热镀锌线辊涂设备增加及系统改造
2018-10-12 05:47盛群泉
中国设备工程 2018年19期
盛群泉
(湖南华菱涟钢薄板有限公司冷轧板厂,湖南 娄底 417009)
关健词:热镀锌;辊涂机;耐指纹(UF);钝化
涟钢冷轧板厂原在线使用的是一套进口的卧式耐指纹(UF)辊涂设备,用于耐指纹涂层产品的生产;采用两套钝化设备进行六价铬钝化处理。现在家电用板需要采用环保无毒的无铬钝化或三价铬钝化,单台辊涂机无法满足镀锌线的耐指纹、无铬及三价铬钝化等多种涂敷产品的的产量、品规生产。单台辊涂机不同的涂敷产品生产切换时间较长,对生产组织、订单兑现不利。涂敷产品药剂使用品种多,不同厂家药剂混合会发生反应结块、堵塞现象,影响产品质量。
1 改造方案
原辊涂机布置在+8.25m平台上,卧式结构,设备布置紧凑,平台下入口侧是拉矫机,平台延伸空间不能影响其维护;而另一侧如果移位UF炉及风箱投入大,时间长,基本不可能。经反复现场调研,UF炉不动,对原辊涂机向UF炉方向移位0.8m,UF转向夹送辊向入口侧移位1.66m,从中挤出空间,布置新辊涂机(如图1),设备之间隔距0.8m以上。同时,平台外延向入口侧1.5m。边部只需增加1根平台立柱,设备主要承重分布立柱之上。对原辊涂机拖链、新辊涂机拖链重新设计,挤出空间保证设备之间有间隙,在生产时进行检查、调整。由于1#辊涂机向UF炉靠近了0.8m,对UF炉入口增加可调整位置的挡风板,减少热风在液盆上结露影响产品质量。UF转向辊、UF2#转向夹送辊从立柱内侧移到立柱外侧。
2 设备辊涂机选型、设计
新增辊涂机,采购卧式结构,由驱动装置、升降支撑辊、上辊涂车、下辊涂车、机架、锁紧装置、循环系统及取液盆、液压系统、接近开关布置等组成。见图2。
2.1 驱动装置
(1)驱动齿轮电机选择:取料辊、涂敷辊直径φ250mm,涂辊最高速度:150mpm,辊子之间的最大单边压力为15kN,两辊之间摩擦因数约:μ=0.15,则:
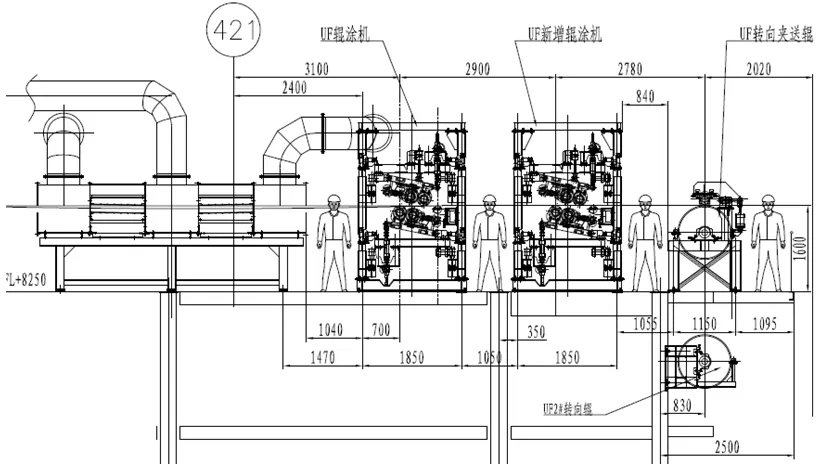
图1 改造后设备布置

图2 辊涂机
M=Fμr=2×15×1000×0.125×0.15=562.5Nm。选取齿轮电机:R97 DV160L4/BMG/M,其中:na=157,Ma=910Nm。
电机为变频电机,速度可控。
(2)齿轮减速电机与辊子采用可快速拆装的万向联轴器连接,联轴器托架上带光电感应器,感应联轴器是否连接,防止末连接时启动。
2.2 辊涂车
(1)上、下辊涂车布置在垂直于轧制线的机架导轨上,工作位置时采用快速接手连接齿轮电机,用锁紧装置锁紧辊涂车;移出工作位置,实现线外换辊(如图3)。
(2)辊涂车由辊架装配、预拉紧装置、车架、车轮组装配、辊架升降装置等部件均成。辊架一边固定在车架上用销轴连接,上辊涂车中间有预拉紧装置,防止辊涂车在非生产时由于重力下降,另一端由液压升降装置控制工作和打开位置。
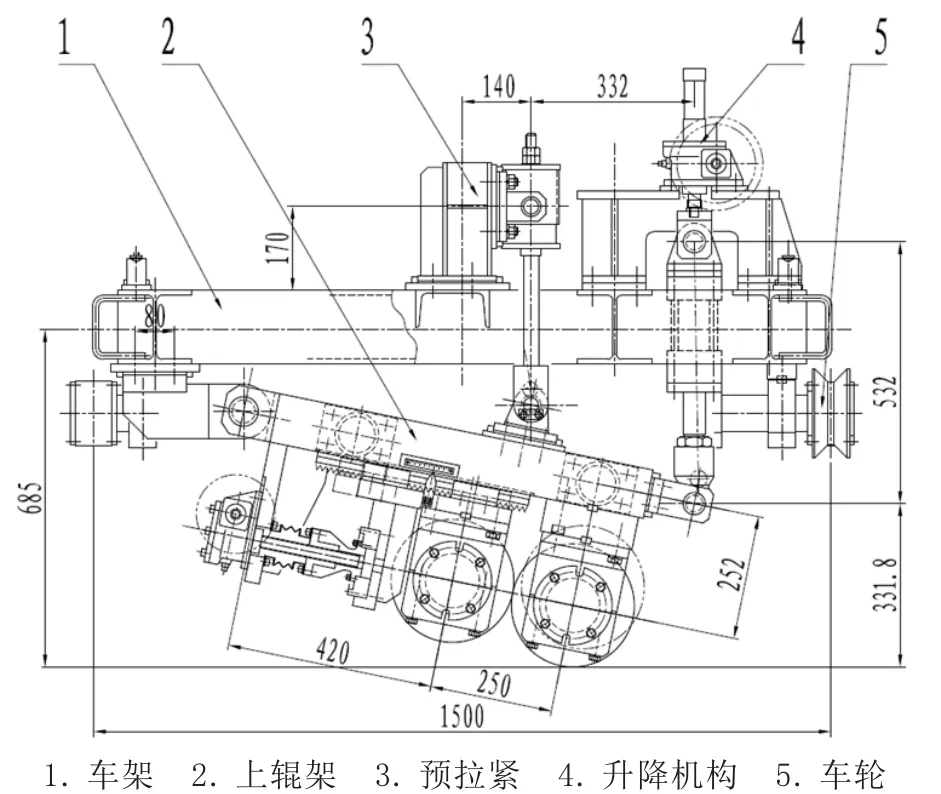
图3 上辊涂车
