
影响铜电解槽电压因素的探讨
2018-09-11 02:46曾绍武
铜业工程 2018年4期
曾绍武
(江西铜业集团公司 贵溪冶炼厂,江西 贵溪 335424)
1 引言
贵溪冶炼厂已经成为年产百万吨阴极铜的世界第一大单个铜冶炼厂,电耗直接关系到我厂生产成本的高低,是铜电解生产的主要技术经济指标,它的好坏标志着铜电解生产水平的高低,而槽电压是影响直流电耗的重要因素,槽电压的控制就显得尤为重要。
直流电耗的计算公式如下:
式中:W为直流电耗(Kwh/t);E为槽电压(V);η为电流效率(%);q为金属的电化学当量,对于二价铜为 1.186(g/(A·h))。
槽电压由以下几个部分组成:

式中:E为槽电压;φ+为阳极电位;φ-为阴极电位;EL为电解液电压降;Econ为导体上的电压降;Ep为槽内各接触点电压降。
由以上两式可知,直流电耗与槽电压成正比,与电流效率成反比。槽电压则包括阳极电位、阴极电位、电解液电阻所引起的电压降、导体上的电压降以及槽内各接触点的电压降等 。一般工厂的电流效率都在90%~98%(国内为95%~98%),波动范围不大。而槽电压由于受电流密度、电解液成分以及温度、阳极组成等因素的影响而波动范围较大[1],因而对阴极铜直流电耗具有更大的影响。
2 影响铜电解槽电压因素的探讨
影响槽电压的因素很多,目前通常认为电解液成分、电解液温度及循环速度、电流密度、极间距、阴极断耳和残极率和阳极成分等能对槽电压产生影响,槽电压包括阳极电位、阴极电位、电解液电阻所引起的电压降、导体上的电压降以及槽内各接触点的电压降等 ,以下根据生产实践就这些因素对槽电压的影响进行分析探讨。
2.1 电解液电压降
2.1.1 电解液成分
电解液电阻随杂质含量升高而升高,随酸度的增加而降低,随铜含量增加而增大,采用低杂质高酸低铜的电解液对降低槽电压有利。然而电解液酸度过大会降低电解液中硫酸铜的溶解度易引起阳极钝化,使槽电压急剧升高[2]。
