行星齿轮组件自动组装机
2018-10-23 11:31:32贾英来
机械管理开发 2018年10期
贾英来
(中国重汽大同齿轮公司, 山西 大同 037305)
引言
在变速箱装配中,行星变速机构中的5组行星齿轮组件在装入行星机构之前需由人工组装,组装的难点在于行星齿轮内孔的两排24粒圆柱滚子的装填。本组装机是基于对行星齿轮及其内孔的上下两排共24粒圆柱滚子及3个小垫片、2个大垫片的自动装配。人工只需要将散乱的圆柱滚子放入排序机构,将行星齿轮、5个垫片放入各自的储料仓(筒)内即可,按动自动装配机循环按纽,机器即可自动进行行星齿轮组件的组装,每完成一件行星齿轮组件的组装所需时间约16 s,是人工组装的1.5倍,只需1人即可完成生产节拍要求。行星齿轮组件组装机由机械系统、气动系统、电气系统组成[1]。
1 行星齿轮组件组装机的构成
1)自动排序机构,能够对散乱无序的圆柱滚子进行自动排序的装置;
2)定量分送机构,能够将排序后的一列圆柱滚子变成等量的两列或两列以上的装置;
3)自动装填机构,能够将排序后的圆柱滚子装填到行星齿轮内孔里的装置;
4)行星齿轮定位机构,装填圆柱滚子时对行星齿轮进行定位的装置;
5)行星齿轮储送料仓,具有储存行星齿轮、料仓间歇转位以及逐个抬升行星齿轮的送料功能;
6)垫片储、送料及齿轮定位机构,5个大小垫片的储料和送料机构和行星齿轮定位装置;
7)装配工位的间歇传送机构,将各工位部装后的行星齿轮组件移送到下一工位。
2 行星齿轮组装机的组装过程
如图1,行星齿轮组件结构图。组装过程分为8步,组装顺序从序号1—8。
首先由人工将适量的圆柱滚子放入圆柱滚子自动排序送料装置的料仓内,将56个行星齿轮放入行星齿轮料仓,将装配所需的5个垫片分别放入垫片储料筒中,按动循环按纽开始组装,随时将组装好的组件移开,并适时补充料仓、料筒中零件即可[2]。

图1 行星齿轮组件
3 行星齿轮组装机的结构和工作原理
行星齿轮组件组装机由7个机械机构构成,可归纳为4个工作单元,按顺序完成4个单元的动作即可完成一个行星齿轮组件组装。4个单元的工作过程简述如下:
3.1 Ⅰ单元
如下页2图所示,Ⅰ单元是由行星齿轮储料仓、料仓转位机构、行星齿轮逐级抬升送料机构组成。
工作过程:行星齿轮料仓可以料仓储料情况自动转位并逐级抬升行星齿轮到装配预备工位等待3单元送料机构推送到组装工位(输送带上):
齿轮料仓设计为圆形分布的8个分料仓,每个分料仓可垂直储存7个行星齿轮,在料仓清空并转到非工作位置后,即可补充料仓。
齿轮料仓转位机构是由往复运动的气缸、返回式转位棘爪和到位弹性定位锁组成。分料仓转到工作位置时其下端的逐级抬升机构即可对行星齿轮向上抬升到送料位置由另外的送料机构将行星齿轮推送到组装工位。逐级抬升机构是由全行程返回气缸、逐级抬升气缸和上升锁止气缸以及返回式棘爪、复位弹簧、返回挡铁和抬升高度控制杆等组成(如图2所示)。当抬升到设计最高位后,抬升锁止气缸带动气缸杆前端的锁止棘爪返回,高度控制杆解除锁止后被全行程返回气缸带动返回至初始位置,待行星齿轮料仓转到下一位置后逐级抬升机构重复上述动作,循环往复。
