
田湾核电站励磁机转子直流母线缺陷查找与更换
2018-09-22 08:06:56吴志强吴玟璇
上海大中型电机 2018年3期
吴志强,吴玟璇
(中核集团江苏核电有限公司,江苏连云港 222000)
0 引言
2015年10月5日,田湾核电站2号机组小修后,发电机励磁调节器进行空载启动,测量旋转二极管检测探头波形时,发现其中一个二极管回路信号相对较弱。为了消除此项缺陷,制定如下处理方案:检查整流器中二极管和熔断器是否异常、检查直流母线是否出现裂纹、检查检测探头是否异常。通过上述检查方案,在T209大修中发现编号为K3、K7、A8、A14的母线断裂。根据检查结果,由俄方用新型母线全部进行更换,完成后运往国内电机厂进行高速校动平衡工作。此次故障消除,表明母线断裂是造成故障报警的根本原因。
1 БВД-3400-3000У3型励磁机的基本情况介绍
田湾核电站1、2号机组励磁机是反向型同步发电机,励磁方式为无刷励磁。
型号:БВД-3400-3000У3
1.1 主要技术参数
励磁机在冷却介质额定温度下的额定数据如表1所示。
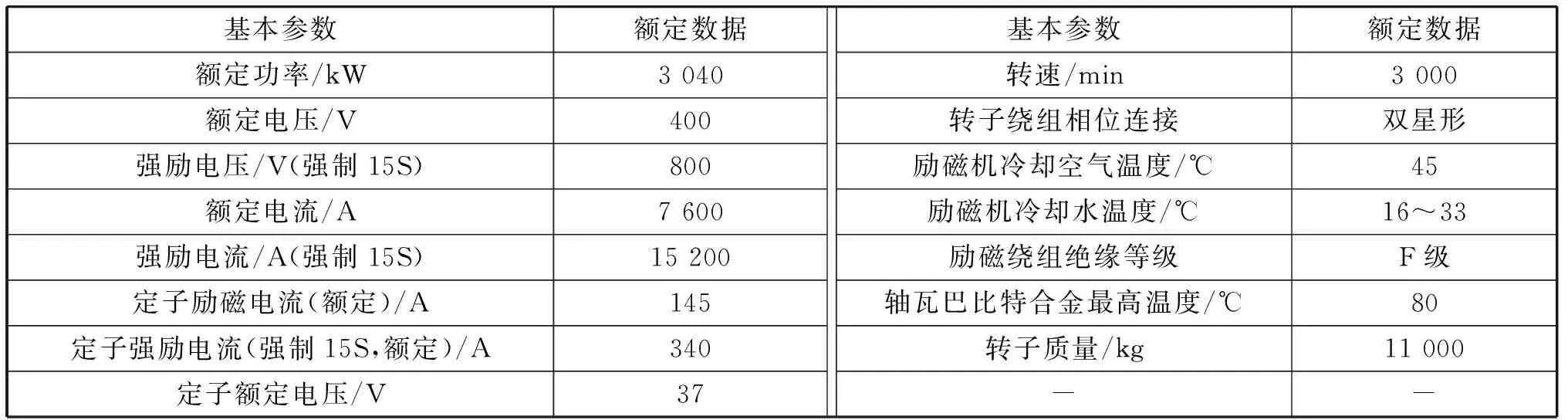
表1 励磁机额定工况下的主要技术参数
1.2 转子结构特点
励磁机转子部分主要由以下部件组成:转子铁心、转子绕组、旋转整流器、集电汇流环、支撑环、滑环、直流母线、联轴器,如图1所示。
1.2.1 转子铁心、绕组