据相关研究介绍[3],电解液的比电导是对电解液导电性能的具体表示。研究指出,在温度为40~70℃范围内,电解液主要成分为Cu2+30~60g/L、Ni2+0~30g/L、HSO100~200g/L的条件下,电解液
24的比电导与其成分及温度的关系为:

式中:Cu、Ni、K分别表示Cu2+、Ni2+和H2SO4的浓度(g/L);t为电解液温度(℃);r为比电导(S/cm)。
影响比电导显著性的顺序为:硫酸浓度>电解液温度>Ni2+浓度>Cu2+浓度。
电解液成分因各厂的阳极成分、电流密度、电解液净化能力等电解技术条件不同而有所不同,表1是我厂2013~2015年电解液主要成分、温度控制温度范围和直流单耗统计记录。

表1 贵溪冶炼厂2013~2015年电解液主要成分、温度控制温度范围和直流单耗统统计记录
2.1.2 电解液温度及循环速度
电解液温度控制和循环速度对铜电解生产有重要影响。提高电解液温度有利于降低电解液粘度,使漂浮阳极泥容易沉降,增加各种离子的扩散速度,减少电解液电阻,从而降低槽电压。而过高的电解液温度也会对生产带来不利影响,过高的电解液温度会使添加剂分解速度加快,消耗能源、恶化工作环境,加剧铜在电解液中的化学溶解,使电解液含铜增加,增大电解液电阻,从而使槽电压升高。我厂电解液温度一般控制在60~65℃之间。
电解液循环速度大小主要取决于电流密度,电流密度越大,要求的循环速度越大,表2是电流密度与循环速度的一般关系[1]。

表2 电流密度与循环速度的一般关系
2.1.3 电流密度
电流密度一般是指阴极电流密度,即单位阴极板面积上通过的电流强度[1]。提高电流密度会使阴、阳极电位差加大,同时电解液的电压降、接触点和导体上的电压损失增加,从而增加了槽电压[4]。
电流密度计算公式如下:

式中:Dk为阴极电流密度(A/m2);A为通过的电流强度(A);L为阴极的有效长度(浸入电解液中的深度)(m);W为阴极的宽度(m);n为每槽装入的阴极片数(槽内两端放阴极时按2n-2,否则按2n计算)。
