浆料净化技术在烟草薄片生产中的应用研究
2018-10-21 10:11薛洪龙宋成剑李新生
中国造纸 2018年12期
薛洪龙 宋成剑 李新生
摘要:分析了现有造纸法烟草薄片流送系统存在的问题,研究了流送系统改造后对烟草薄片生产的影响。结果表明,改造后生产稳定性和产品质量得到不同程度的提升;烟草浆料经净化处理后,可有效减少大尺寸杂质,基片的匀度、抗张强度和手感柔软度均得到不同程度的提高,抗张强度、松厚度稳定性提高,基片掉毛掉粉量减少。
关键词:烟草薄片;流送系统;浆料净化;基片匀度
中图分类号:TS733+.3;TS75
文献标识码:A
DOI:10.11980/j.issn.0254508X.2018.12.015
造纸法烟草薄片(又称再造烟叶)是以烟草废弃物为原材料,采用造纸工艺加工重组而成的烟草制品,其具有密度低、填充值高、燃烧速度快、烟碱、焦油及一氧化碳释放量低等特点,因此应用烟草薄片是卷烟产品降焦减害的重要技术手段之一[1]。近年来,在卷烟产品质量提升目标的驱动下,烟草薄片生产技术和产品质量得到迅速发展,已成为中式卷烟的重要原料[2]。
烟草薄片的质量提升和稳定受控是保证卷烟质量稳定的重要基础,在烟草薄片生产中,质量稳定性是评价产品的重要指标,而基片(烟草薄片涂布前的片基)匀度是影響产品内在感官和生产运行稳定的关键因素[34]。基片匀度与上网浆料的均匀性密切相关,若打浆质量差尤其是梗皮类物质的存在,易造成基片缺陷增多进而影响生产及质量稳定;鉴于烟草原料中烟梗和烟末打浆性质的不同,行业内逐渐形成了柔性打浆理念,即多级轻打,实现“低打浆度、高湿重”浆料的制备,以提高浆料均匀性[5]。上海烟草集团太仓海烟烟草薄片有限公司(以下简称本公司)将打浆过程分解为3个环节:烟梗解纤、混合打浆和网前匀整。
当前,本公司已完成烟梗解纤工序和混合打浆工序的改造,初步实现了柔性打浆。作为制浆抄造工序的关键过渡,流送系统中的浆料净化是浆料上网前的最后一道把关[6],可去除浆料中大尺寸杂质,提升浆料均匀性,提高基片的匀度和质量稳定性,以提高纸机运行效率和产品质量[7]。本公司于2017年9月对流送系统进行了改造研究,使其适应生产烟草薄片的浆料特性和质量需求,本文对此进行介绍, 以供同行参考。
