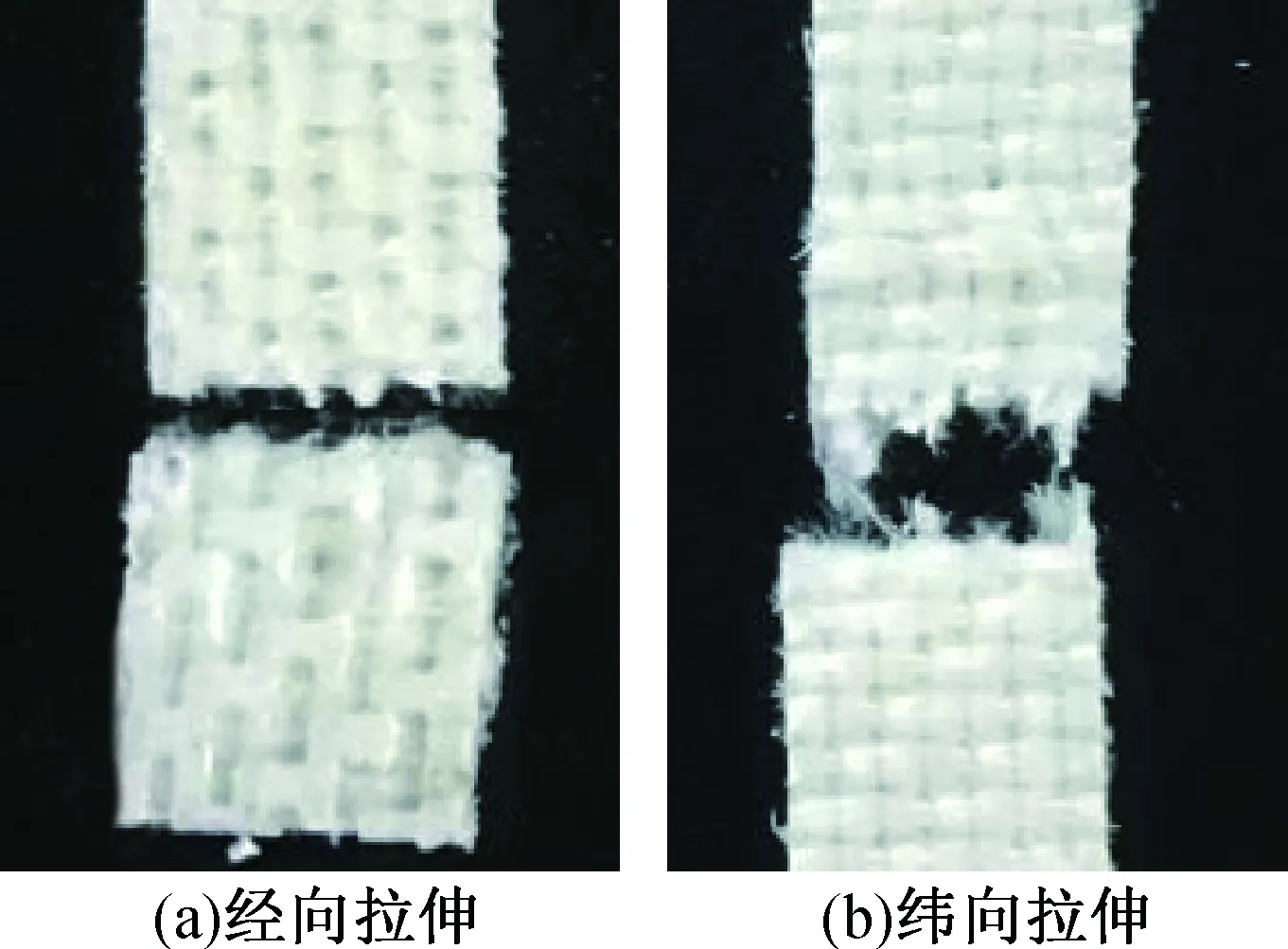
图9 平纹捆绑组织的三维正交机织复合材料试样的断裂形貌
由图9可见:
(1) 试样沿经向拉伸至断裂时,断口表面较平整,断口处有小部分纤维被拉出,出现了小区域的白色分层现象[10]。这是因为经向位移增加后,纬纱会因为经纱受到拉伸后运动而运动,相邻纬纱间距离变大,加之纬纱间束缚较少,附近有纬纱出现脱黏现象,但经纱受纬纱束缚而受拉伸力较均匀,故经向断裂处表面较平整,纤维脱黏较少。
(2) 试样沿纬向拉伸至断裂时,断裂面呈不规则形状,纤维和树脂脱黏严重,且纤维大都被抽拔出,断裂面处出现了大面积的白色分层。这是因为沿纬向拉伸时,纬纱是主要的受力纱线,再加上纬纱受到的束缚较小,故断裂面处呈不规则形态,纤维大部分被抽拔出。
3.3 拉伸特性
图10为三种捆绑组织的三维正交机织复合材料试样经纬向的载荷-位移曲线,可以看出复合材料试样的拉伸断裂规律大体相同:载荷开始随位移的增大而增大,但当载荷达到最高值后便迅速下降。