由此式可知,在其他技术条件不变的情况下,改变通过的电流强度、阴极浸入电解液的深度以及每槽装入的阴极片数都能改变电流密度,从而影响槽电压。
我厂电解车间一系列2015年6月初电流由27800A降至25500A,图1、图2分别是5月和7月的直流单耗记录和电效记录,为避免降电流后直流单耗的异常波动和计算误差,两个记录时间相隔一个月。
由图可以看出,降电流后,直流单耗明显下降,而电效没有明显变化,这说明槽电压下降了,从而说明降低电流强度可以减小槽电压。
阴极浸入电解液后,正常宽度是不变的,而有效长度则随槽内电解液液位高低变化,我厂应对不同情况下的电铜生产有多个液位控制标准,每槽电解液液位高低也随生产计划在变化,阴极的有效长度也在发生变化。图3是一组16槽电解槽同一时间段相同控制条件下高液位和低液位的槽电压记录曲线。由图可以看出电解槽内保持高液位时,槽电压明显比低液位时低,说明阴极有效长度越长,槽电压越低。
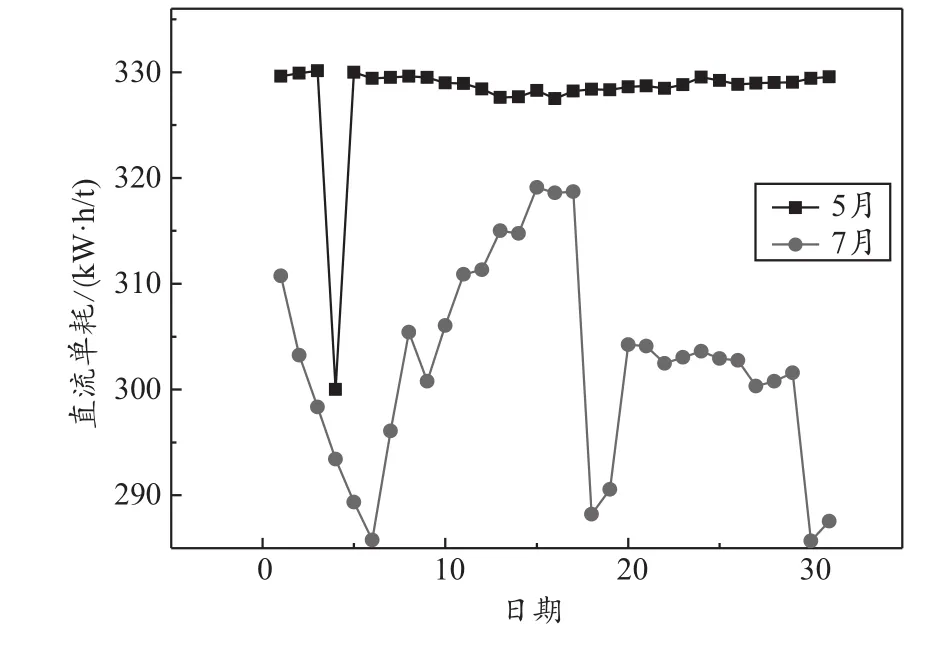
图1 5月和7月直流单耗记录曲线

图2 5月和7月电效记录曲线
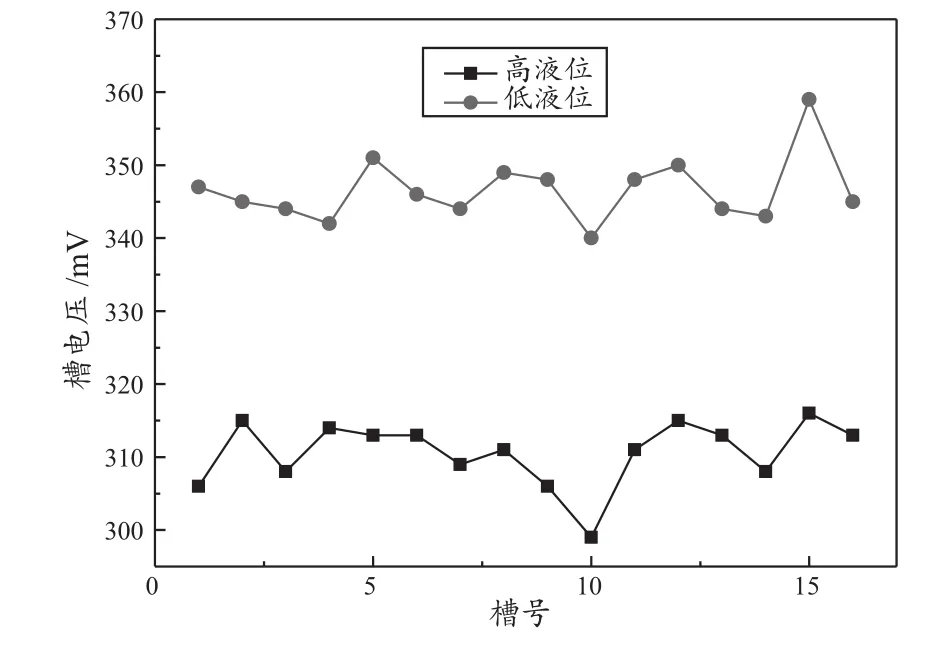
图3 高液位和低液位下槽电压记录曲线
2.1.4 极间距
极间距的增大会使阴阳极间电解液电阻增大,同时增大了阴阳极电位差;另一方面,在电解槽尺寸不变时,极间距增大会减少阴阳极块数,增大电流密度。电解液电压降与极间距、电流密度的关系如下[5]:

式中:E为电解液的电压降(V);Dk为阴极电流密度(A/m2);ρ为电解液的电阻率(Ω·m);L为极间距(m)。
因此,增大极间距会加大槽电压。生产过程中,极间距不会随意改变,不过随着电解生产的进行,阴阳极之间距离会逐渐增大,从而加大槽电压。我厂阳极周期分前后半周期,图4是一组16槽电解槽在相同阳极和相同控制条件下处于阳极前半周期和阳极后半周期相同通电时间时的槽电压,可以明显看到后半周期槽电压相对较高,这是因为后半周期阳极变薄,阴阳极极间距增大,电解液电阻增大。