转子铁心为0.5 mm厚的钢片叠层,叠层间形成径向通风风道,转子铁心安装在转子轴上,轴上留有轴向通风风道,与径向通风风道相通。冷却气体从转子端部进入转子轴向通风风道,然后穿过转子径向孔道、冷却绕组、铁心、转子表面。
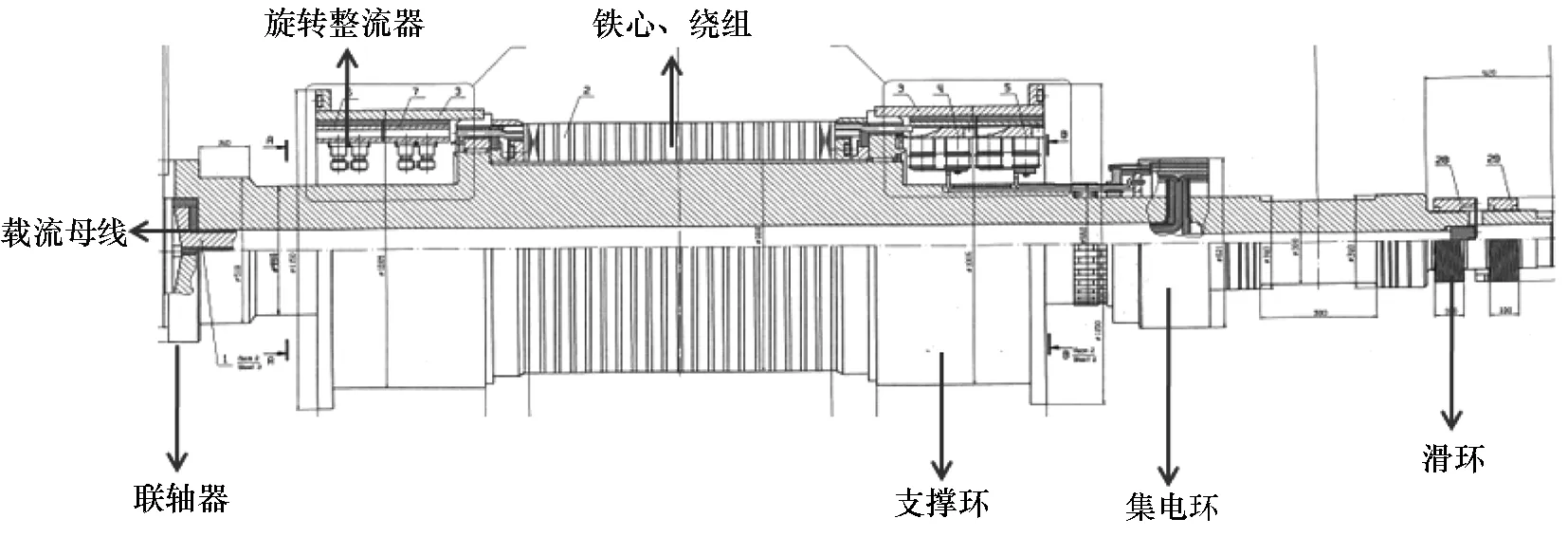
图1 励磁机转子结构示意图
转子电枢槽内放有两个同相的三相绕组,转子绕组90槽,绕组连接成两个星型,放置在绕组狭槽内。每相绕组由5条平行支路组成,转子绕组分段,用玻璃布基层支撑的槽楔块固定在铁心狭槽内。放在支撑环突出部分下部的铜环实现转子绕组与双星型接线的电连接。
1.2.2 旋转整流器
旋转整流器的主要作用是将励磁机转子产生的250 Hz的交流电转换为直流电。旋转整流器共有两组,布置在励磁机转子绕组端部,由60个“整流器组件”组成,如图2所示,每个整流器组件由散热器、二极管、熔断器和阻容保护器构成。
1.2.3 集电环与直流母线
60根直流母线放置在转子轴的30个轴向槽中,并用绝缘槽楔块压紧。经旋转整流器整流后的直流电,通过60根直流母线引至集电环处,其中30根正极引线和30根负极引线分别并行连接,通过位于集电环内转子轴上四个径向孔内的汇流母线与励磁机转子的载流母线的正负极相连接,如图3所示。因此,直流母线是直流励磁电流的传递枢纽,直流母线故障将直接导致机组失磁,影响机组安全稳定运行。

1.励磁机导电线棒;2.绝缘母线;3.直流绝缘母线;4.散热器;5.熔断器;6.阻容保护器;7.二极管;8.绝缘块;9.V型护环;10.绝缘环;11.扇形钢座图2 自由侧整流器示意图
