
大孔径卧倒式平面钢闸门安装技术
2018-10-23 11:04
水利建设与管理 2018年10期
(浙江省围海建设集团股份有限公司,浙江 宁波 315000)
1 工程概况
余姚城北圩区候青江排涝泵闸工程位于余姚市候青江玉皇山公园以东,南邻凤山桥,东邻文秀路。泵站规模为80m3/s,节制闸规模为60m,工程为Ⅱ等工程,主要建筑物包括闸室、泵房及姚江侧消力池、出水池;次要建筑物包括进水池、内河侧消力池、堤防及翼墙等,总工期24个月。节制闸闸室总宽75m,闸门总净宽60m,分别为18m、24m、18m,共3孔,闸门为卧倒式平面钢闸门,使用液压启闭机操作。
2 工艺原理
在闸墩侧墙支铰中心处增设一块预埋锚板,作为安装支铰座时焊接线架使用。利用模拟轴原理,即一根拉紧的钢丝线穿过几个具有中心小孔的薄圆柱体,形成了一根理想的轴[1],在安装闸门支铰座时用力拉中心线,并在支铰座孔中加上具有小孔的端盖,保证支铰座的同心度、同轴度、中心高程和里程,加快支绞座的安装速度,提高安装精度,确保闸门的安全运行。
埋件焊接和螺栓并用的连接处,应按“先栓后焊”的原则进行安装。埋件安装的同时,用无缝钢管上下端配钢板制作支撑柱,闸门门叶平卧于支撑柱上完成拼装、安装作业,解决了施工场地狭窄带来的安装难题,避免因吊装引起的闸门变形情况的发生,减少施工设备的投入。
面板外侧焊缝在闸门竖直时,采用不同方向分段分中逐步退焊法或交替焊法焊接,避免从边缘向中间施焊,减小焊后变形。液压启闭机安装完成后,将门叶结构与启闭机相连,调整、加固侧水封座后进行闸门试验运行[2]。
最后对钢闸门表面除锈、除尘处理后喷涂稀土铝合金涂层,再进行环氧磷酸锌底漆、环氧云铁中间漆、丙烯酸脂肪族聚氨酯面漆涂装防腐处理。由于在铝中添加了稀土元素,细化了合金的晶粒,提高了材料的强度、加工性能及耐腐蚀性能,保证了闸门的外观质量,延长了闸门的使用年限。
3 操作要点
3.1 支撑柱制作
闸门拟定于全开位置附近拼装,用φ219无缝钢管上下端配1cm钢板作为支撑柱,支撑起门叶使其离流道面40cm左右,保证作业人员能进去施工。闸门支撑柱示意图见图1。

图1 闸门支撑柱示意
3.2 闸门支铰座安装及调整
3.2.1 支铰座吊装
支铰座吊装就位前,先对预埋螺栓进行调整校正。当支铰座吊升至基础螺栓前,用人工摆正并对准螺栓慢慢推入,使螺栓与支铰座螺栓孔间留有较均匀的间隙,快速旋上螺母,检查无误后摘钩。
3.2.2 装上支铰座安装端盖工具
在支铰座装上盖端,在盖端中心钻一个直径2mm的小孔,端盖外径与支铰座的孔径为间隙配合,端盖利用支铰座止轴板的螺栓孔进行固定。
3.2.3 安装线架
在闸墩侧墙上焊接安装用线架,将挂有重物的钢丝架在其上,钢丝分别穿过支铰座的1个端盖的小孔,钢丝两端点对准支铰中心,钢丝直径选用φ0.5mm,配重锤选用重量19.29kg。
3.2.4 支铰座安装调整
支铰座安装调整时,一般是在支铰座的四个角上安装背母和螺母,其他螺母和背母松开,待调整好后再上紧,反复调整和测量,直到各项符合要求为止。详见图2。

图2 闸门铰座安装位置示意
3.3 底槛及侧水封座板的安装
底槛及侧水封安装用汽车吊机和手动葫芦相配合,在闸门未安装之前先按图纸设计要求,规范调整、加固,待闸门就位后再配合调整最终位置。
