
空内冷60 MW汽轮发电机转子线棒钎焊压紧装置
2018-09-22 08:03:14姜文军谭国良
上海大中型电机 2018年3期
姜文军,谭国良,林 松
(山东齐鲁电机制造有限公司,山东济南 250100)
0 引言
空内冷60 MW汽轮发电机转子线棒的焊接采用银基钎料中频钎焊,相对于传统电阻焊中频焊,具有加热均匀,温控精度高、工作效率高的特点。转子线棒下线后同组线棒之间采用搭头对接结构,钎焊部位处于转子本体之外的平面上,预放银焊片,焊接过程中可能产生的不平整焊缝表面对匝间绝缘产生损伤[1]。由于转子线圈焊接处在强振动载荷下容易开裂,所以在焊接时需要用外力对钎焊处进行压紧,保证钎焊缝隙,以确保接头处的高强度。我公司原有焊接装置为十几年前设计的专用装置,采用的是电阻焊焊接,大电流低电压,为此配备了一套变压器和电气控制系统,非常笨重,设计有球形接头冷却器,进行水冷,易发生故障。因为结构的原因,变压器、冷却器、增压缸等都在焊接接头的上方,通过悬挂装置以及垂直滑道、托架、夹紧块、后支撑来对准焊点,每焊一个接头调整起来相当麻烦。对焊点施压采用的是油气增压,油缸有漏油现象,污染了工件,影响转子的使用性能。在这种情况下,我们设计了这种新型的发电机转子线棒钎焊压紧装置。
1 设计方案确定
发电机转子线棒钎焊压紧装置要求整体简洁紧凑,质量轻,集钎焊与压紧功能于一体,采用压缩空气作为动力源,操作方便。首先,装置中要有固定部分来保证工作时装置不会出现松动和位移,夹紧固定时角度可调整。其次,钎焊压紧装置需要有压紧部分和焊接部分,这两部分的功能直接影响到线圈的焊接质量。另外,需要工作部位能够在轴向、水平及垂直方向进行移动以及微调,来满足不同组不同层发电机线棒的焊接。该钎焊压紧装置主要技术指标:外形尺寸为1 290 mm×500 mm×465 mm;气压力为0.5~0.8 MPa;气缸行程为200 mm;中频焊机加热频率在10 000 Hz左右;钎焊温度为720±30 ℃;钎焊保持时间为≤30 s;升温时间为≤60 s;钎焊压力为≥200 kg。该60 MW发电机转子线棒钎焊压紧装置,根据功能的不同分五个部分,见图1。
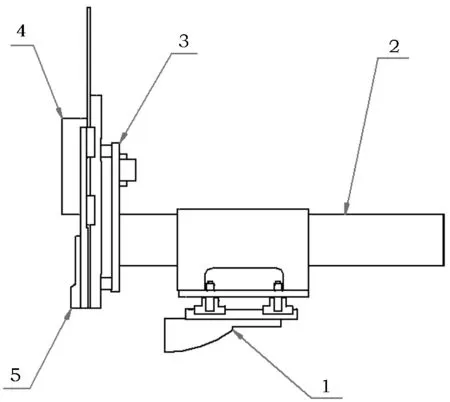
图1 60 MW汽轮发电机转子线棒钎焊压紧装置1.夹紧固定机构;2.支架和铝型材滑动梁;3.水平、垂直调整机构;4.气缸;5.中频感应器
工作时,在最底层一组的线棒下放置专用垫块,剪好的银焊料放置于线棒与连接片之间,调整钎焊压紧装置中轴向直线导轨与水平直线导轨的位置,使中频感应器的感应圈位于线圈焊接处的正上方。通过操作气动装置中的手动换向阀,使感应器沿垂直方向的直线导轨移动,来压紧线棒焊接处。启动脚踏开关,通励磁电流,感应器对线圈进行焊接。
2 结构设计
2.1 夹紧固定机构
夹紧固定机构(图2)的作用是把整个钎焊压紧装置固定在转子轴上,要求安装灵活方便且有足够的夹紧力。转子轴上开出的槽沿圆周径向分布,通过可移动调整的铰支块来适应槽间距,通过可旋转的U型支承和轴来适合槽径向的角度。
2.2 支架和铝型材滑动梁
支架和铝型材滑动梁除了承受较大的力矩,支撑整个装置外,还要求能前后移动,能够快速顺利地从第一组线圈移动到最后一组线圈,从而保证整体转子线圈的焊接。支架和铝型材滑动梁主要由铝型材(图3)和硬铝材质的支架组成,具有质量轻的特点。在铝型材两边安装有四组直线导轨,铝型材跟支架之间通过直线滑动副连接。支架后方安装可移动定位把手,把手处装有限位装置。选用的铝型材具有较好的机械性能,完全能够承受来自气缸的压力[2]。
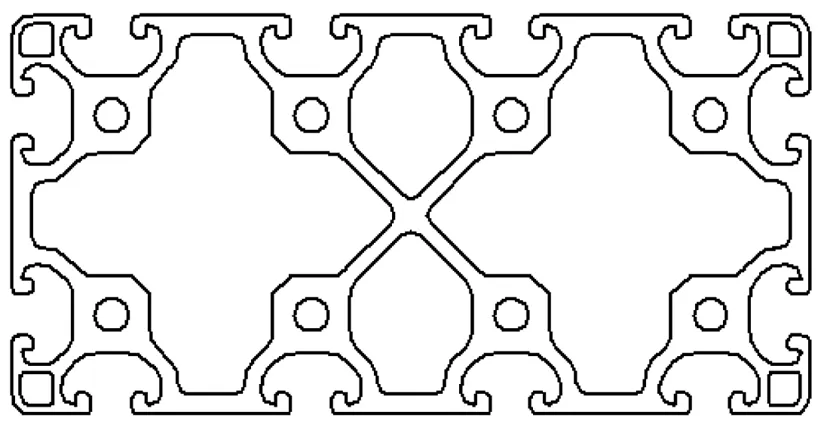
图3 铝型材
2.3 水平、垂直调整机构