图4 阳极前后半周期槽电压记录曲线
2.2 导体上的电压降
2.2.1 阴极断耳
传统工艺铜电解过程中的始极片吊耳会出现断落情况,使电铜掉入电解槽内而不参与电解反应,导致阴极通电块数减少。导电棒被玻璃钢等绝缘物附着使阴极不通电也会减少阴极通电块数。图5是相同阳极和工艺条件下,正常阴极块数和减少8块阴极的两槽电解槽通电生产48h槽压稳定后一整天的槽压记录曲线,记录时每隔2h记录一次。可以看出减少阴极块数后,槽电压明显升高。
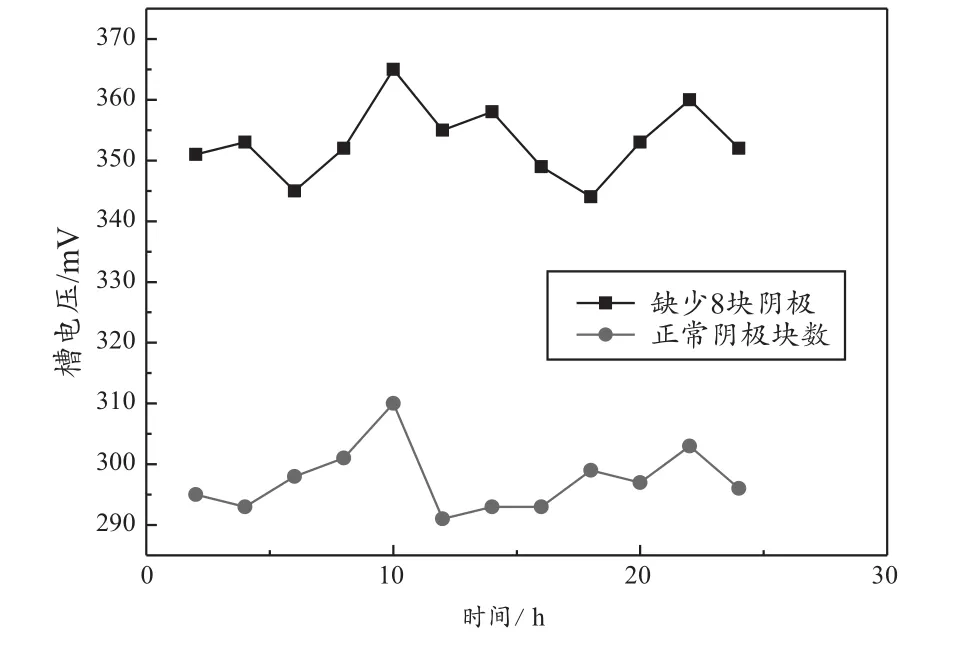
图5 正常阴极块数和减少8块阴极槽电压记录曲线
2.2.2 残极率
残极率的高低直接与成本有关,残极率高会直接提升回炉成本,因此在生产过程中我们都尽量降低残极率,但是残极率主要与阳极本身的物理规格和成分有关,在电解过程中一味追求低残极率会使槽电压急剧升高。这是因为铜电解后期,残极表面积已经大幅缩小,同时由于追求低残极率,残极表面积进一步减小,阳极断耳现象会大量发生,这就使得电解槽内实际通电的阳极有效面积大大减小,阳极上的电流密度大大提高,槽电压急剧升高。
我厂电解车间二系列采用的是ISA法工艺,正常生产中不存在阴极断耳现象,图6是我厂电解车间二系列2014年4月残极率和阳极断耳数记录曲线,由图可以看出残极率下降时残极断耳数增多。
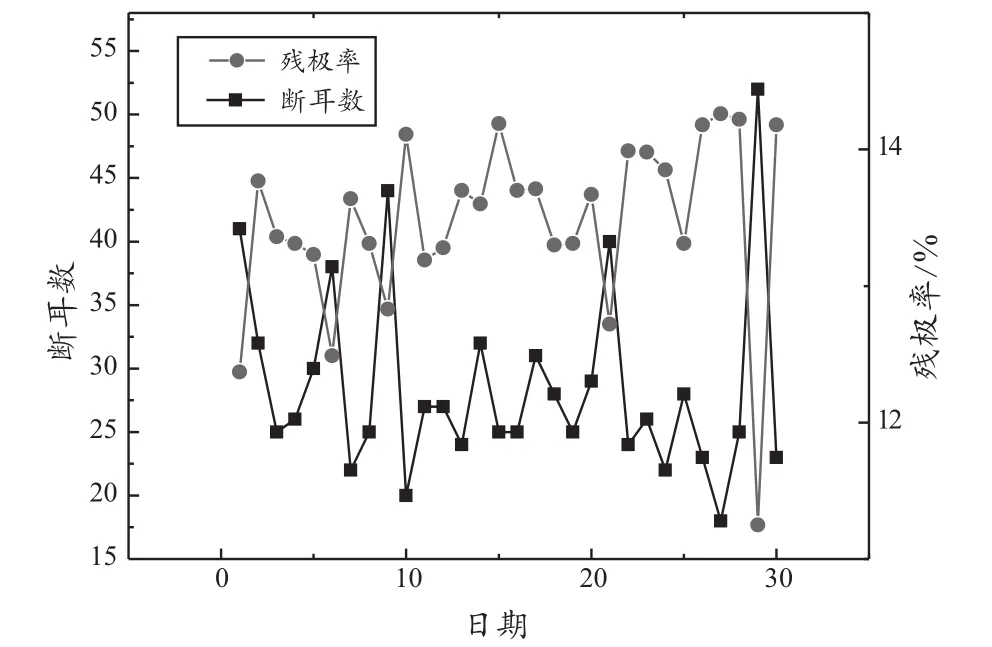
图6 二系列残极率和阳极断耳数记录曲线
2.2.3 阳极成分
铜电解精炼的阳极是一种含有多种元素的合金,在电解过程中除需要提炼的有价元素外,其他都是杂质元素,这些杂质在电解过程中会出现强烈的化学反应变化和物相变化,对阳极钝化、阴极质量、电解液净化以及从阳极泥中回收有价元素均有很大影响[1],杂质元素参与电解过程和进入电解液都会增大电阻,使槽电压升高,同时由于阳极含有杂质导电率大部分比铜低,增加了阳极的电阻,也会增大槽电压。
2.3 槽内各接触点电压降
