
ACS6000中压传动在高线轧机系统中的应用
2018-09-14 11:31攀钢钒攀枝花金属制品有限公司
电子世界 2018年17期
攀钢钒攀枝花金属制品有限公司 刘 宾
0 引言
攀枝花金属制品有限公司高速线材生产线,精轧机和TMB减定径轧机采用意大利达涅利工艺技术。两台同步电机驱动装置采用了ABB公司开发制造的ACS6000中压变频调速传动控制系统,它是ABB公司推出的大功率同步电动机的中压传动无级调速系统。金属制品公司传动装置容量选用22MW直流整流单元装置,通过公共直流母线驱动一台11MW和一台9MW逆变器,分别控制两套交流同步电动机,完成轧机速度控制。实现线材系统高速连续轧制工艺控制。本文主要介绍ABB ACS6000中压变频器的组成结构、核心单元原理及其功能,停机操作安全、运行注意事项。
1 ACS6000传动系统构成
高速线材生产线精轧机组和减定径机组主传动大电机分别采用了1台6300kW和1台3600kW交流同步电机,额定电压3160V,传动控制系统采用ACS6000交-直-交中压传动系统,其整流装置核心元件采用IGCT,完成将6.3KV高压整流成4800V直流,由于容量问题,采用了2套整流装置并联完成。2套独立的逆变装置分别完成Daniel的精轧机AGV主电动机和TMB1减定径辅电动机;冷却系统采用集中水冷方式。励磁单元为独立的两套可控硅整流桥结构。
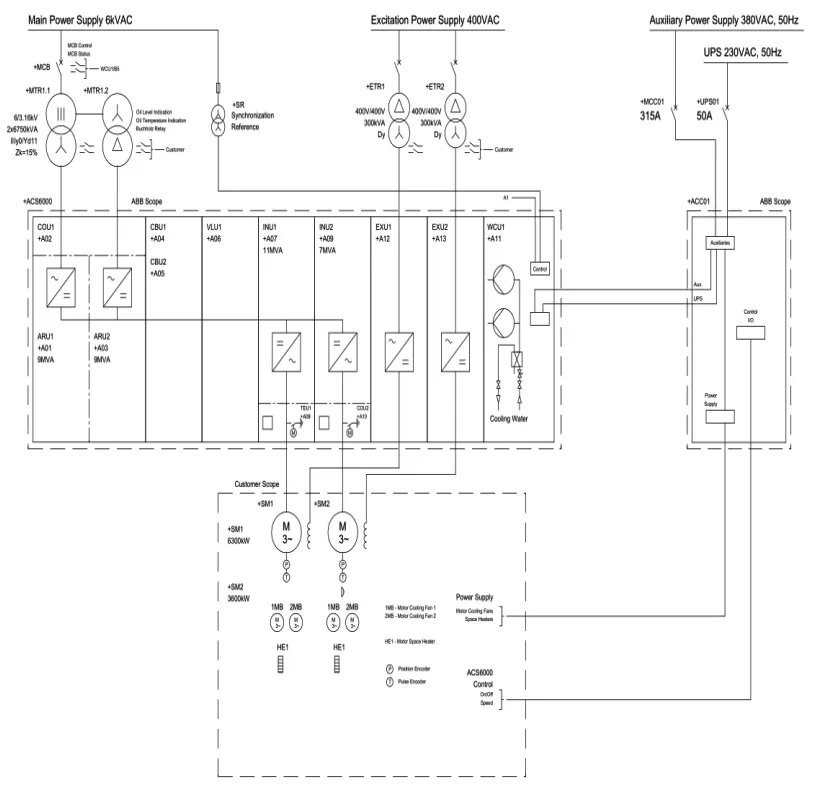
图1 ACS6000系统原理框图
中压变频器ACS6000系统组成:
ACS6000传动系统拖动AGV精轧和TMB两台同步电机,装置由一套两台整流单元,缩写为:ARU;电容辅助单元,缩写为CBU、一套11MW逆变器和一套9MW逆变器、同步电机的独立磁场励磁单元两套、每台电机的两个控制单元、全系统的水冷装置、保护限幅单元,以及辅助电源系统柜等组成,见图1。
2 ACS6000系统的几个主要特点
2.1 完备的人员安全措施
2.1.1 接地开关(图2)
电容器CUB柜门安装的接地开关保证了维修服务人员的正常工作安全。接地开关连接正极、负极和中性母线接地,确保电源电压已经为零。DC母线上的电容器上的电压在作业进入带电区前已经被放电。电容器柜门用安全接地开关连锁。