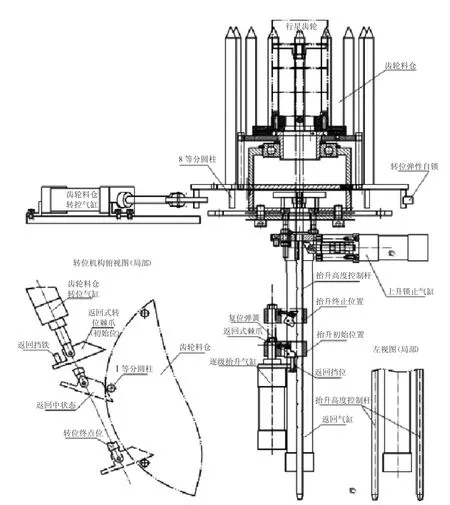
图2 行星齿轮储料仓(Ⅰ单元)
3.2 Ⅱ单元
如图3所示:Ⅱ单元由圆柱滚子排序机构、定量分送料机构、圆柱滚子装填机构组成[3],其工作过程如下:
1)如图3所示,首先由手工将散乱无序的圆柱滚子倒入自动排序机构的料槽1中,喂料板2将圆柱滚子推升到有35°~45°倾角的梳齿滑槽板4上,圆柱滚动体按滑槽方向下滑,被喂料板2推升到梳齿滑槽板上的圆柱滚子一部分会按正确位置顺利地沿着滑槽滑下,一部分无序的圆柱滚子在下滑过程中,被无序料回送板3回送到料槽内,等待再次被喂料板2推升送料。与此同时无序送料板3回送无序料的过程中会有一部分无序料被无序料回送板前端的导向梳齿校正后成为有序料又沿着梳齿板滑槽滑下,圆柱滚子顺着梳齿板滑槽滑向下端的有序料接料器槽7内,落入接料器内的圆柱滚子是按直立方向有序的排成一排,然后被推料头6推入圆柱滚子定量分送机构的料槽内。如此循环往复圆柱滚子由无序状态到有序的被送入圆柱滚子定量分送机构的料槽内。

图3 圆柱滚子自动排序机构(Ⅱ单元)
2)如图4所示,经排序后的圆柱滚子沿送料槽送至定量分送机构,定量分送机构将一列排序后的圆柱滚子按设定的数量分成两列分别推送到圆柱滚子自动装填机构工位1、工位内。定量分送料装置工作原理如图4所示,圆柱滚子由料槽14进入两段长度相同的料槽13,到位开关9发讯后,料槽13各自绕转轴3、8转动到料槽12的(水平)位置分别与料槽2、6对接,在各自的推料头的作用下推入自动装填装置1、5的滚子腔体内(分别装填轴承的下排和上排圆柱滚子),之后定量分送料槽13又转回到与料槽14对接的位置等待下次送料[4]。
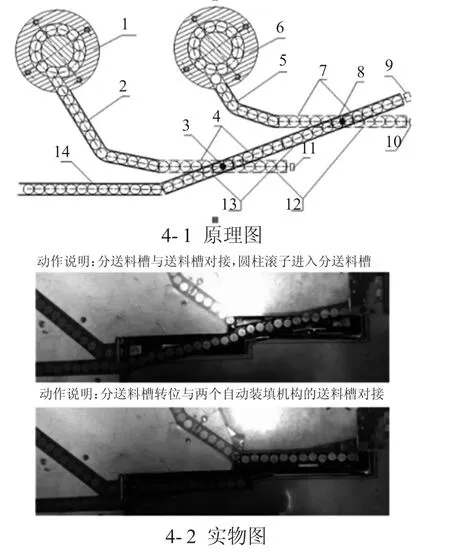
图4 圆柱滚子定量分送机构
3)如下页图5所示,圆柱滚子被定量分送机构分别送到圆柱滚子自动装配机构后等待3单元的齿轮定位机构将齿轮与圆柱滚子自动装配装置对中定位后完成装填动作。圆柱滚子自动装填机构分为下排和上排装填机构,装填下排滚子时滚子移动距离长,滚子中心轴随压环向下移动一段距离后压环继续向下直至滚子脱离中心轴,落到下页图5所示位置,作用是护送滚子向下移动一段距离,确保滚子不会散开。装填上排滚子时滚子移动距离短,不需要护送动作,所以滚子中心轴是固定不动的。
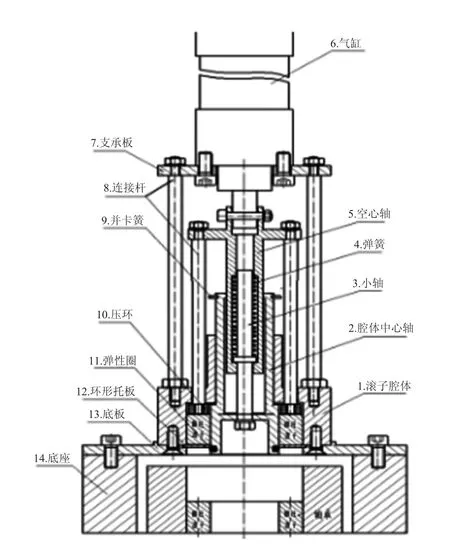
图5 圆柱滚子动装配机构
3.3 Ⅲ单元
如图6所示,Ⅲ单元是由1、2、6、7工位垫片和2工位行星齿轮送料机构;3、5工位行星齿轮定位、圆柱滚子送料托板机构和4工位垫片送料机构组成的。
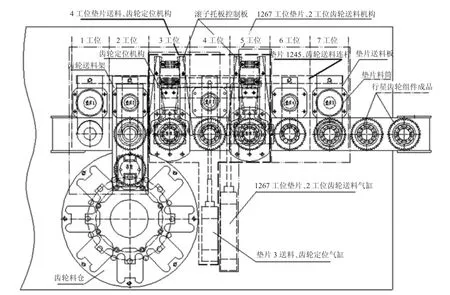
图6 垫片、齿轮送料及定位机构(Ⅲ单元)俯视图
