煤化工废水处理工艺研究现状及发展前景
2018-10-12 08:14张卢娇
水利科学与寒区工程 2018年9期
张卢娇,杜 崇,赵 悦
(黑龙江大学 水利电力学院,黑龙江 哈尔滨 150000)
在环境污染、化石燃料枯竭、水和其他资源短缺的巨大压力下,人们致力于经济有效的废水处理研究。虽然减少污染是废水处理的一项重要任务,但实现废水的循环利用正逐渐成为一个重要标准,并正在推动其进一步发展。煤炭是中国能源的重要组成部分,被认为是传统天然气和石油的替代能源,但是煤化工过程中,会产生大量高浓度、难降解、有毒的工业废水,这类水将对环境造成巨大的污染。日益注重环境问题的今天,国家对工业取水和污水排放提出了严格要求,要求实现污水循环利用[1-2]。本文综述了每个处理阶段的各种处理工艺,考虑到煤化工废水具有高度复杂的毒性和难降解性。几十年来,人们一直致力于研究煤化工废水的处理,但在提高经济效益和实现无污染排放这两方面仍然面临着巨大的挑战。
1 煤化工废水来源及水质特征
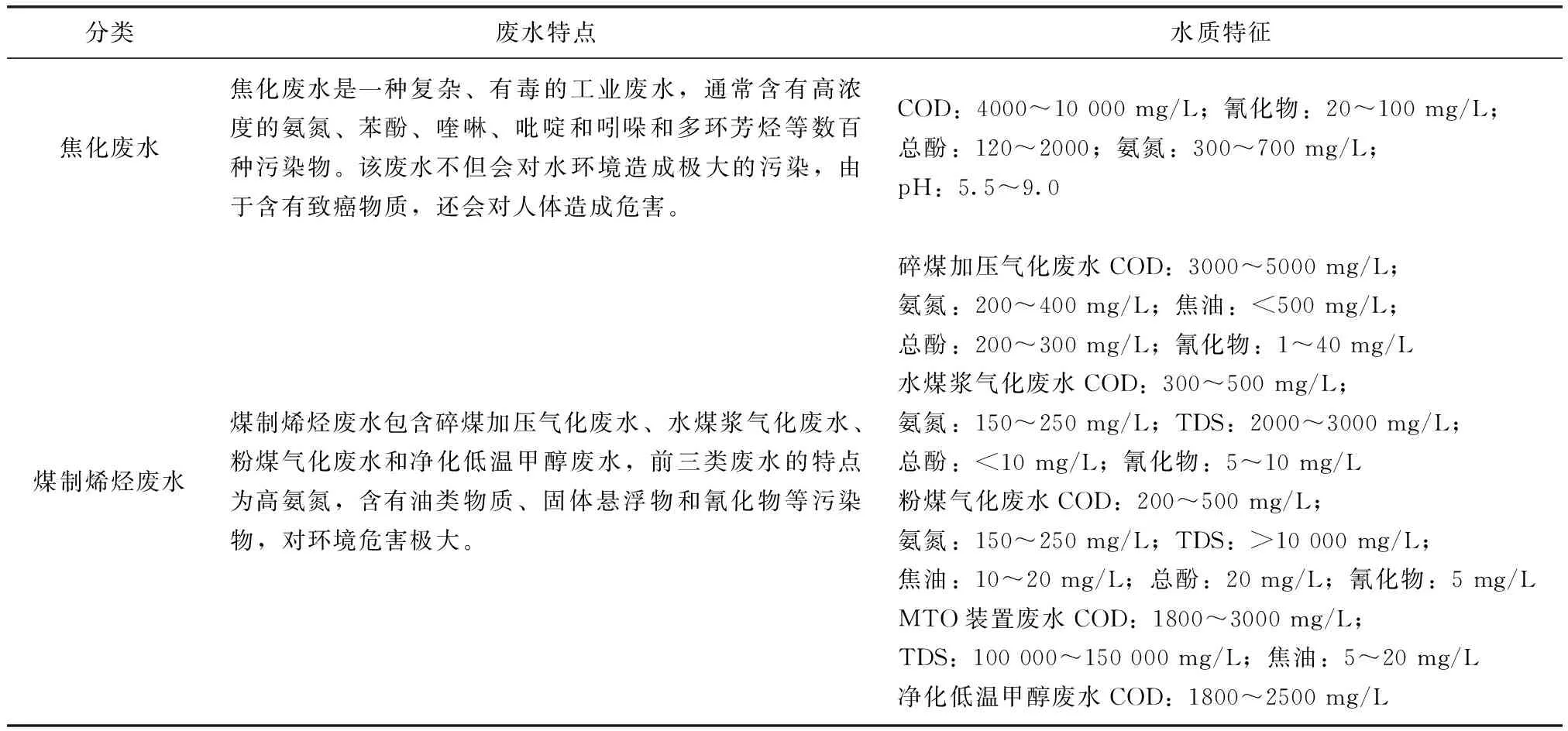
煤化工废水可分为煤气化废水、煤焦油废水、焦化废水和煤制烯烃废水,其特性见表1。煤化工废水普遍具有成分复杂,含有COD、氨氮、酚类、S2-、CN-和H2S等污染物,并且污染物浓度较高,可生化性差,不易生物降解等特点,废水排量大,需要高昂的处理费用[3-6]。

表1 煤化工废水特性一览表
续表1
2 处理技术
2.1 预处理技术
煤化工废水首先需要进行预处理,由于废水中含有高浓度的难降解、有毒污染物,会对生物活性形成严重的抑制作用。通过使用物理和化学方法去除煤化工废水中酚、氨、硫化氢、脂肪酸等有毒的污染物,可为下一步的生物处理创造适宜的环境,提高废水的可降解性。预处理技术一般包含脱氮除酚工艺、除油技术、混凝和吸附法等[2]。
目前煤化工企业普遍采用溶剂萃取脱酚和蒸氨组合工艺,这能够较大程度地降低废水的酚氨含量。但在此过程中,以低压蒸汽和中压蒸汽的形式处理废水,能耗相对较高,无法实现废水处理的经济效益。Cui P等针对加压固定床气化工艺排放的高浓度酚、氨废水,提出了溶剂回收系统热整合的废水处理工艺,通过使用蒸馏塔塔顶的溶剂蒸汽加热汽提器的溶剂来实现热整合,在不同的操作压力下,分析了两种热整合工艺,不但提高了酚和氨的去除率,并且能耗比常规工艺降低了18%左右,具有良好的应用前景[7-8]。
煤焦油废水需要经过除油处理,近年来,我国含油废水除油一般采用物理法。例如:(1)重力分离法利用油和水的不溶性进行分离;(2)气浮法利用油珠附着于大量微小气泡从水里分离出来,从而达到去除污油的目的;(3)旋转分离法利用离心沉降原理,实现污油与废水的分离;(4)聚结法原理与重力分离法相似,但通过使用油水分离器将油和水进行分离[9]。
煤化工废水中有毒、难生物降解的有机物、重金属离子、无机离子和放射性元素等,使用混凝和吸附法具有良好的去除效果,并且混凝剂价格便宜、吸附剂能够重复使用、具有经济效益等优点。巩峰等使用酸化-芬顿法,利用FeSO4和H2O2反应,产物将破坏废水中稳定的芳香环结构,从而降低废水中难降解的有机物浓度[10]。Hu X等采用磁性聚丙烯酸阴离子交换树脂NDMP为吸附剂处理鲁吉煤气化废水,研究表明pH为10、树脂浓度为8.0 g/L、吸附时间为10 min是处理煤气化废水的经济有效条件。且NaCl和NaOH的混合液能使NDMP树脂实现再生,可重复利用[11]。Ghose M K认为物化处理是处理煤化工废水的不错选择,该研究采用13个合成沸石柱对焦化厂的二级废水进行处理,获得了较好的脱氨效果;使用活性炭吸附法对细菌、病毒、难降解有机物进行去除,效果良好,实现了废水的回用。但该技术的前期投资与运行费用较高[12]。