(3)升降装置的液压缸一端连接蜗杆升降机,工作侧与传动侧升降机通过快速联轴器连接,可单独调整位置也可两侧联动调节辊子升降位置,以控制宽度方向、涂模厚度。
(4)上辊架中间连接有预拉紧装置,防止在液压系统出现故障时,辊架掉落,通过调节弹簧预紧力来控制。
(5)辊架上的取料辊布置在辊架的线性导轨上,一侧用升降机连接,且安装有压力传感器,用于调整、控制取料辊与涂敷辊之间的压力,保证涂模厚度;压力传感器采用直接的数字显示模式,更方便调整涂敷辊与取料辊之间的压力。取料辊传动侧、工作侧的升降机之间用快速联轴器连接,可单独调整也可联动。辊子工作面尺寸为φ250×1900,涂敷辊采用耐酸聚胺脂辊面,表面硬度Hs65;取料辊采用材质为00Cr17Ni14Mo2耐蚀不锈钢,满足强酸性的三价铬品规生产。辊架结构如图4。
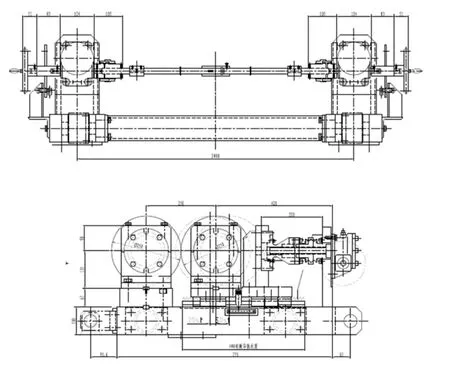
图4 辊架
3 循环系统改造
(1)为减少混液的可能和简化配管系统,两套供液循环系统分别对应一台辊涂机,配置简易加液装置(外接液桶)用于品规少或切换时冲洗供液管道时保证生产。
(2)1#辊涂机使用现有电动隔膜泵系统;2#辊涂机使用现有气动隔膜泵系统。循环系统供回液口与涂敷盆的接口连接采用快速接头连接,为节约空间供回液口管道不采用拖缆形式,在推出涂敷盆之前,先将快速接头脱开。循环系统的供回液管道均采用不锈钢管,采用5°斜坡布置,利于液体回流。
(3)辊涂机废水处理系统WP-1用作无铬钝化废水处理,WP-2用作耐指纹废水处理。每次辊涂机投入使用后回收相关原液,用足够的脱盐水把所用系统的所有管路(包括备用泵及其管路)打循环彻底清洗干净,并及时将排废水用相关废水泵送至动力废水处理中心,最后用不少于5 m³的清水泵送至中间管网,保证中间管网不会因耐指纹液积留而堵塞管网。
4 电气控制
(1)涂敷辊的速度可根据生产线的速度调节,与生产线速度形成速差,从而对产品膜厚进行控制。涂敷模式可选顺涂、逆涂模式,以满足不同产品的使用要求。
(2)新增套涂敷辊系统电机采用西门子6SE系列的逆变器控制,逆变器连公共直流母线,由PROFIBUS网络控制,跟原有的生产线传动控制系统完全融为一体。
5 效果
(1)结合本生产线特点进行改造,减少投资。
(2)满足各种涂敷产品生产工艺调整要求。
(3)满足辊涂产品品种开发,为新开发产品提供设备保障前提。
(4)提升辊涂产品质量,减少废次品损失。
(5)各类辊涂液转换方便、减少浪费。
猜你喜欢
导航与控制(2021年3期)2021-09-04
潍坊学院学报(2021年2期)2021-07-22
小哥白尼(趣味科学)(2021年11期)2021-02-28
小天使·一年级语数英综合(2020年10期)2020-12-16
上海大中型电机(2020年1期)2020-03-27
江苏船舶(2019年1期)2019-05-15
兵器装备工程学报(2019年3期)2019-04-11
儿童时代·快乐苗苗(2016年2期)2016-10-22
青少年科技博览(中学版)(2015年7期)2015-08-12
汽车科技(2015年1期)2015-02-28