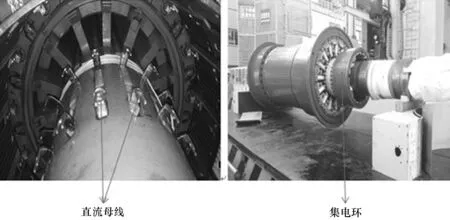
图3 集电环与直流母线实物图
1.3 缺陷描述
2015年10月5日,2号机组小修后,发电机励磁调节器进行空载启动,测量旋转二极管检测探头波形时,发现其中一个二极管回路信号相对较弱。由于励磁机在高速运转中,无法对内部进行仔细检查。故提出如下处理方案:停机检查整流器中二极管和熔断器是否异常、检查直流母线是否出现裂纹、检查检测探头是否异常。经过大修期间对励磁机本体的检查,发现编号为K3、K7、A8、A14的母线断裂,并由俄方厂家对全部母线进行更换。
2 原因分析及处理
2.1 原因分析
在一期调试期间进行的二极管监测装置整定回路试验。经验分析测量二极管完全断开,其波形应该是完全消失的;目前状况为该回路仍有电流,只是信号较弱,所以排除二极管熔断器完全断开的可能性。信号较弱原因可能为测量探头异常、熔断器异常、二极管回路异常以及直流母线出现裂纹等。由于励磁机转子在高速运转,无法对其内部进行全面检查。
2.2 缺陷查找
根据2.1所述,运行期间无法对励磁机转子本体内部进行检查,只能待停机检修时将励磁机解体,对本体进行全面检查。
2.2.1 励磁机本体检查
判断整流器中熔断器或二极管是否损坏,若有异常需更换备件。
(1) 拆除整流器进行外观检查,判断整流器是否存在异常;
(2) 测量熔断器电阻,判断是否损坏;
(3) 二极管进行反向耐压试验,判断其是否被击穿损坏;
判断直流母线是否存在裂纹。若存在裂纹,需与厂家沟通进行母线的更换工作。
(1) 对直流母线进行外观检查,判断是否有裂纹;
