
青海某含铜多金属硫化矿石选矿试验
2018-10-10 01:42:54范广勤
金属矿山 2018年9期
刘 文 范广勤
(青海省有色地质勘查局地质矿产勘查院,青海西宁810006)
含铜多金属硫化矿床通常结构构造多样,矿物组成及嵌布特征复杂,有价金属品位普遍偏低且波动较大,这给有价金属的高效综合回收造成了很大的困难[1-5]。
青海某含铜多金属硫化矿石铜、铅、锌含量分别为1.82%、1.87%和1.78%,属于典型的高铜低铅锌多金属硫化矿石,为给矿石的高效开发利用提供依据,对有代表性矿石进行了选矿试验。
1 试验矿样、设备及药剂
1.1 试样
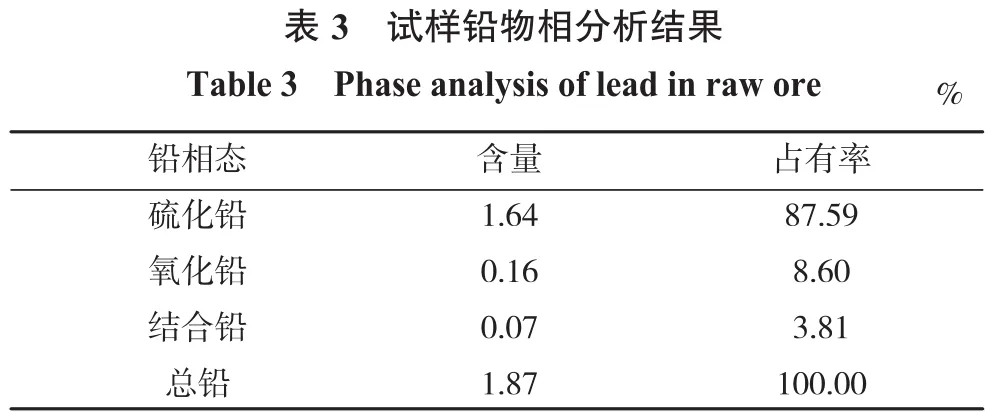
试样主要化学成分分析结果见表1,铜、铅、锌物相分析结果分别见表2、表3和表4。
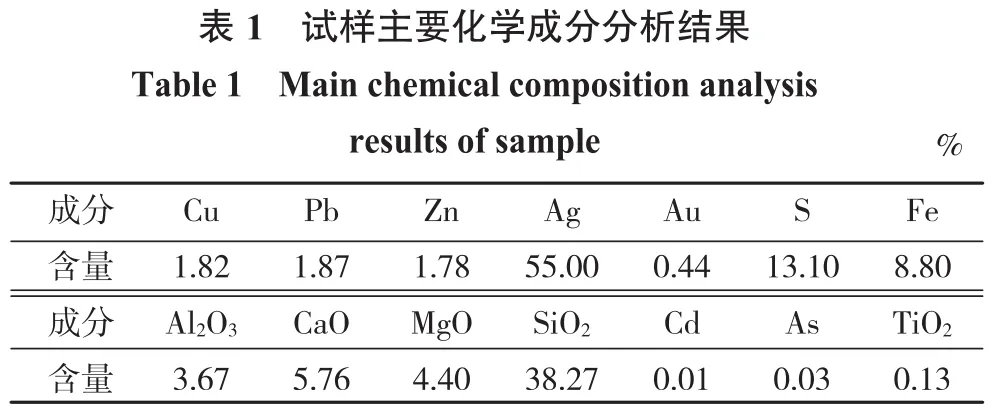
注:Au、Ag的含量单位为g/t。


由表1可知,试样中铜、铅、锌含量分别为1.82%、1.87%、1.78%,是选矿回收的主要元素,试样中金、银、硫含量分别为0.44 g/t、55.00 g/t和13.10%,达到综合回收的品位要求。
由表2~表4可知,试样属于原生铜多金属硫化矿石,铜、铅、锌主要以硫化物形式赋存,其中铜以原生硫化铜为主,其次是次生硫化铜;铅矿物存在部分氧化现象,氧化铅占有率为8.60%;氧化锌、结合锌占有率很低,绝大部分为硫化锌。因此,矿石可采用常规硫化矿浮选法对有价金属矿物进行综合回收。
1.2 试验设备及药剂
磨矿采用XMQ-240×90型锥形球磨机,浮选在XFD系列单槽和XFG系列挂槽浮选机中进行。
试验药剂乙基黄药、丁基黄约、羧甲基纤维素钠(CMC)、Z-200、乙硫氮、2#油为工业品,氧化钙、硫酸锌、碳酸钠、亚硫酸钠、硫代硫酸钠、硫化钠、活性炭、水玻璃、氰化钠、硫酸铜为分析纯试剂,试验用水为自来水。