1原有流送系统介绍
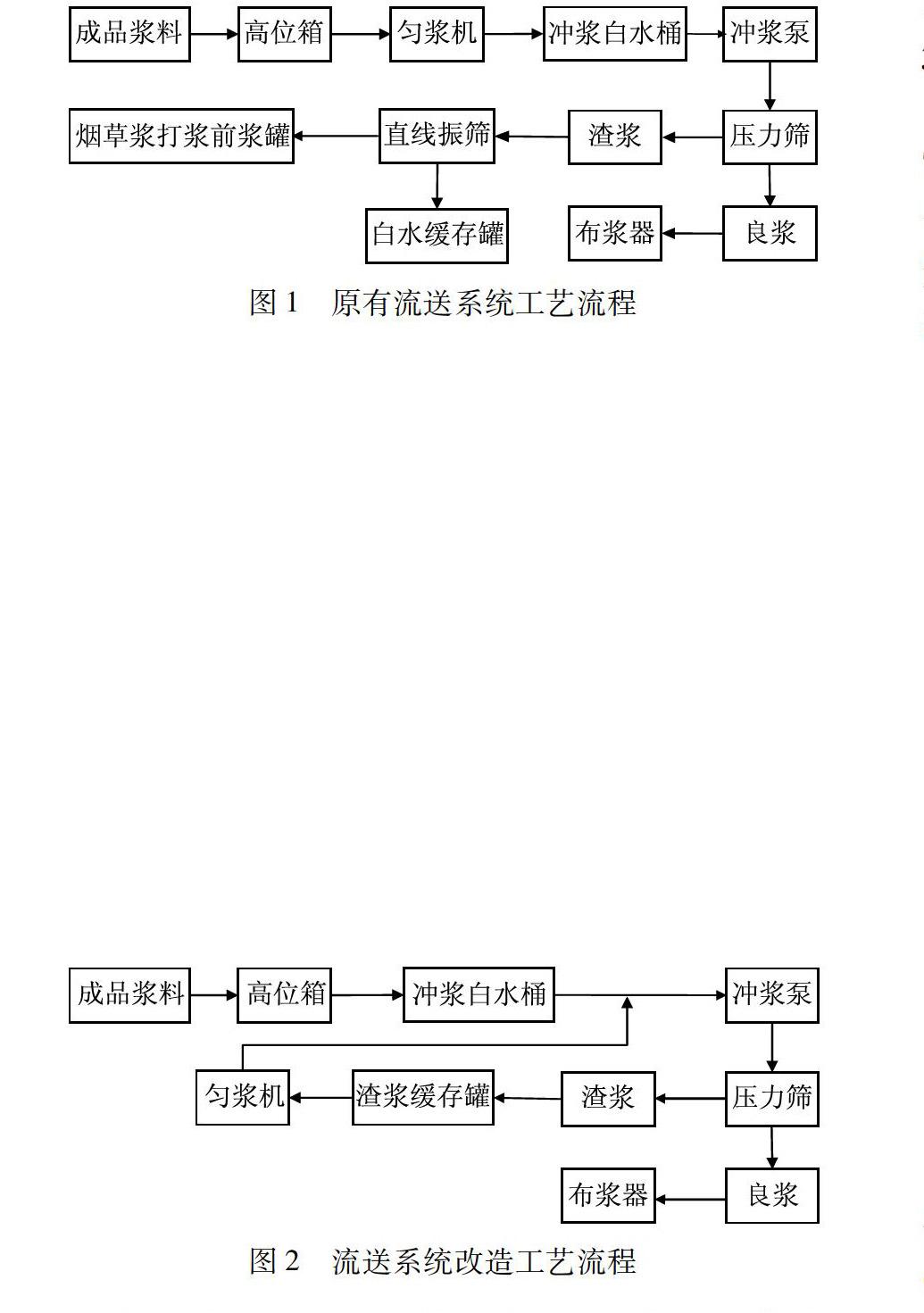
原有流送系统工艺流程如图1所示。从图1可见,成品浆料经高位箱、匀浆机、冲浆白水桶、冲浆泵后进入压力筛,经筛选净化后良浆进入布浆器准备上网,渣浆输送至直线振筛浓缩后进入制浆工序烟草浆打浆前浆罐。
此工艺流程存在如下问题:①匀整处理无针对性,浆料均匀性无法得到提升;②渣浆输送流程长易引起压力筛堵塞,造成停机使生产节奏失衡;③因制浆段间歇工作,排渣造成打浆前浆罐浓度波动,影响制浆质量稳定性;④排渣流量波动无法及时调节,造成基片及产品质量波动;⑤渣浆中细小纤维和填料损失,造成浆料组分和质量波动。故实际生产中,本公司为避免产品质量稳定性和生产节奏受到影响,拆除压力筛筛鼓,使用中压力筛无浆料净化功能,不对外排渣。
2流送系统短流程改造
鉴于原有流送系统存在的诸多问题,本公司组织各部门进行攻关研究,确立了如图2所示的浆料流送系统改造方案,即在原有流程基础上:①转变匀浆机功能,借助适型磨盘实现渣浆针对性匀整;②缩短渣浆处理流程,实现渣浆短流程回用,减轻压力筛堵塞风险;③渣浆持续回流至流送系统,对制浆段运行无影响;④通过自动控制实现排渣量与回流量自动调节,减轻基片定量波动风险;⑤渣浆无过滤浓缩流程,避免细小纤维和填料损失。
改造后,渣浆经针对性匀整后可在短流程内重回系统,减轻了压力筛流量波动和堵塞风险,提高了基片产品质量及其稳定性,提高了纸机运行效率。
3改造前后效果对比
改造完成后,本公司以2017年第四季度两个牌号的基片产品S、产品Z生产进行验证,通过基片匀度、浆料尺寸分布、抗张强度等指标(烟草薄片相关指标受涂布及后续干燥工序影响,故此处不做分析)的变化,对比流送系统改造前后生产稳定性及其质量情况。
生产条件为:车速100 m/min,使用装备0.45 mm缝筛的内流式压力筛进行净化处理,良浆流量80 m3/h,浆浓1.0%;渣浆流量13 m3/h,浆浓2.2%。