(2) 对单根直流母线直阻进行测量,并进行横向对比,各根直流母线间阻值相差不应超过3%,若不合格则表明该段母线可能存在裂纹;
(3) 对直流母线进行通流试验,使用红外成像仪观察其温度,若存在温度异常升高现象,表明该段母线可能存在裂纹。
2.2.2 励磁检测系统检查
(1) 检查励磁机旋转二极管检测探头是否异常;
(2) 对旋转二极管检测装置进行改进,采取抗干扰措施,增加波形显示功能。
2.3 处理方案
在T209大修期间,根据2.2所述对励磁机本体和励磁系统检查时,发现直流母线K3、K7、A8、A14不导通,K1、K6、K26直阻偏大,手动检查时发现K7母线直角拐弯处断裂,如图4所示。根据检查情况及俄方厂家意见,决定由俄方厂家人员在田湾现场将励磁机转子全部直流母线进行更换,工作完成后运往上海电机厂进行动平衡及超速试验。

图4 K7直流母线直角拐弯处断裂
2.3.1 直流母线更换
(1) 将转子放置于滚动支架上,以便可以旋转转子;
(2) 拆除两侧整流器、自由侧无纬绑扎带、支撑环固定螺栓、导电板及集电环固定螺栓和垫片并做好标记;
(3) 拆除支撑环(轴颈上缠上橡胶,以保护轴颈避免受到机械损伤)、导电板与软载流母线的固定螺栓;
(4) 拆除两侧母线压紧槽楔、软载流母线伸出轴位置处绝缘;
(6) 拆除两侧直流母线、集流孔眼内绝缘衬套;
(7) 清理槽内绝缘,用量规检查燕尾槽清洁度并安装新的集流孔眼内绝缘衬套;
(8) 安装槽衬、槽底和层间垫条,回装上、下层直流引线并用槽口楔临时固定;
(9) 回装固定零部件;