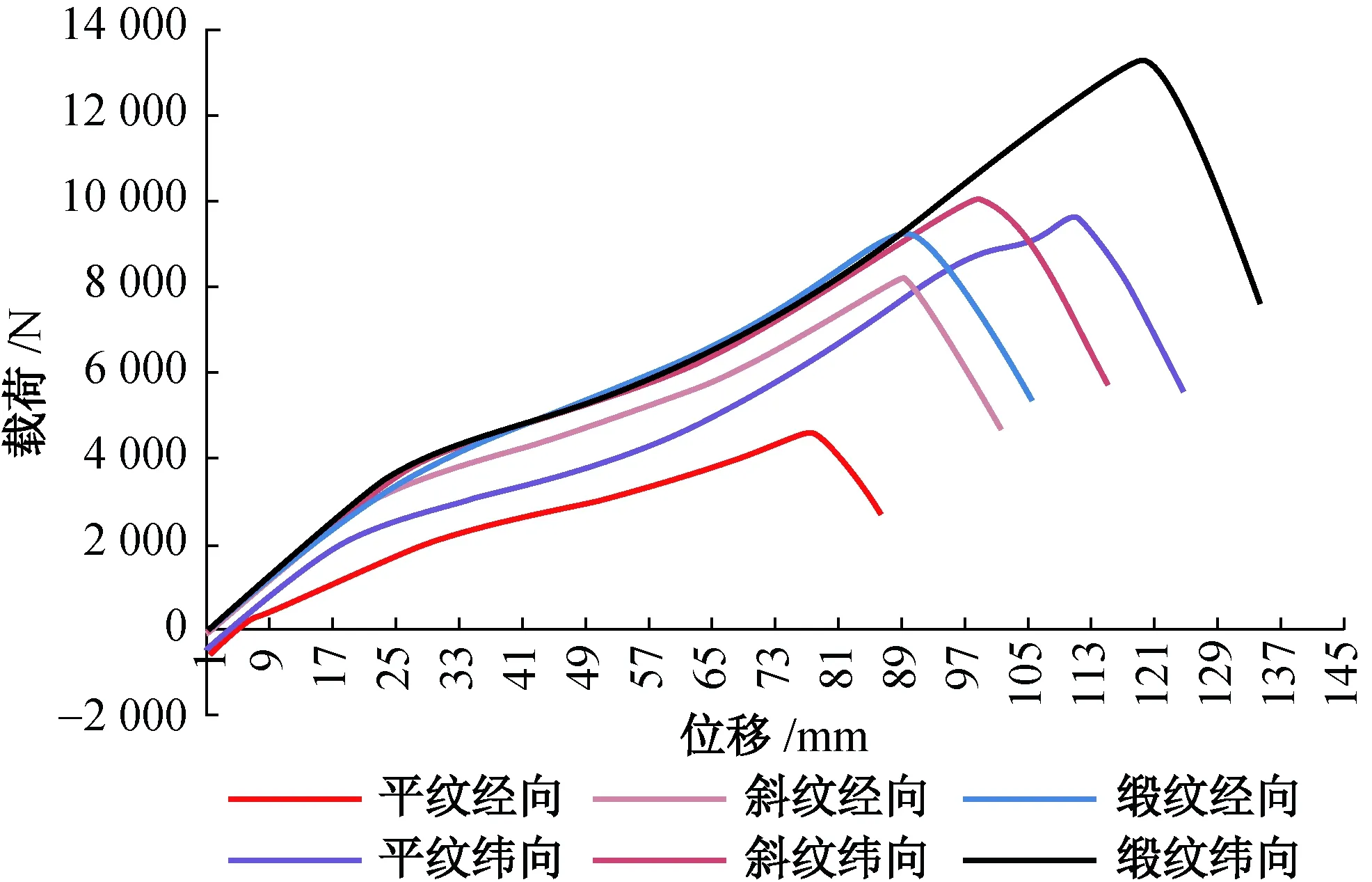
图10 三种捆绑组织的三维正交机织复合材料的载荷-位移曲线
再根据下面的拉伸断裂强度计算式,得到三种捆绑组织的三维正交机织复合材料试样经纬向的拉伸断裂强度(图11):
式中:σ——拉伸断裂强度,MPa;
F——最大载荷,N;
b——被测试样的宽度,mm;
d——被测试样的厚度,mm。
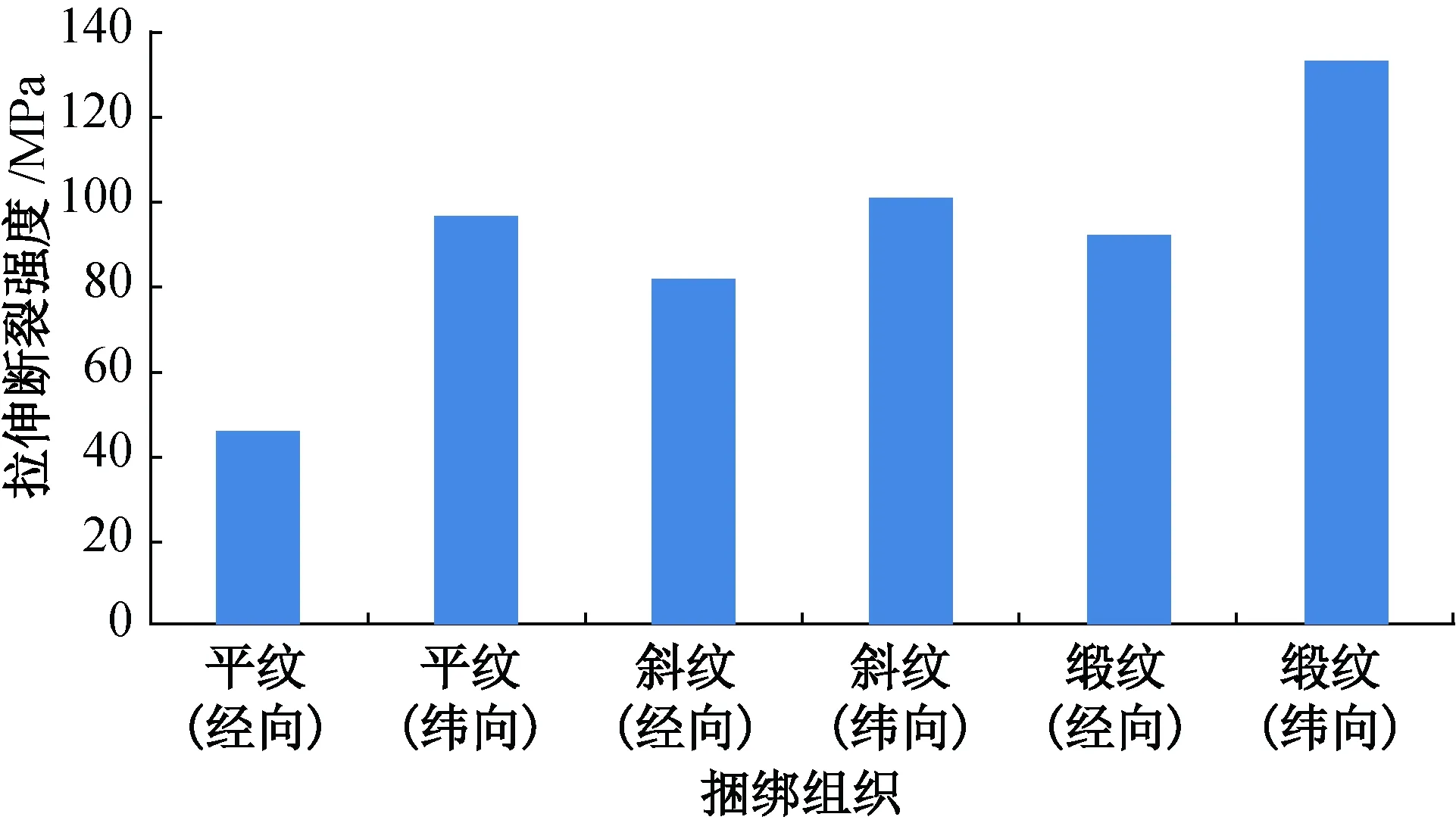
图11 三种捆绑组织的三维正交机织复合材料试样经纬向的拉伸断裂强度
从图11中可以发现:
(1) 捆绑组织为缎纹时,拉伸断裂强度整体最大,斜纹次之,平纹最小。测量三种捆绑组织的三维正交机织物的纱线密度发现,经纱总密度(即衬垫经纱和捆绑纱的总密度)皆为110根/(10 cm),但纬纱密度各不相同——缎纹、斜纹、平纹分别为170、130和120根/(10 