2 试验结果与讨论
铜铅锌多金属硫化矿石的浮选工艺主要包括铜铅锌优先浮选工艺、铜铅部分混合优先浮选工艺、等可浮浮选工艺和全混合浮选工艺[6-7]。探索试验表明,矿石中铜铅矿物浮选行为相近,分选难度较大,采用铜铅锌优先浮选流程难以获得合格的铜、铅精矿;采用等可浮浮选和全混合浮选流程进行选别时,虽然能获得合格的精矿产品,但铜精矿铅锌含量较高;以铜铅部分混合浮选流程选别时获得的选矿指标最为理想。因此,确定采用铜铅部分混合优先浮选工艺(铜铅混浮—铜铅分离—混浮尾矿抑硫浮锌工艺)对矿石进行选矿工艺研究。
2.1 条件试验
2.1.1 铜铅混浮条件试验
对于铜铅优先混浮来说,锌矿物的有效抑制、有价金属矿物间的充分解离和实现铜铅的高效回收是关键。因此,重点介绍了抑制剂的选择及用量、磨矿细度的试验情况。
2.1.1.1 铜铅混合粗选抑制剂种类试验
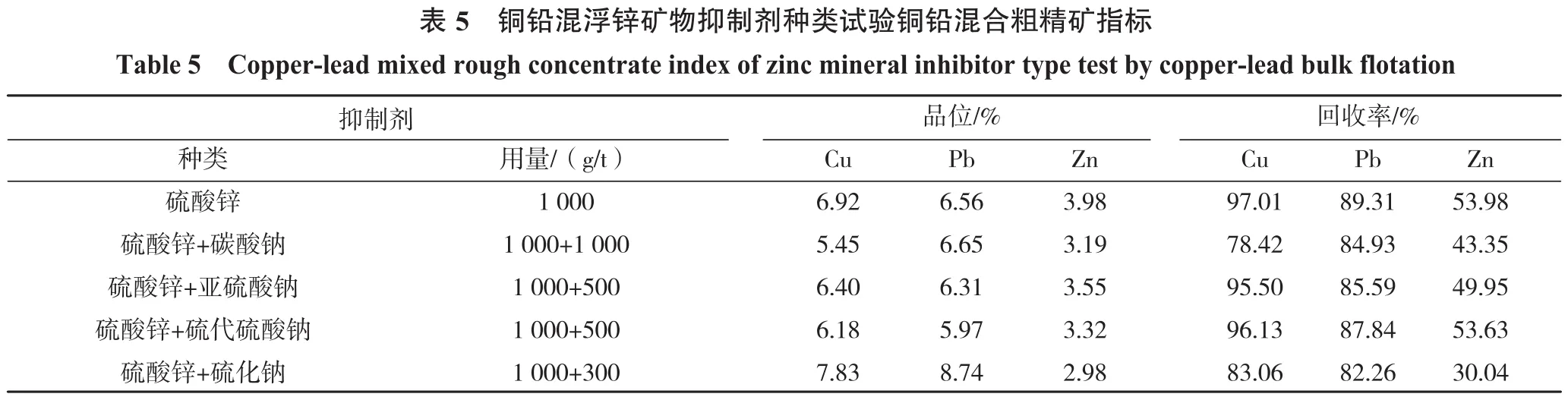
对于绝大多数铜铅锌硫化矿床来说,闪锌矿均或多或少地被铜、铅等其他可溶性重金属离子所活化,在磨矿过程中这种现象更是难免。因此,在进行铜铅与锌浮选分离时,必须对闪锌矿进行有效抑制。目前,常用锌矿物的抑制剂多以硫酸锌为主体,包括单一硫酸锌,硫酸锌与亚硫酸钠、硫代硫酸钠、碳酸钠等的配合使用,为此,在磨矿细度为-0.074 mm占75%、捕收剂乙基黄药用量为60 g/t,2#油用量为20 g/t条件下进行了锌矿物抑制剂选择试验,结果见表5。
由表5可知,采用硫酸锌或硫酸锌与碳酸钠、亚硫酸钠、硫代硫酸钠组合为锌矿物的抑制剂均难以获得理想的浮选效果,而采用硫酸锌+硫化钠为组合抑制剂的浮选效果较好。因此,后续试验采用硫酸锌+硫化钠为铜铅混浮时锌矿物的抑制剂。
2.1.1.2 硫化钠用量试验