分析所用浆料样品于布浆器处取得,浆浓为1.0%;分析用基片样品取于涂布前,定量为58 g/m2、水分15%。
基片样品测试前按国家标准GB/T 16447—2004规定,在温度(22±2)℃、相对湿度(60±5)%的环境条件平衡48h后,测定各项性能指标。
3.1基片匀度的变化
基片匀度,利用纸张匀度仪(2DLAB,法国Techpap)按GB/T 1541—2013测定,结果见图3。匀度数值越低则表示产品匀度越好[8]。匀度的优劣影响产品质量和纸机运行,匀度较差时,纸机易于薄弱处断纸,改造后生产过程断纸情况大幅减少,断纸次数由日均10.1次下降到2.4次;日均产量得以提升。由图3可见,产品S浆料经净化处理后,匀度提高了6.04%,产品Z的提高了7.34%,原因为净化技术的使用使浆料中大尺寸杂质减少,提升了浆料的均匀性,使得基片成形过程更加均匀,应力薄弱点减少。
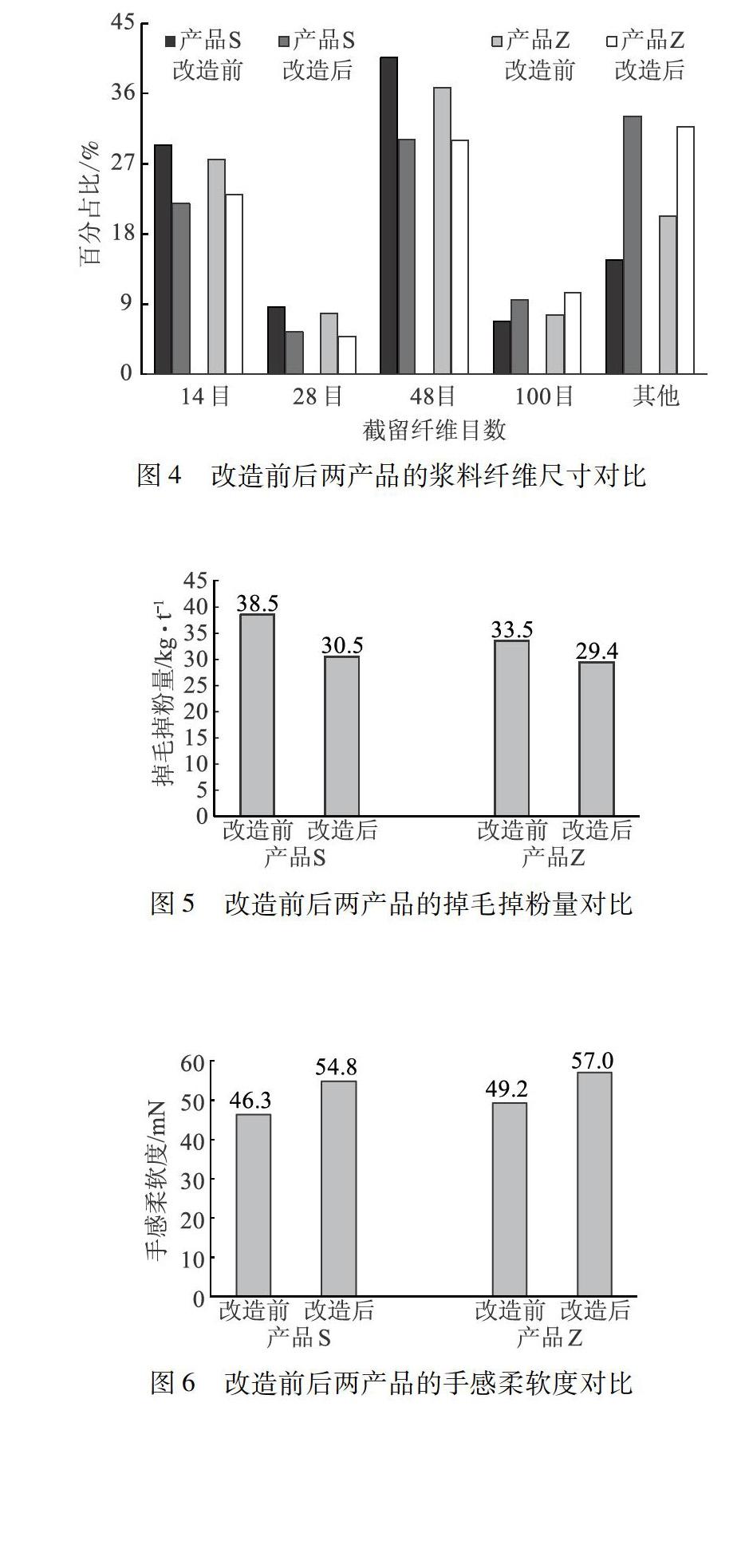
浆料均匀性可用其纤维分布表征,纤维分布使用鲍尔纤维筛分仪(LB04,美国TLS)按国家标准GB/T 2678.1—1993测定,结果见图4。由图4可见,产品S浆料经净化处理后,14目截留纤维占比减少7.6%,48目截留纤维减少10.5%;产品Z的14目截留纤维占比减少4.6%,48目截留纤维减少6.8%,原因为大尺寸纤维无法透过筛鼓而随渣浆排出,使浆料均匀性提高,这也验证了基片匀度提升的原因。
3.2基片掉毛掉粉及手感柔软度变化
在烟草薄片的涂布过程中,基片的掉毛掉粉会造成涂布液污染,进而影响卷烟产品的吸味并造成物料浪费,故在生产中使用回用涂布液净化工艺。实验收集了涂布液净化出渣量,经干燥后换算为每吨产品掉毛掉粉量,实验结果见图5。由图5可见,产品S浆料经净化处理后,掉毛掉粉量减少了20.8%,产品Z的减少了12.2%;掉毛掉粉量的减少得益于基片的匀度提高和大尺寸纤维的减少,使基片变得柔软。