(10) 回装自由侧无纬带并将转子运至烘房对无纬带进行加热固化。
3 直流引线断裂原因分析
剥除断裂的直流引线绝缘,检查母材发现断裂位置位于母线爪部一端的弯头部位,断裂面大体垂直于母线板片的表面;断口附近的弯头处及爪部表面呈黑褐氧化色,而远离弯头的平直处母线表面则为黄褐色;弯头处黑褐色氧化色的出现表明该处存在高温加热现象,如图5所示。
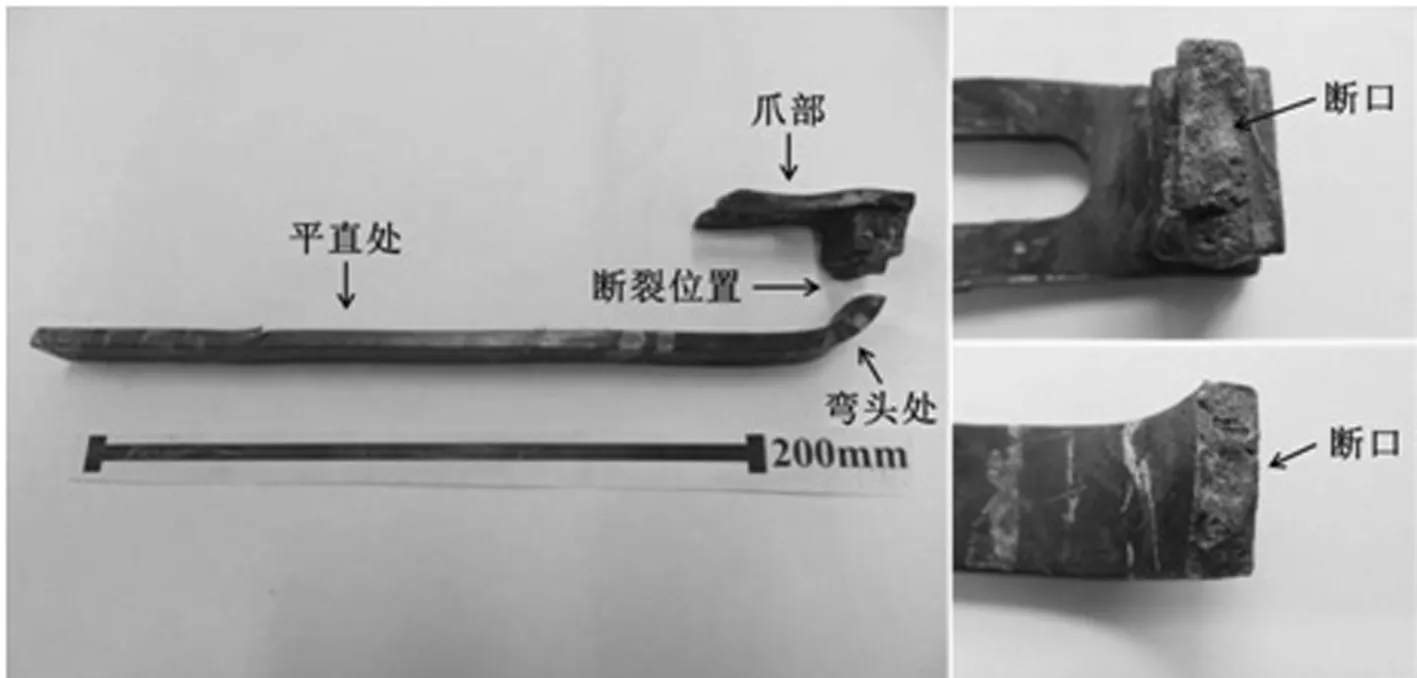
图5 断裂的直流母线剥除绝缘后外观
根据金相分析,引线弯头处外层和芯部存在组织不均匀现象,外层组织较粗、晶粒度为4~5级,芯部组织较细、晶粒度6级,外层晶粒明显大于芯部,而直线段不存在该现象,外层和芯部均为6级,断口处金相分析图如图6所示。硬度测试表明,母线平直处、弯头处的外层和芯部,硬度均有所差异,外层硬度高于芯部,同时弯头处的外层硬度低于平直处的相同部位。分析表明上述现象由该处弯头处弯制加工过程中的高温加热引起。
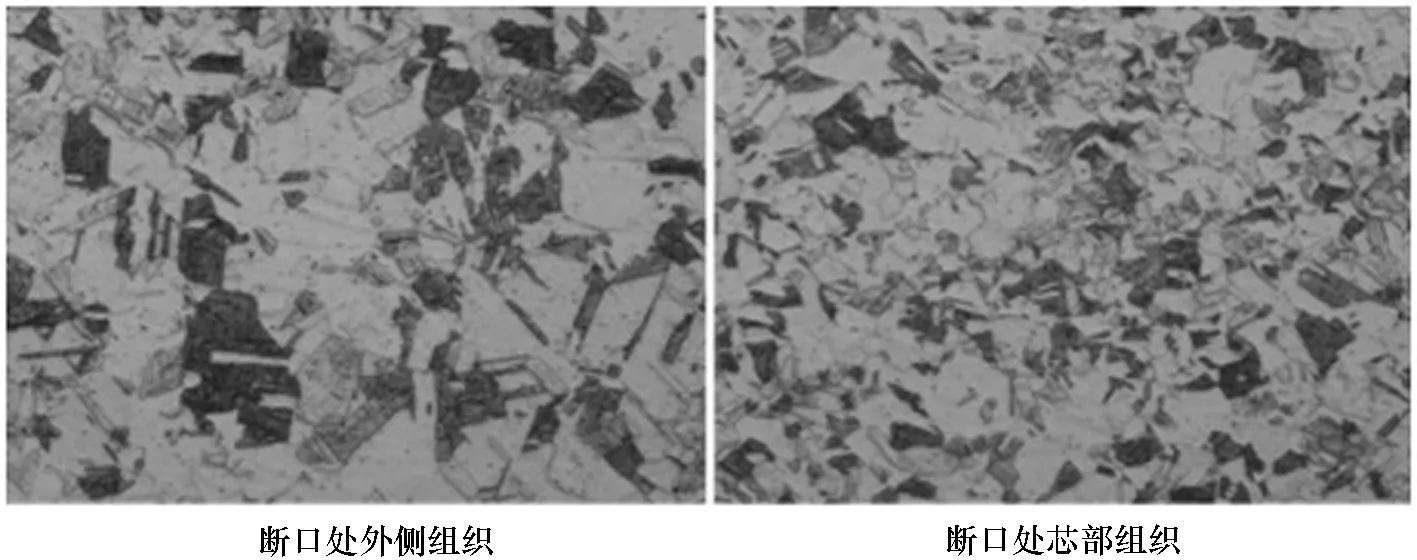
图6 断口处金相分析图
由扫描电镜分析可知,靠外弧侧和靠内弧侧断口上均可见摩擦挤压痕迹,同时在断口上可见疲劳辉纹和芯部区域“韧窝花样”,呈现出疲劳断裂的形貌特征,且疲劳裂纹分别起源于内弧侧和外弧侧的表面,由表面向内部扩展,最终断裂区在母线的芯部区域。此外,在断口上还可见大量的材料高温灼伤痕迹,该高温灼伤也应与断裂后产生了大电流电弧作用有关。断口处扫描电镜图如图7所示。