适量的硫化钠配合硫酸锌可高效抑制锌矿物的上浮,硫化钠用量过大则会对铜铅矿物产生抑制作用。因此,必须进行硫化钠的用量试验。试验固定磨矿细度为-0.074 mm占75%、硫酸锌用量为1 000 g/t、乙基黄药为60 g/t,2#油为20 g/t,试验结果见表6。
由表6可知,随着硫化钠用量的增大,铜铅混合粗精矿铜铅品位上升,锌含量下降,铜、铅、锌回收率均下降,表明浮选过程中硫化钠对锌形成抑制的同时,也会对铜铅矿物的上浮产生抑制作用。综合考虑,确定铜铅混合粗选的硫化钠用量为300 g/t。

2.1.1.3 磨矿细度试验
合适的磨矿细度既可保证铜铅矿物与锌矿物及脉石矿物的充分解离,也可为后续铜铅分离创造条件[8]。磨矿细度试验固定硫酸锌+硫化钠用量为1 000+300 g/t,乙基黄药用量为60 g/t,2#油用量为20 g/t,试验结果见表7。

由表7可知,磨矿细度从-0.074 mm占65%提高至95%,铜铅混合粗精矿铜铅品位下降,铜铅回收率上升,锌含量下降,锌回收率上升。综合考虑,确定磨矿细度为-0.074 mm占85%。
2.1.2 铜铅分离试验
铜铅分离试验的给矿为1粗2精开路铜铅混浮试验精矿,试验对比了浮铜抑铅和浮铅抑铜工艺的浮选分离效果,试验流程见图1(药剂用量为对原矿,下同)、图2,结果见表8。
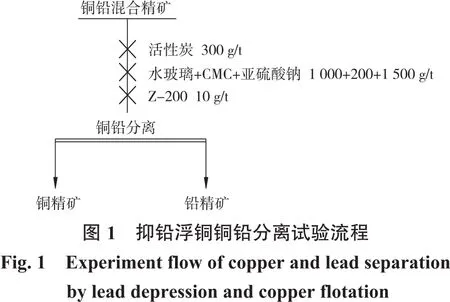


由表8可知,采用抑铅浮铜工艺可以高效分离铜铅。因此,后续试验采用抑铅浮铜工艺处理铜铅混合精矿。
2.1.3 锌粗选条件试验
在锌硫浮选分离过程中,优先浮选硫化锌矿物的前提是较好地抑硫,并提高锌矿物的活性和浮选效果。因此,对锌浮选的硫抑制剂石灰、锌矿物活化剂硫酸铜和捕收剂丁基黄药的用量进行了试验,试验采用1次粗选流程,给矿为1粗1扫铜铅混浮尾矿。
2.1.3.1 石灰用量试验