2.2 生物处理技术
经过有效的脱酚、蒸氨和除油等预处理技术,COD、总酚和氨氮的浓度明显降低,但废水中仍然残留有浓度偏高的对活性污泥具有抑制作用的污染物,生物降解也面临着巨大考验。酚类化合物占废水中COD总量的40%~50%,BOD5/COD一般低于0.3,高浓度的有机物不易被生物降解。废水中高浓度的COD、总酚和氨氮等污染物在生物处理阶段能得到有效降解,是目前最为经济高效的处理方法,所以一直是国内外研究的热点。传统活性污泥法在处理煤化工废水中酚类和氰化物等有毒、难降解的物质时,出水往往无法达到排水标准。此外,传统活性污泥法能耗高、冲击负荷适应性差,由于环境要求的不断提高,限制了它的大规模应用。为克服传统活性污泥工艺的不足,厌氧强化工艺、活性炭-污泥法和移动化床生物反应器(MBBR)等新技术正在兴起。
王伟研究发现,500 mgCOD/L的甲醇能够促进酚类的降解,使厌氧强化工艺对酚类化合物的降解去除率达到75%[13]。厌氧强化工艺不仅能够提高煤化工废水中酚类化合物的去除率,而且能够减轻后续处理的负荷,为好氧处理提供良好的反应条件。由韩洪军等人研发的生物增浓工艺,利用粉末活性炭与活性污泥的耦合作用及吸附作用,将溶解氧控制在0.2~0.5 mg/L,并在一定的水力条件下,达到5000~6000 mg/L的高污泥浓度,使得高浓度的COD和氨氮含量在生物增浓工艺中明显减少。凭借极强的抗冲击性和抗毒性能力,生物增浓工艺在煤化工废水中起着重要作用[14]。与其他好氧系统相比,移动化床生物反应器(MBBR)是一种灵活、紧凑和清洁的技术,同时可以实现高污染物的去除,且占用较少的空间。MBBR具有高传质、混合性良好和生成污泥量少等优点,而且可以节省50%的资金投入和运行成本。由此看来,煤化工废水的处理,MBBR似乎是一种非常有效的工艺。庄海峰等研究发现经MBBR处理后的出水中,有毒物质含量及种类都有明显的减少[15]。目前有研究表明:煤化工废水水质对MBBR的处理提出了挑战,通常进水氨氮的突然增加会抑制MBBR的硝化作用。因此,在处理煤化工废水时,进水有机负荷等影响因素值得关注。
2.3 深度处理技术
经过生物处理后,出水COD和色度不能满足排放标准,废水中的大部分乳化物会被排放到环境中。因此,深度处理显得尤为重要,深度处理技术主要分为物化处理和高级氧化法这两种技术。
煤化工废水的物化处理方法,如混凝沉淀法、吸附法和膜分离等方法,都已广泛应用于煤化工废水的深度处理。据报道,活性炭吸附或组合膜技术处理的煤化工废水可以满足废水排放或废水回用标准。然而,物化处理方法的主要作用是分离污染物,而不是降解污染物,因此必须重视污染物的降解或回收利用,避免出现二次污染。例如,经过吸附处理的煤化工废水的活性炭和膜分离过程中的浓缩废水都需要进一步处理,如果就此排出,将对环境造成严重危害。虽然混凝沉淀法具有价格低廉、污染物去除效果良好的特点,但会引入新的杂质,需严格控制混凝剂的用量并考虑引入杂质的去除问题。