槽内接触主要是阴阳极和导电排之间的接触。对磨损严重的导电排和导电棒进行更换,对导电棒进行严格的酸洗和烫洗过程,避免有硫酸铜结晶,槽面冲水清洁接触点,槽电压降低。这是因为导电棒和导电排破损或附有硫酸铜结晶会增加接触点电阻,使槽电压升高。而随着电解的进行,接触点上会逐渐析出硫酸铜结晶,使接触变坏,接触点电阻增大,槽电压升高,同时接触点电阻热增多,促使其表面生成氧化膜[6],电阻进一步增加,槽电压更高,直接冲水可以清洁接触点,降低槽电压。
3 结语
综上所述,实际生产中降低槽电压应注意以下几点。
(1)根据电解液杂质含量调节净液量,降低电解液中杂质含量,维持适当的铜、酸含量。
(2)适当提高电解液温度、加大电解液循环速度。
(3)控制好电解液液位提放时间以减少阴极断耳,对已断耳的阴极及时修复,对阴极板和导电棒及时维护,确保阴极能正常通电。
(4)控制好适当的残极率,对断耳阳极及时更换。
(5)减少阳极杂质含量,适当调节各个生产系统不同阳极的搭配比例以控制电解液杂质。
(6)槽面及时冲水清洁,提高冲水频率和质量,机组要确保阴极板和导电棒的清洁和完整无破损。
电解车间设计中降低槽电压应注意以下几点。
(1)采用大尺寸电解槽、阳极和阴极,增大单块阴阳极有效面积,为生产中降低电流密度提供条件。
(2)加大每槽极板数,减小极间距。
(3)增大导电排横截面积和断面周长,减弱生产过程中导电排的升温,防止接触点表面氧化。
猜你喜欢
电池(2022年4期)2022-11-07
有色设备(2022年2期)2022-08-06
数理报(学习实践)(2021年5期)2021-04-07
军民两用技术与产品(2021年10期)2021-03-16
矿产综合利用(2020年1期)2020-07-24
中学生数理化(高中版.高考理化)(2020年3期)2020-05-30
中国校外教育(中旬)(2018年9期)2018-09-30
电子制作(2018年12期)2018-08-01
制造技术与机床(2017年12期)2017-02-02