为了更直观地表示基片的柔软程度,本公司根据人工评分结果,使用德国emTEC-TSA手感柔软度仪(B0458型)建立标准检测曲线,开发了基片手感柔软度的测试方法。所测手感柔软度值越高,表示基片手感越柔软。图6为改造前后两产品的手感柔软度对比。由图6可见,浆料经净化处理后,产品S的手感柔软度提高了18.4%,产品Z的手感柔软度提高了15.9%。
3.3基片抗张强度的变化
基片的抗张强度决定纸机的最高运行速度和木浆纤维添加量,提高抗张强度可提高纸机车速和生产效率,还可减少木浆纤维的加入,降低产品的木质杂质。抗张强度的稳定性是影响基片生产的重要指标,如果稳定性差,则纸机易断纸。生产中浆料净化技术的应用,使得日均断纸次数得到极大改善,生产效率得到提升。
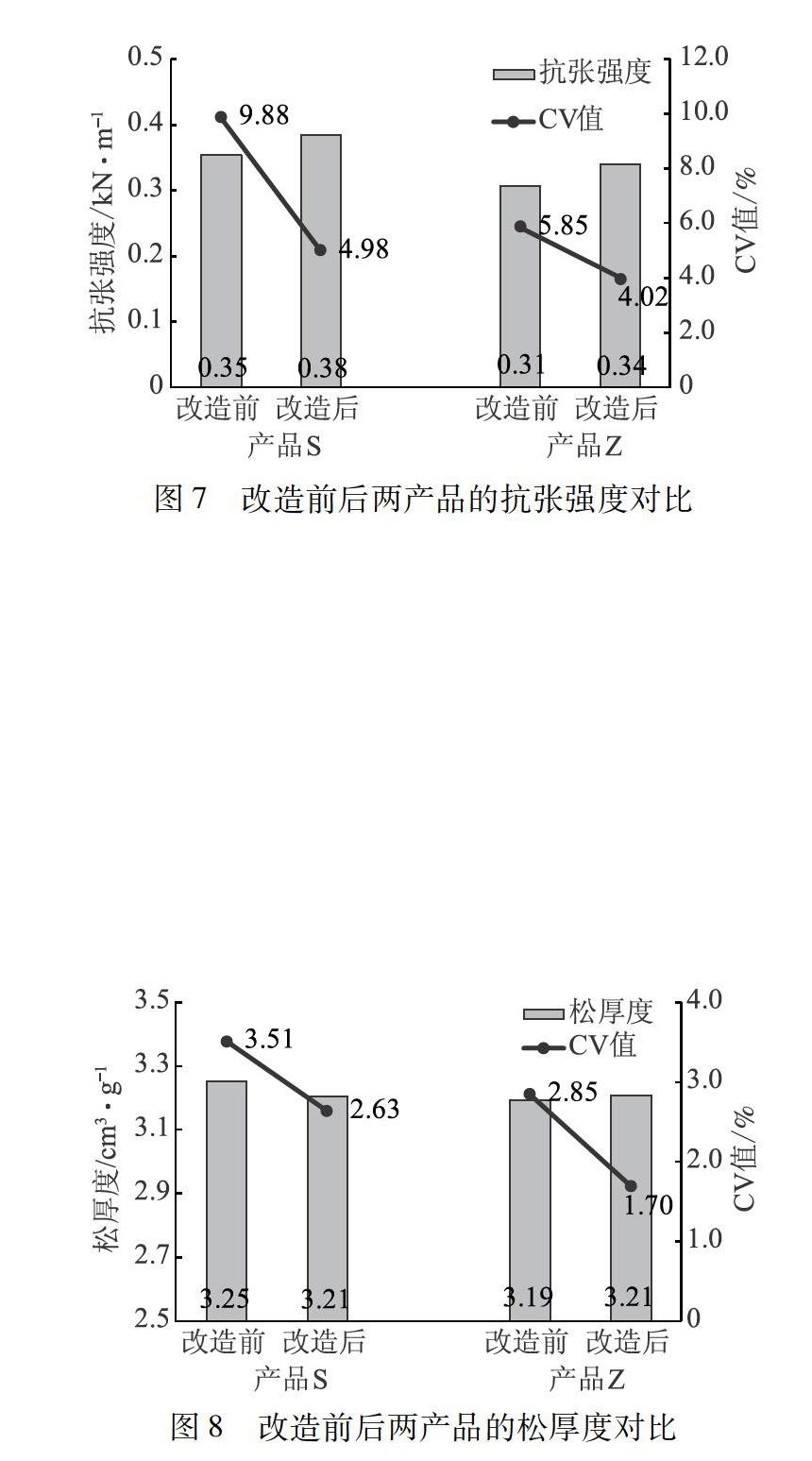
基片抗张强度的测定使用材料拉伸测试仪(3342型,美国INSTRON)按标准GB/T 12914—2008进行,结果见图7。由图7可见,产品S浆料经净化处理后,基片抗张强度提高了8.57%,CV值(代表抗张强度波动性,下同)下降了4.90个百分点;产品Z的抗张强度提高了9.68%,CV值下降了1.83个百分点。原因为大尺寸杂质的减少及浆料均匀性的提升使纤维间结合更加牢固,且基片匀度的提高使基片中的薄弱点减少,抗张强度稳定性得以提升。
3.4基片松厚度的变化
基片的松厚度影响涂布工序中涂布液的渗透速率,松厚度越小则涂布液越难渗透。其中定量使用电子天平(PL602L,瑞士梅特勒)按国家标准GB/T451.2—2002测定,松厚度使用测厚仪(496101型,美国TMI)按国家标准GB/T451.3—2002测定,松厚度结果对比见图8。
由图8可见,产品S、产品Z的浆料经净化处理后,基片松厚度均未出现显著变化,但CV值分别下降了0.88个百分点、1.15个百分点。原因为大尺寸纤维含量的减少,使得基片匀度得到不同程度的提升,厚度测量稳定性提高,使得基片松厚度稳定性提高。
4结论