近年来,非均相芬顿试剂氧化工艺是一种备受科学界关注的处理煤化工废水的方法,因为高级氧化工艺有着对COD和色度去除率高的特点。以焦粉吸附-微波催化-芬顿试剂氧化法深度处理煤化工废水为例[16],焦粉具有比表面积大和空隙多的特点,并且对微波有吸收能力,能在微波的辐射作用下,作为诱导化学反应的催化剂,能大幅提高芬顿试剂的反应速率,对降低废水中COD和色度有着显著效果。与芬顿试剂氧化法相比,臭氧氧化法具有不加化学物质、不产生二次污染、苯酚去除率高等优点,因此得到了广泛的研究[17-18]。臭氧氧化法通常与生物处理技术联合使用,能够改善废水对活性污泥的抑制作用,但有高额的运行成本和氨氮的去除率较差等缺点,一直制约着臭氧氧化法的推广。
2.4 具有发展前景的组合工艺
只单一地通过强化生物工艺来处理煤化工废水,处理效果往往无法达到排放标准。因此,创新的组合工艺应该得到广泛的发展。近年来,越来越多的物理化学与生物组合工艺在高强度的工业废水处理中相继出现。活性炭吸附、Fenton氧化和催化臭氧化等与生物过程结合是近年来研究较多的问题,对有机物、毒性和色度的去除效果较好。
铁碳微电解与活性污泥组合工艺,与单一生物工艺中表面疏松粗糙的污泥相比,污泥在一体化过程中表现出致密、刚性和粒状的形态。该工艺形成的活性污泥具有良好的抗冲击性能、较高的微生物活性和结构稳定性,可以显著提高对恶劣环境的抗逆性,如剧毒物质,尤其是即使进水有机负荷很高,污泥也能有效地避免膨胀现象发生[19]。Liu C等指出当以微泡催化臭氧化与生物工艺相结合处理煤化工废水时,可有效地降解煤化工废水中残留的难降解化合物,去除部分COD,显著提高生物降解性,该工艺中氧传质和臭氧分解也为后续的无曝气生物处理提供了足够的氧,为后续进一步生物处理去除废水中可降解COD和氨氮提供了条件[20]。微泡催化臭氧化与生物组合工艺是一种经济高效的深度处理方法,该工艺具有良好的发展前景。
3 结 语
鉴于煤化工废水具有高度复杂的难降解性,即使经过几十年的努力,特别是在“零排放”被确定为最终目标的情况下,以经济有效和环保的方式处理这类废水仍具有挑战性。各种组合工艺虽成功地应用于去除煤化工废水中的酚、多环芳烃、氨氮和氰化物等污染物,但是目前煤化工废水处理仍存在诸多问题,例如:生物处理后产生的污泥量不断增加,剩余污泥的处理费用随之增加,如何减少剩余污泥的产量、提高剩余污泥的重复利用率仍是研究的难题;如何减轻煤化工废水对生物处理的抑制作用,提高活性污泥的抗毒性和抗冲击能力,进而提高COD和氨氮的降解效率,一直是煤化工废水处理所面临的困境。目前的研究主要注重处理单元对煤化工废水的处理与优化,缺乏对整个煤化工废水的处理系统研究。未来对于煤化工废水的处理,一套完整的、具有经济效益的处理系统将受到青睐。
猜你喜欢
化工管理(2022年14期)2022-12-02
昆钢科技(2020年6期)2020-03-29
中国农资(2019年44期)2019-12-03
资源节约与环保(2018年1期)2018-02-08
能源(2017年12期)2018-01-31
中央民族大学学报(自然科学版)(2018年3期)2018-01-12
计算机测量与控制(2017年6期)2017-07-01
山东工业技术(2016年15期)2016-12-01
山东工业技术(2016年15期)2016-12-01
中国资源综合利用(2016年1期)2016-02-03