底槛吊装前,将预埋插筋焊成支架,支架形式依底槛结构而定,其架面高程一般要低于底槛构件底面10~50mm,待底槛就位后,尚有调整的余量,利用门槽两侧放好的样点,拉一根水平钢丝线,找正底槛的高程,每隔0.5m测量一点,要求高程误差控制在±5mm之内。底槛中心的调整是利用已设置的闸孔纵横中心线来控制。
闸门水封装置安装时,先将橡皮按需要的长度黏结好,再与水封压板一起配钻螺栓孔。橡胶水封的螺栓孔,采用专用钻头使用旋转法加工,严禁采用冲压法和热烫法加工,其孔径比螺栓直径小1mm。
3.4 闸门门叶安装及焊接
3.4.1 闸门门叶安装
闸门门叶分为上下及左右四节,将门叶平卧放置于支撑柱上,再根据厂内分节定位拼装成整体。
3.4.2 闸门焊接
ⓐ焊两边梁开窗口断开处内部构件的立焊缝和翼板的仰角焊缝和对接立焊缝(上部位置先焊,可增加闸门整体刚性)。
ⓑ焊接断开处的所有φ299×14mm等管,相贯线全位置焊接,以中间向两侧分焊,对称焊接,从上部管先焊,再焊下部管每节管口分四次焊接完成各管节焊缝要错开跳焊。(增加闸门刚性)焊接顺序见图3。
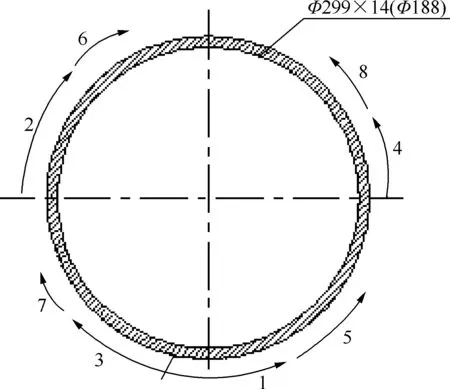
图3 焊接顺序示意
ⓒ焊接断开的加劲肋板及矩形方管的立焊缝,从中间向两侧焊接,全长共分四段,每条焊缝分两段错开跳焊,可增加门叶刚性。
ⓓ焊接面板与加劲肋翼缘板平角焊缝和加劲板,矩形管,方管的平角焊缝分八个区段,以每区段为单元,采用中分逆向分段焊,错开跳焊。
ⓔ两边梁(箱体)应先将边梁内断开的矩形管和方管焊好再焊所开窗口的焊缝,其次序为先焊腹板对接立焊缝,再焊翼板平焊对接和腹板翼板的仰角焊缝,最后焊腹板与面板平角焊缝。
ⓕ面板外侧焊缝在闸门竖直后焊接焊缝为横焊对接焊缝,焊缝总长26m,平均分6段,采用每段中分退焊法,错开跳焊。
3.5 闸门门叶与支臂安装
闸门主支承部件的安装调整工作应在门叶结构拼装焊接完毕,经过测量校正合格后进行。所有主支承面应当调整到同一平面上,其误差不得大于施工图纸中的规定[3]。
3.6 面板防腐
面板表面采用喷砂将油污、焊渣、铁锈、氧化物等污物清理干净, 除锈后用干燥的压缩空气吹净,或用吸尘器清除,喷涂前如发现钢板表面污染或返锈,应重新处理到原除锈等级。表面除锈处理合格后,应尽快进行热喷涂稀土铝合金,金属喷涂稀土铝合金层分三次喷涂,厚度为120μm, 喷稀土铝合金完成后应进行检查,厚度可用测厚仪检查,表面应喷涂均匀,无杂物,起皮,鼓包,孔洞,凹凸不平,粗颗粒,掉块及裂纹等现象,如有少量夹杂物,可用刀具剔刮,如缺陷面积较大,应铲除重喷。
油漆涂装前应将涂层表面灰尘清理干净,涂装宜在涂层尚有一定温度时进行,如涂层已冷却,可将涂层适当加温[4]。喷稀土铝合金层检查合格后,进行涂料涂装,共四道。第一道封闭漆为环氧磷酸锌底,漆膜厚度40μm;第二道中间漆为环氧云铁中间,漆膜厚度100μm。面漆为脂肪族丙烯酸聚氨酯涂料二道,漆膜厚度100μm。
4 质量控制
4.1 闸门安装质量控制
ⓐ支臂上的吊轴孔与门叶上铰轴孔应平行,其几何尺寸偏差应符合设计要求。