图2 接地开关原理框图

表1 IGCT技术与GTO和IGBT的比较
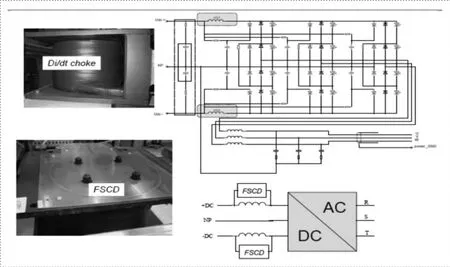
图3 ACS6000电流限制原理
当DC母线放电到安全水平时,一个黄色灯GND SWITCH UNLOCK(位于CBU柜的前端)指示。当黄灯熄灭时,系统主回路带电,绝对不能转动接地开关。
接地开关的状态接点连接到1#INU的S800(-A2541/D106),CBU GROUND SWITCH OPEN(接地开关闭合状态连接到-A2541/D07)提供系统联锁保护。
2.1.2 安全电磁锁门锁机构
所有的高压柜门机构(ARU、INV、CBU模块)都有电磁锁机构,在DC母线有电时电磁门锁闭合,防止人员进入发生触电事故。当DC母线电压小于50V时,电磁锁机构释放,并且闭合接地开关打开柜门。
电磁门锁机构的释放可以通过1#INU的S800(-A2541/D07)释放接地开关释放,一旦接地开关闭合,传动在安全状态,可以对系统进行检修。
2.2 先进的IGCT功率器件
集成化门极换流晶闸管(英文缩写IGCT)系ABB公司专门开发的中压大功率变频器的以半导体为核心的电子开关器件。同时具有了高速电子开关、门级控制高压阻断关断功能和开关导通时的低消耗特性,所以由新型元件构成的变频器,性能更好,效率更高。它是以GTO(门极关断晶闸管)为基础进行改进的器件,它是集中了两者的优点的电子元件,优良的关断控制特性带来了电路设计的简化,取消了普通晶闸管的关断吸收元件。所以逆变器设计简单,损耗减小,响应时间更快,可靠性更好。
IGCT的性能对比见表1。
2.3 无熔丝跳闸保护系统(图3)
常规的整流保护采用快速熔断器进行设备保护,由于中压传动系统容量大,导致高速快融可靠性降低,同时出现故障后,更换元件时间长,快融的保护动作精度可靠性低。导致事故时间大大延长。由于考虑大容量高速快熔的不可靠性可能会引起设备故障、成本高、难于精确制造、精度差、更换时间较长等缺点,所以在ABB的中压传动系统ACS6000中使用了全新的了全触发保护方式——取消快融保险。在支路桥臂的控制脉冲紊乱或IGCT元件故障导致直接短路故障时,较大的短路电流在短路保护装置(缩写FSCD)中产生不正常的电压,该电压发送给逆变器的接口板发出光信号。故障判断装置板判断出接受到的光信号不正常,立即由逆变装置板光纤回路,迅速让全部逆变器发出导通脉冲,导致所有IGCT元件控制脉冲导通,极大的降低故障支路的短路过流分量。发生事故进程的全触发保护同时,逆变器装置班发出分闸命令,切断高压侧电源断路器,切断电源,完成保护功能。
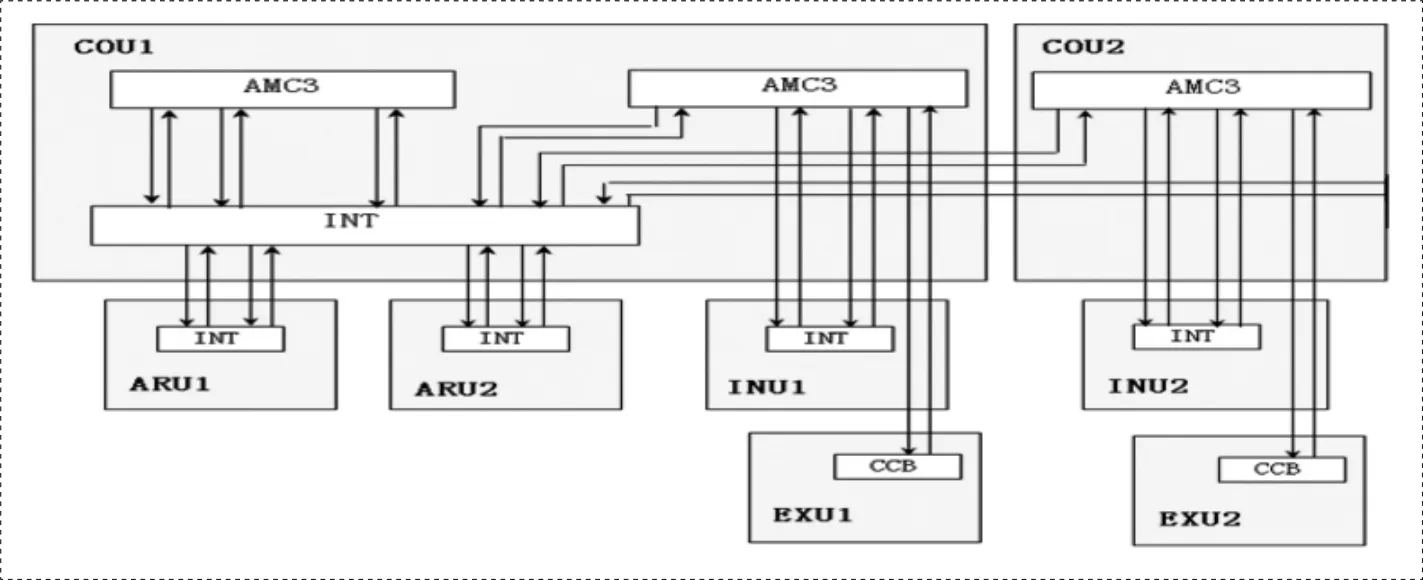
图4 AMC3连接控制原理