本公司流送系统的改造实现了浆料净化技术在烟草薄片生产中的应用,渣浆经短流程匀整回用,减轻了压力筛堵塞的风险和基片定量的波动,杜绝了浆料组分变化,提升了产品质量稳定性。经生产验证表明,产品S的上网浆料14目截留组分减少7.6%,基片匀度提升6.04%,抗张强度提升8.57%,松厚度稳定性增加0.88%,手感柔软度提高18.4%,掉毛掉粉量减少20.8%;产品Z的上网浆料14目截留纤维减少4.6%,基片匀度提升7.34%,抗张强度提升9.68%,松厚度稳定性增加1.15%,手感柔软度提高15.9%,掉毛掉粉量减少12.2%。
由于烟草薄片生产原料来源广泛,导致成品浆料质量存在一定波动,浆料净化及渣浆匀整效果并未完全发挥,下一步将继续研究优化压力筛、匀浆机运行参数、匀整磨盘选型,优化工艺布局,使流送系统具备紧凑、简短、高效的特点。
参考文献
[1] HAN Qing, ZHANG Meiyun, WU Yangyu, et al. Manufacture Techniques of Papermaking Tobacco Leaf[J]. Journal of Northwest University of Light Industry, 2002, 20(1): 19.
韓卿, 张美云, 吴养育, 等. 造纸法烟草薄片制造工艺的研究[J]. 陕西科技大学学报, 2002, 20(1): 19.
[2] HAN Fugen. Tobacco Chemistry[M]. Beijing: China Agriculture Press, 2010.
韩富根. 烟草化学[M]. 北京: 中国农业出版社, 2010.
[3] DIAO Jiefeng. The methods of reduce tar in cigarettes: CN, 1393185A[P]. 20030129.
刁杰峰. 降低卷烟中焦油的方法: CN, 1393185A[P]. 20030129.
[4] MIAO Yingju, LIU Weijuan, LIU Gang, et al. Present Status of Preparation Technology of Reconstituted Tobacco[J]. China Pulp & Paper, 2009, 28( 2): 55.