cm),捆绑组织为缎纹的三维正交机织物的纬纱密度最大,故相同尺寸、相同经纱总密度的复合材料试样,纬纱密度大的复合材料试样中所含的纤维根数多,结构更紧密,故捆绑组织为缎纹的三维正交机织复合材料试样的拉伸断裂强度整体最大。
(2) 纬向拉伸断裂强度总是大于经向拉伸断裂强度。原因在于,三种捆绑组织的三维正交机织物纬纱密度都大于经纱总密度,故纬纱含量比经纱多,纬向纤维排列比经向纤维排列更紧密,纬纱在承受载荷时能更好地发挥其力学性能,所以纬向表现为更高的拉伸断裂强度[11]。
4 结论
(1) 平纹捆绑组织的三维正交机织复合材料试样在拉伸时,经纬向的拉伸断裂截面有明显的区别,沿经向拉伸断裂时断口表面比较平整,沿纬向拉伸断裂时断口处形状不规则,且三种复合材料试样之间无明显区别。
(2) 在相同经纱总密度和相同尺寸下,捆绑组织不同,纬纱密度不同,则三维正交机织复合材料试样的拉伸断裂强度不同。捆绑组织为平纹的三维正交机织复合材料试样的纬纱密度最小,故其拉伸断裂强度整体最小;捆绑组织为5枚3飞缎纹的三维正交机织复合材料试样的纬纱密度最大,故其拉伸断裂强度整体最大。
(3) 三种捆绑组织的三维正交机织复合材料试样的纬向拉伸断裂强度都大于经向拉伸断裂强度。
猜你喜欢
棉纺织技术(2023年9期)2023-10-27 00:57:45
棉纺织技术(2022年3期)2022-11-21 02:21:19
少儿科学周刊·少年版(2022年10期)2022-06-27 14:07:00
纺织科学与工程学报(2020年1期)2020-06-12 09:14:32
棉纺织技术(2019年2期)2019-02-15 08:59:02
纤维复合材料(2018年2期)2018-12-07 00:41:18
纺织科技进展(2018年9期)2018-09-28 02:35:20
风采童装(2017年12期)2017-04-27 02:21:21
化纤与纺织技术(2015年3期)2015-12-26 03:33:45
丝绸(2014年4期)2014-02-28 14:55:02