图5 ACS6000传动系统图

图6 定位波形图
2.4 AMC3控制器(电机控制器)
全数字化的控制信息交换系统,通过电机控制器AMC3完成。电机控制器AMC3是逆变装置的主控板,通过它完成同步电机逆变装置和直流整流装置的信号处理。数据交换均采用光纤直接连接,提高了系统相应能力和抗干扰能力(图4)。
ACM3主要功能为:
连接PC,在线监控;连接INT板,对ARU实现控制;
连接INT板,对INU实现控制;通过INT板实现AMC之间通讯;
连接CCB板对EXU实现控制;
连接编码器,对电机速度与位置进行控制;
连S800 I/O模块;对各继电器、传感器等元件控制;
连AC80,对主电机配套设备控制;连接操作面板。
3 运行中的注意事项
3.1 各传动柜安全操作要点
ACS6000传动装置布置见图5,各传动装置由于是6KV和3150V高压,在传动装置处于不同状态时的安全操作见表2。

表2 安全操作要点
3.2 同步电机的定位
同步电机采用了绝对值编码器进行角度定位,每次更换/检查编码器后,由于编码器角度和电机相对关系发生了编号,因此均需要对编码器进行角度定位,定位波形见图6。
4 运行效果
ACS6000传动系统因自身优势特点。在实际生产应用过程中,能够实现传动设备应用效率和稳定性的提高。保证了高线生产过程生产质量和效率。我厂高线系统运行半年来看,系统运行稳定,无故障。
猜你喜欢
中国造纸(2022年8期)2022-11-24
一重技术(2021年5期)2022-01-18
防爆电机(2020年6期)2020-12-14
测控技术(2018年5期)2018-12-09
电子制作(2018年10期)2018-08-04
光学精密工程(2016年3期)2016-11-07
大电机技术(2015年5期)2015-02-27
食品工程(2014年2期)2014-04-08
电测与仪表(2014年14期)2014-04-04
组合机床与自动化加工技术(2014年12期)2014-03-01