ⓑ闸门主支承部件的安装调整工作应在门叶结构拼装焊接完毕,经过测量校正合格后进行。所有主支承面应当调整到同一平面上,其误差不得大于施工图纸的规定。
ⓒ闸门水封装置安装允许偏差和水封橡皮的质量符合《水电水利工程钢闸门制造安装及验收规范》(DL/T5018—2015)中的规定。安装时,先将橡皮按需要的长度黏结好,再与水封压板一起配钻螺栓孔。橡胶水封的螺栓孔,采用专用钻头使用旋转法加工,严禁采用冲压法和热烫法加工,控制其孔径比螺栓直径小1mm。
ⓓ控制底轴和门叶连接螺栓的紧度为螺栓拧断力矩的30%左右,并应使所有螺栓拧紧力矩保持基本均匀。
4.2 焊接质量控制
ⓐ焊接电源, 现场拼对焊缝以对接、横焊和平角焊缝为主,碱性焊条电流不宜过大,焊条直径φ3.2mm,一般在80~120A,焊条直径φ4.0mm,一般在140~180A。
ⓑ现场拼对焊缝全部由合格焊工施焊。当空气湿度大于95%时,焊前在焊缝两侧用火焰预热。
ⓒ坡口形式,对接焊缝坡口一般为V型坡口,横焊坡口为单面50°~55°坡口,在制造厂内预制,但在现场拼对后必须进行检查。
ⓓJ507(E5015)为低氢型焊条,烘干温度应为350~380℃,保温时间应为2h,烘干后应缓冷放置100~120℃的保温箱中存放,待用。使用时应置于保温筒中,烘干后的低氢型焊条在大气中放置时间超过4h应重新烘干;焊条重复烘干次数不宜超过2次,受潮的焊条不应使用。
4.3 防腐涂层质量控制
ⓐ面板表面处理采用喷砂除锈,所用磨料应清洁干燥,喷射用压缩空气应经过滤除去油水。
ⓑ面板经喷射处理后,金属的表面清洁度应达到国标要求,非常彻底的喷射除锈,钢材表面应无可见的油脂、污垢、氧化皮、铁锈和油漆涂层等附着物,任何残留物的痕迹,仅是点状或条纹状的轻微色斑。
ⓒ当空气中相对湿度超过85%,环境气温低于5℃和钢板表面温度预计将低于大气露点以上3℃时,不得进行除锈。
ⓓ喷稀土铝合金完成后应进行检查,厚度可用测厚仪检查,表面应喷涂均匀,无杂物,起皮,鼓包,孔洞,凹凸不平,粗颗粒,掉块及裂纹等现象,如有少量夹杂物,可用刀具剔刮,如缺陷面积较大,应铲除重喷。
ⓔ涂装时如出现漏涂,流挂,皱皮等缺陷应及时处理,并用测厚仪检查厚度,后一层涂装前应对前一层涂装外观进行检查。
ⓕ涂装后应进行外观检查,应表面光滑,颜色一致,无皱皮,起泡,流挂,缩孔、缩边、浮色、咬底漏涂等缺陷。
5 结 语
该技术利用模拟轴原理安装支绞座,并设计制作支撑柱完成门叶与构件的拼装、安装作业,避免了因吊装引起的闸门变形情况的发生,提高了闸门安装精度,确保闸门的安全运行。在余姚城北圩区候青江排涝泵闸工程中的应用,创造了较好的经济效益和社会效益,可借类似工程借鉴。
猜你喜欢
云南冶金(2022年3期)2022-07-02
水电与新能源(2020年1期)2020-04-18
经济技术协作信息(2020年23期)2020-02-28
中国氯碱(2017年8期)2017-09-08
化工管理(2016年31期)2016-12-15
中国卫生(2016年12期)2016-11-23
新高考·高一数学(2016年3期)2016-05-19
焊接(2016年10期)2016-02-27
焊接(2016年8期)2016-02-27
焊接(2015年11期)2015-07-18