石灰用量试验固定硫酸铜用量为200 g/t,丁基黄药用量为30 g/t,2#油用量为20 g/t,试验结果见图3。
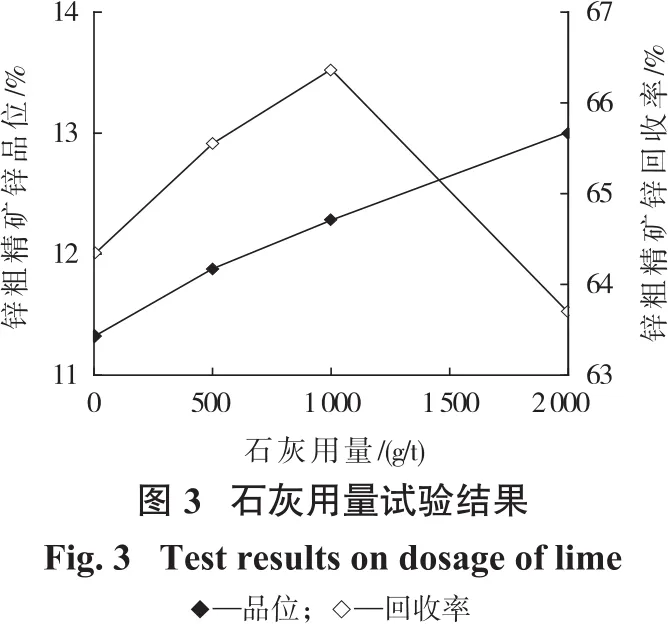
由图3可见,随着石灰用量的增大,锌粗精矿锌品位上升,锌回收率先升高后下降。综合考虑,确定石灰粗选用量为1 000 g/t。
2.1.3.2 硫酸铜用量试验
硫酸铜用量试验固定石灰用量为1 000 g/t,丁基黄药用量为30 g/t,2#油用量为20 g/t,试验结果见图4。

由图4可见,随着硫酸铜用量的增大,锌粗精矿锌品位变化不大,锌回收率先明显上升后下降,因此,确定硫酸铜的用量为300 g/t。
2.1.3.3 丁基黄药用量试验
丁基黄药用量试验固定石灰用量为1 000 g/t,硫酸铜用量为300 g/t,2#油用量为20 g/t,试验结果见图5。
由图5可知,随着丁基黄药用量的增大,锌粗精矿锌品位呈先慢后快的下降趋势,锌回收率先上升后趋于平稳。因此,确定锌粗选的丁基黄药用量为30 g/t。

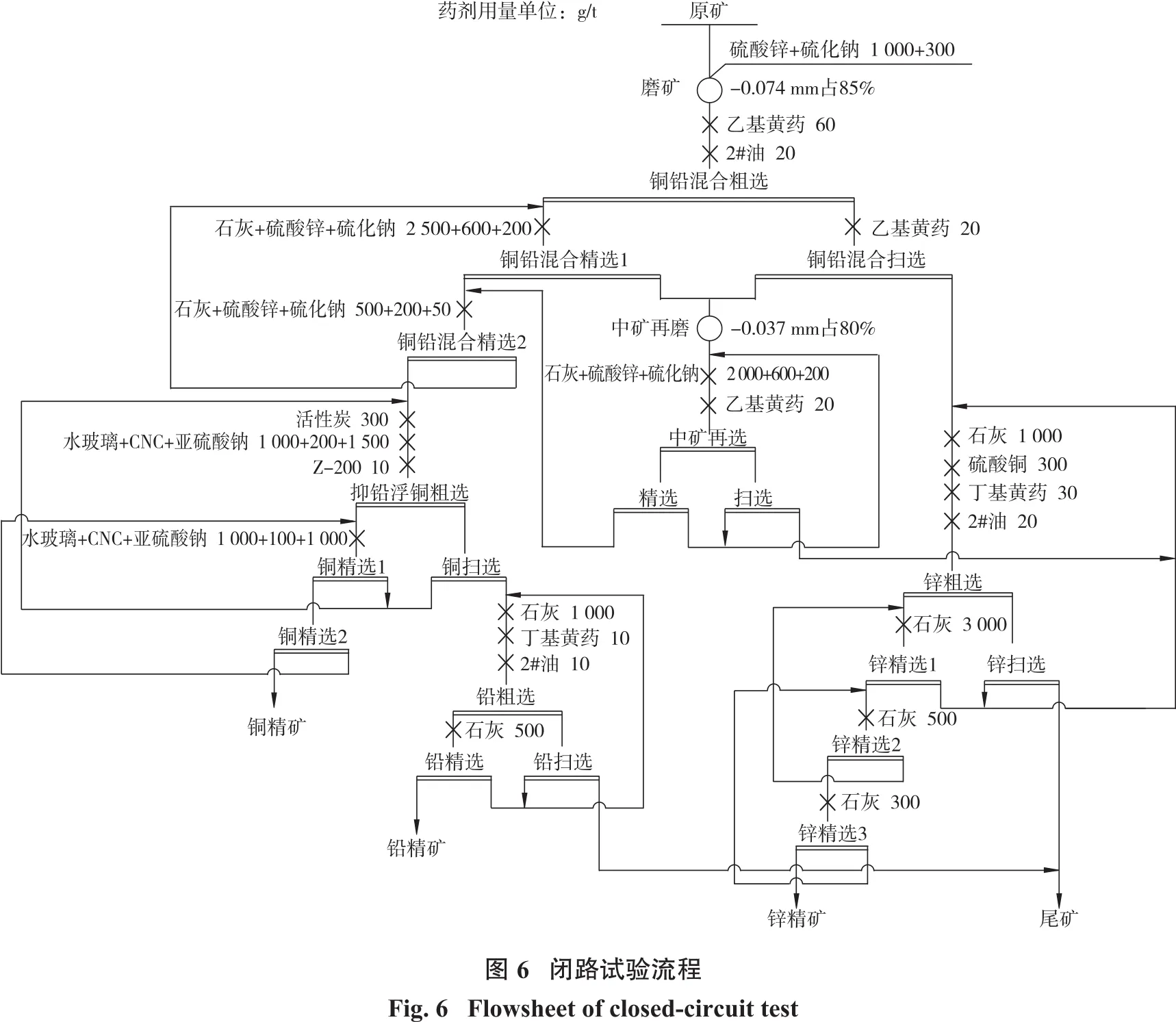
2.2 闭路试验
在开路试验过程中发现铜铅混合浮选中矿存在一定程度的铜铅矿物与锌矿物解离不充分的问题,而对铜铅混合浮选精选1尾矿与扫选精矿合并进行再磨再选可有效解决铜、铅、锌矿物的解离问题。因此,在此基础上进行了闭路试验,试验流程见图6,结果见表9。
由表9可知,采用图6所示的流程处理矿石,获得了铜品位为26.44%、含铅3.93%、含锌3.88%、铜回收率为91.46%的铜精矿,铅品位为58.17%、含铜0.60%、含锌5.82%、铅回收率为62.16%的铅精矿,以及锌品位为50.48%、含铜1.95%、含铅2.63%、锌回收率为70.46%的锌精矿。