水平、垂直调整机构(图4)的作用是调整中频感应器压头的位置,使其处于线圈焊点的正上方。主要由支撑板、横向滑板、中频感应器固定板、直线导轨和滑块等组成。其中支撑板通过螺栓与铝型材连接,前方安装两组水平方向直线导轨,导轨装有限位装置及定位夹具。横向滑板通过直线滑动副与支撑板连接,横向滑板通过手动调节实现水平方向移动。它与支撑板一样采用硬铝2A12材料,其前方安装两组垂直方向直线导轨,通过直线滑动副与中频感应器固定板连接。横向滑板的直线导轨一侧安装有气缸,气缸通过连接块与中频感应器固定板连接。此结构可通过控制气缸杠杆的伸缩来实现中频感应器在垂直方向上的移动。为保护垂直方向的直线导轨,靠近中频感应器的部位安装有聚四氟乙烯板来隔热。
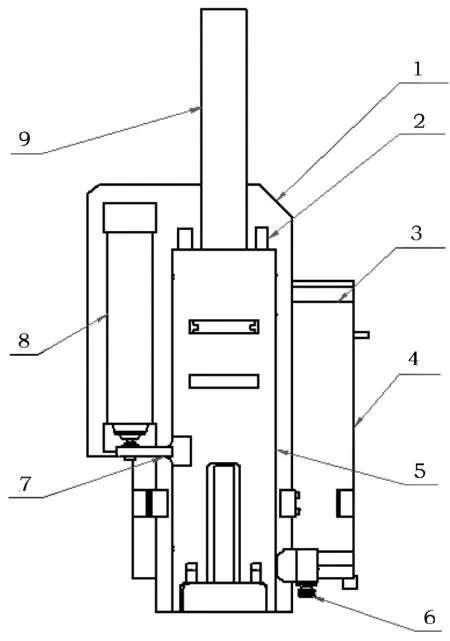
图4 水平、垂直调整机构1.横向滑板;2.垂直方向直线导轨;3.水平方向直线导轨;4.支撑板;5.中频感应器固定板;6.导轨定位夹具;7.连接块;8.气缸;9.电缆架
2.4 中频感应器
中频感应器中感应圈的形状与被焊转子线圈的截面和外形尺寸有关,我们根据转子线圈的形状确定采用环形感应圈[3]。在设计感应圈时,不仅考虑感应圈的大小、结构形状,同时还在感应圈上增加了铁磁增强器。该增强器选用0.2 mm含硅4%的硅钢片制成,大大降低了磁阻,从而提高了磁路耦合。实践证明我们设计的感应圈工件加热均匀、加热效果非常好,有足够的强度和准确度。感应圈采用水冷的方式进行冷却。
2.5 气动控制部分
气动控制部分(图5)包括压缩空气源、气缸、二位四通手动换向阀、单向节流阀、软管、各种管接头等气动元器件。各种气动元器件安装于横向滑板正反面上,使用压缩空气作为动力源,气压为0.5~0.8 MPa。采用行程为200 mm的轴向脚架式气缸,通过二位四通手动换向阀来控制开启的动作[4]。钎焊压力是对接头钎焊质量有着重要影响的工艺参数,通过选用合适的气源压力,配合尺寸合理的中频感应器,钎焊压力可达到或超过200 kg,确保焊接的转子线圈质量满足工艺要求。
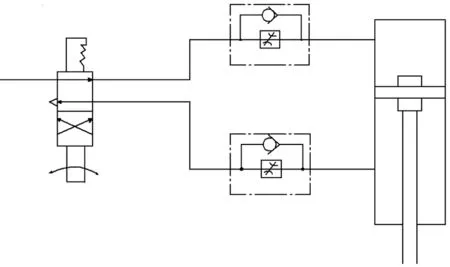
图5 气动控制部分示意图
3 结语
新式的60 MW汽轮发电机转子线棒钎焊压紧装置已经生产制造完成并交付使用。从工艺试验结果和产品生产的情况来看,该装置结构合理,操作灵活、方便,能够准确快速地移动到焊接点位置。装置整体刚度高,质量轻,工作效率高。中频感应器结构、尺寸设计合适,参数合理。气动系统结构简单、维修方便、气路畅通,反应迅速,保证了钎焊时有足够的压力。该装置具有广泛的适用性,从第一组线棒到最后一组线棒,从上部线棒到最下部线棒都能满足生产要求。钎焊压紧装置达到了我们焊接质量好,焊接速度快,操作方便可靠的要求,保证了空内冷60 MW汽轮发电机转子线圈的装配质量,并降低了生产成本,提高了整机生产能力。
猜你喜欢
水电与抽水蓄能(2022年3期)2022-07-17 12:29:52
科学家(2022年3期)2022-04-11 21:36:53
制造技术与机床(2018年12期)2018-12-23 02:41:02
制造技术与机床(2018年8期)2018-10-09 08:27:20
制造技术与机床(2017年8期)2017-11-27 02:09:58
制造技术与机床(2017年2期)2017-05-04 04:17:36
制造技术与机床(2017年12期)2017-02-02 07:05:07
河南科技(2015年15期)2015-03-11 16:25:47
太阳能(2015年6期)2015-02-28 17:09:26
大电机技术(2015年5期)2015-02-27 08:22:30