缪英菊, 刘维娟, 刘刚, 等. 烟草薄片制备工艺的现状[J]. 中国造纸, 2009, 28(7): 55.
[5] FAN Yan. The design flow system of paper machine[C]. Academic annual meeting of China paper Society, Beijing, 1994.
樊燕. 纸机前流送系统的设计[C]. 中国造纸学会学术年会论文集, 北京, 1994.
[6] JIANG Hailong, LIU Meicheng, SUN Chuibao. A New Type of Screening Equipment: Outflow Mediumconsistency Pressure Screen[J]. China Pulp & Paper, 2008, 27(5): 41.
姜海龙, 刘梅城, 孙垂宝. 新型筛选设备外流式中浓压力筛[J]. 中国造纸, 2008, 27(5): 41.
[7] HAO Mingxian, WU Heng, GUAN Ping, et al. Improvement of Approach System of Reconstituted Tobacco Production[J]. Paper and Paper Making, 2015, 34(4): 1.
郝明显, 吴恒, 关平, 等. 造纸法再造烟叶浆料流送系统的改进[J]. 纸和造纸, 2015, 34(4): 1.
[8] WANG Lijun, WEN Siru, YAN Jun. Application of Dual Polymeric Retention System Based on Polyacrylamide Emulsions in Decorative Base Paper Manufacture[J]. China Pulp & Paper, 2007, 26(10): 23.
王立军, 温思茹, 延军. PAM反相乳液助留体系在装饰纸原纸中的应用[J]. 中国造纸, 2007, 26(10): 23.CPP
(责任编辑:常青)