
圆环正弦曲线数控铣床编程加工探究
2018-09-19 12:09肖鹏,徐鹏,牛鸣
时代农机 2018年7期
肖 鹏,徐 鹏,牛 鸣
(1.大连科技学院,辽宁 大连 116052;2.大连机床集团,辽宁 大连 116052)
数控编程作为数控加工的首要环节之一,其编程的程序段长短直接影响后序加工的加工效率和质量要求。数控编程分为手工编程与CAM软件编程两种,目前针对国内企业使用的数控设备,大多是普通数控机床和少量五轴或是多轴高精密机床。对于普通数控机床其本身存储空间有限,无法进行高速切削加工的缺陷,因此,最大限度的发挥普通数控机床的加工效率,编制简洁的数控程序,使繁琐的加工变的简洁高效。对现实加工来说有着重要的实际意义,在这里就对在机床加工中运用的宏程序介绍给大家,以此能帮助读者提高数控编程的方法与技巧。
1 材料分析与程序编制
1.1 二维圆环正弦曲线加工

图1
图1是在140*140的方料上铣削宽为8的环形槽,此槽为正弦曲线,深度为2,只需对其进行精加工,选用Ф8键槽铣刀。曲线槽的平面展开见图2。
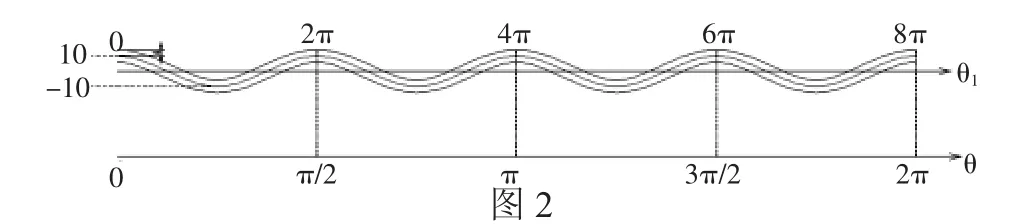
图2
可以看出正弦曲线的周期1与圆的周期的比为4:1,1=4。图中蓝色的曲线为刀心轨迹的正弦曲线,其方程式为:10sin(90+1),此曲线每一点到原点的距离为10sin(90+1)+50。设环形正弦曲线每一点到原点的距离为R,则对应的X=Rcos,Y=Rsin。具体宏程序见表1。
1.2 三维圆环正弦曲线的加工
由Ф120和Ф80外径和内径组成如图所示140×140的方料上有一圆环凸台,设凸台内外,设凸台内外等高为30,其平面展开图3如下。

表1
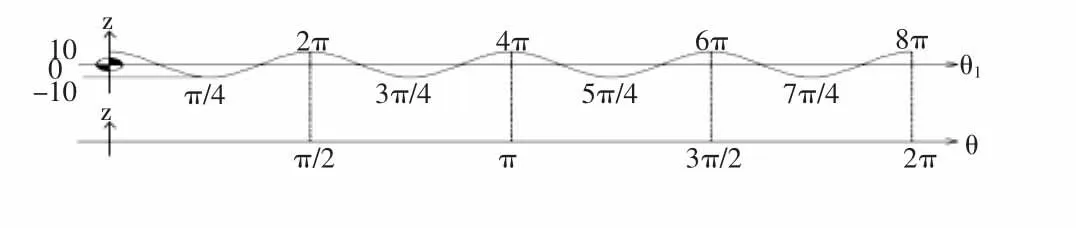
图3
从平面展开图可以看出此端面曲线在Z方向做正弦曲线运动,参数程为在 XY 平面做圆周运动,参数方程为从图中还可以看出Z方向正弦曲线运动的周期与XY平面圆周运功的周期比为4:1,即1=4,这样以正弦曲线角度变化来确定圆周角度的变化,范围从 0°~360°。
刀具选择棱锥雕刻铣刀,刀具运动轨迹为由上至下(加工前端面是平的),由外向内(从 Ф120~Ф80),逆时针加工端面三维圆环曲线。编程思路同上。
2 结语
借助CAD软件平台,把刀具的路径具体的表现出来。上述的宏程序作为辅助的参考。期望运用最简洁的加工方法,解决圆环正弦曲线相关问题及思路。对数控铣床程序编制有一定的帮助。
猜你喜欢
数学年刊A辑(中文版)(2022年4期)2022-02-16
智能制造(2021年4期)2021-11-04
现代畜牧科技(2021年4期)2021-07-21
现代畜牧科技(2021年5期)2021-07-20
制造技术与机床(2019年10期)2019-10-26
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2017年11期)2017-12-18
小天使·二年级语数英综合(2017年10期)2017-10-31
现代工业经济和信息化(2016年12期)2016-05-17
现代工业经济和信息化(2016年3期)2016-05-17