工作过程:Ⅰ单元齿轮料仓的行星齿轮在逐级抬升气缸作用下抬升至送料位置发出到位信号给“1、2、6、7工位垫片和2工位齿轮送料机构”气缸,在气缸作用下(缸杆伸出)行星齿轮首先被推送到组装传送带上,气缸返回(缸杆缩回)时 1、2、6、7工位垫片被推送到传送带上或行星齿轮内孔中。与此同时“4工位垫片送料、3、5工位齿轮定位和圆柱滚子送料托板机构”在气缸作用下(缸杆缩回)将4工位垫片送到传送带上齿轮内孔里,对3、5工位的行星齿轮进行定位并将两个工位的圆柱滚子送料托板打开,这时2单元的圆柱滚子自动装填机构将圆柱滚子装填到行星齿轮内孔,待Ⅱ单元的圆柱滚子装填动作完成后,“3、5工位行星齿轮定位、圆柱滚子送料托板机构和4工位垫片送料机构”在气缸作用下(缸杆伸出)返回初始位置。Ⅲ单元的工作完成[5]。
3.4 Ⅳ单元
如图7所示,Ⅳ单元是7个组装工位移送的工作过程:Ⅰ、Ⅱ、Ⅲ单元按程序要求完成一个工作循环后,Ⅳ单元将各个组装工位的部装件移送到下一个工位进行部装,经过7次移送行星齿轮组件成品完成组装。
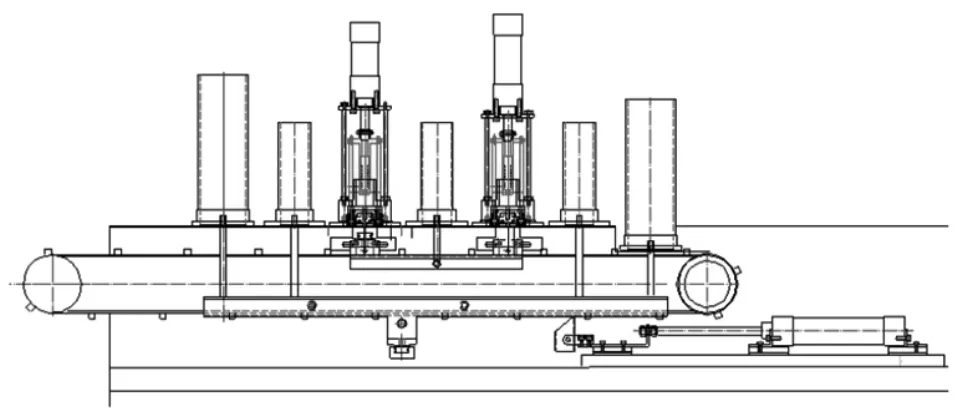
图7 行星齿轮组件移送机构(Ⅳ单元)
4 气动系统简述
行星齿轮组件组装机由压缩空气作为动力,动力执行元件全部为内置磁环缓冲气缸,外部安装磁性开关,便于电气控制信号的输出使用气动控制使整机结构简单成本低。
5 组装机的作用效果与改进
行星齿轮组装机使用简单,在开机前只需将各料仓按要求放入,检查各工位状态正常,即可开机自动组装,在组装过程中要及时补充各料仓储料。各料仓设有报警装置对材料消耗情况进行报警提示操作者及时补充材料或停止组装。行星齿轮成品组件被移送到传送带末端时限位开关触发机器自动停止,人工移开后机器自动恢复运行。
现在组装机每16 s可组装一件,是人工组装效率的1.5倍,但仍有很大的改进空间,下一步我们将对其进行全面的优化改进,使组装效率缩短至10 s或更短的时间,加大储料仓减少人工放料次数,延长传送带长度使成品组件工位达到5个减少人工取走成品的次数,这样就可以摆放在装配线内使行星齿轮组件的组装由专人集中部装变为自动组装随装随取。
猜你喜欢
中国新闻周刊(2023年42期)2023-12-03 14:39:41
电站辅机(2021年2期)2021-08-19 00:33:16
哈尔滨轴承(2021年1期)2021-07-21 05:43:10
哈尔滨轴承(2021年4期)2021-03-08 01:00:52
物流技术与应用(2020年5期)2020-06-25 02:48:12
意林(2020年10期)2020-06-01 07:26:37
轴承(2018年10期)2018-07-25 07:22:22
杭州(2015年9期)2015-12-21 02:51:49
金属加工(热加工)(2015年11期)2015-11-16 06:04:26
华东理工大学学报(自然科学版)(2015年1期)2015-11-07 09:15:46