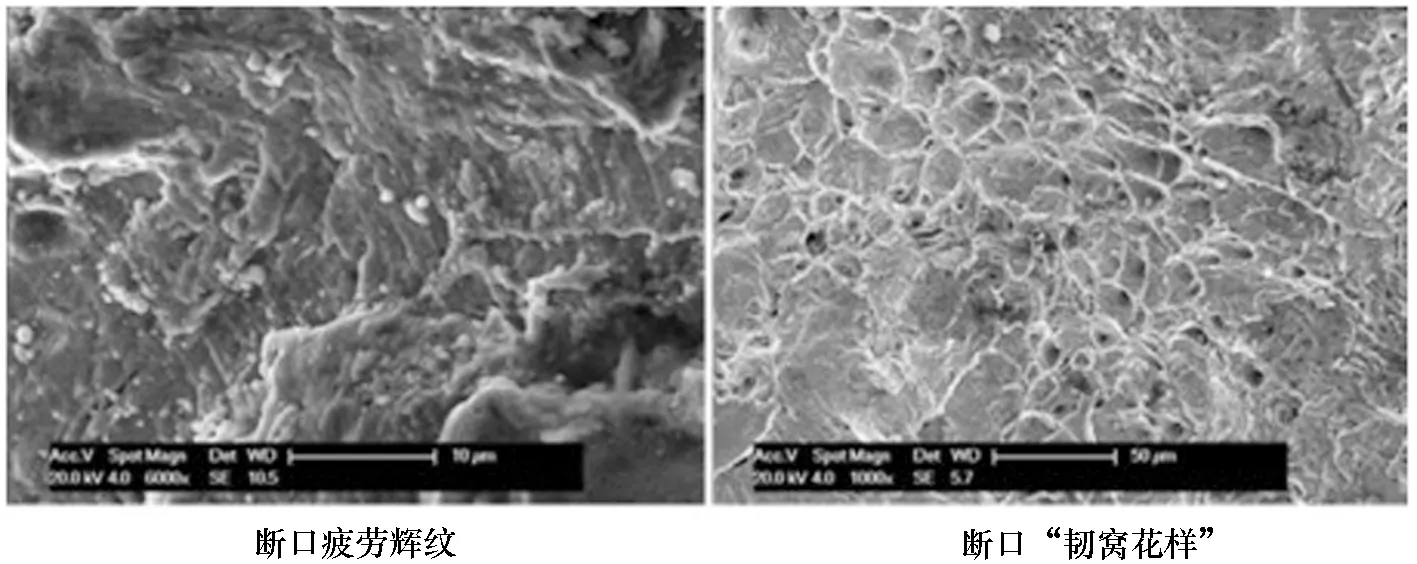
图7 断口处扫描电镜图
制造厂在加工该类引线弯头部位时,采用高温加热后弯制工艺,弯头处存在加工热应力;适配安装整流器时需再次挤压使直流引线变形,引线弯头处将再次承受部分应力。
综上,通过对直流引线材料失效分析和制造安装工艺分析可知,直流引线断裂的原因为引线在弯头制作和安装时,存在损伤,并承受了较大的的热应力和机械应力,运行期间在转子高速旋转产生的离心力和电磁力等交变应力的作用下产生疲劳断裂。
4 结论
通过此次励磁系统故障检查处理,说明励磁机转子直流母线断裂是造成故障报警的根本原因。此次消除俄制励磁机转子故障的方法,为今后类似故障的排除提供了借鉴。
猜你喜欢
天然气与石油(2022年4期)2022-09-21 01:45:22
核科学与工程(2021年4期)2022-01-12 06:29:42
大电机技术(2021年6期)2021-12-06 02:52:40
科学家(2021年24期)2021-04-25 17:55:12
防爆电机(2019年1期)2019-01-25 07:02:04
发明与创新(2018年17期)2018-08-09 09:24:22
幼儿教育·父母孩子版(2017年1期)2017-04-05 02:15:47
通信电源技术(2016年4期)2016-04-04 02:57:16
现代制造技术与装备(2015年4期)2015-12-23 10:20:20
电源技术(2015年1期)2015-08-22 11:16:26