进一步的研究表明,矿石中伴生的金、银主要富集在铜精矿和铅精矿中。
3 结论
(1)青海某含铜多金属硫化矿石铜、铅、锌含量分别为1.82%、1.87%和1.78%,金、银的含量分别为0.44 g/t和55.00 g/t,属于典型的含金银高铜低铅锌多金属硫化矿石,矿石中的铜、铅、锌主要以硫化物的形式存在。
(2)矿石在磨矿细度为-0.074 mm占85%、铜铅混合精选1尾矿与扫选精矿合并再磨细度为-0.037mm占80%的情况下,采用1粗2精1扫铜铅混合浮选、中矿再磨后1粗1精1扫混浮铜铅、铜铅混浮精矿1粗2精1扫抑铅浮铜铜铅分离、铜扫选尾矿1粗1精1扫选铅、1粗3精1扫抑硫浮锌、其余中矿顺序返回流程处理矿石,最终获得铜品位为26.44%、含铅3.93%、含锌3.88%、铜回收率为91.46%的铜精矿,铅品位为58.17%、含铜0.60%、含锌5.82%、铅回收率为62.16%的铅精矿,以及锌品位为50.48%、含铜1.95%、含铅2.63%、锌回收率为70.46%的锌精矿。

猜你喜欢
选煤技术(2023年2期)2023-08-09 05:56:44
云南化工(2021年6期)2021-12-21 07:31:06
今日农业(2021年12期)2021-10-14 07:31:14
山东理工大学学报(自然科学版)(2021年6期)2021-07-02 07:00:28
铜业工程(2021年1期)2021-04-23 01:44:58
药品评价(2021年3期)2021-04-15 03:16:50
矿产综合利用(2020年1期)2020-07-24 08:50:48
河南畜牧兽医(2020年1期)2020-01-11 05:00:25
湖南有色金属(2017年6期)2017-12-22 23:01:32
中国资源综合利用(2016年7期)2016-02-03 03:00:19
