基于组态王软件的特种纸机配方化生产改造方案
2018-09-10 00:17朱晓红张振苗红
中国造纸 2018年4期
朱晓红 张振 苗红
摘 要:针对当前特种纸机装备规模小、且相当一部分为普通纸机改造而来的情况,提出了一套利用组态王(KingView)软件、各类传感器及数据采集模块等软、硬件对纸机进行自动化改造的方案,用较小的投入实现实时数据监控、数据采集、配方化生产,从而达到提高特种纸生产效率和生产稳定性,降低纸机调整难度的目的。实际应用表明,该方案可缩短纸机调整时间,提高生产效率。
关键词:特种纸机;组态王;实时监控;数据采集;配方化生产
中图分类号:TS736
文献标识码:A
DOI:10.11980/j.issn.0254-508X.2018.04.014
Abstract:Aiming at the problems of specialty paper machines including smallersized and partly converted from the traditional paper machine, this paper proposed to carry out automatic renovation of the specialty paper machines by using kingview configuration software, various kinds of sensors and data acquisition module, it could realize realtime data monitoring, data acquisition and formulating production by less input, finally to improve the efficiency of specialty paper production and production stability and reduce the adjustment difficulty of the paper machines.
Key words:specialty paper machines; kingview; realtime data monitoring; data acquisition; formula production
在實际生产过程中,由于特种纸纸种多、规格变化大,在抄纸过程中对操作人员的技能要求较高。根据实际生产管理经验,一般一个特种纸生产操作工人需要经过几年的时间才能够熟练掌握特种纸机全部流程的操作,时间缓慢。同时,纸机从开机调整到正常抄纸的过程越短,所浪费的原料及水、电、汽成本就越低,如果调整时间较长,则浪费惊人,所以特种纸机采用配方化生产就显得尤为重要[1]。配方化生产就是将平时正常生产时纸机的各项参数加以提炼、总结并固化下来作为参考值,形成一个像药方似的参考体系,在纸机每次开机调试时对照参考进行纸机调整,这样就可以大大提高调整效率,节约调整时间,同时也降低了对操作人员操作水平的依赖[2]。
组态王(KingView6.55)软件是亚控公司面向中低端自动化市场开发的一套产品,功能强大、运行稳定且使用方便,可以轻松实现上述各类功能,现以此软件为基础进行改造。本文提出一套利用利用组态王(KingView)软件、各类传感器及数据采集模块等软硬件的纸机自动化改造方案,达到提高特种纸生产效率和稳定性、降低纸机调整难度的目的。
1 方案设计概况
本设计以河北某纸厂圆网特种纸机为对象。该纸机幅宽1260 mm,设计车速60~110 m/min。纸机网部配备圆网网槽2个,真空抽子2组;压榨部配备压榨辊1组,挤水辊2组,真空抽子2组;前干燥部配备烘缸2个(分别为大缸和二缸),光压辊1个,托辊1个;施胶部配备施胶上辊1个和施胶下辊1个;后干燥部配备烘缸6个。整个系统由硬件、软件两部分组成。硬件系统功能是通过各类变送器对现场的压力、温度等变量进行变换,同时通过采集模块和串口服务器将数据传输到上位机。软件系统的作用是通过组态软件将现场的各类数据进行整理、存储,并通过各类监控界面供操作人员对比、查询、调用等。
2 硬件系统及安装设计
硬件系统结构如图1所示。系统采用分布式集中拓扑结构,将同类型或布线距离较近的各类变送器集中到一个模拟量采集模块上(共6个采集模块,每个采集模块最多8个模拟量输入),采集模块通过485通信线连接到串口服务器上,串口服务器通过网络交换机和上位机及监控终端进行通信[3]。采集模块就近安装到纸机操作台内部,这样就极大地缩短了布线距离,同时使系统简单明了,便于故障排除。
考虑到设备的稳定性、价格、通用性及备品备件等综合因素,将温度、压力类变送器统一选用米科公司的产品,根据系统对功能的要求串口服务器和采集模块选择MOXA公司和力创公司的产品,具体内容如表1所示。
这里简要介绍EDA9017采集模块的硬件结构、数据通道及地址为:
EDA9017模拟量采集模块最多支持8路0~20 mA模拟量的采集,对应引脚名称为IIN0~IIN7,GND为共地端。该模块通信协议为MODBUSRTU、ASCII码、十六进制LC-02协议3种,协议可自动识别,这里使用MODBUSRTU通信协议。另外,模块8个模拟量通道对应的地址为0003H~000AH,数据为双字节,高字节在前低字节在后[3-6]。
3 通信设置
由于篇幅有限,这里只简单介绍通过MOXA NPort5130串口服务器的配置方法。
MOXA NPort5130的配置可通过其自身携带的NPORT administration软件进行设置,配置方法如下:
(1)安装NPORT administration 软件。
(2)搜索到设备后软件可显示该设备的型号,MAC地址,IP地址,以及设备的名称。
(3)选中要配置的设备,点击右键——Configuer,或者是双击该设备,进入设备配置界面,如图2所示。
(4)Basic界面可以设置设备的名称,设备的时钟(默认读取主机时钟),以及登陆设备的方式。(提醒:必须勾选Modofy才能对配置进行修改,否则只能对查看配置)
(5)Network界面配置Ip地址相关信息。设置串口联网服务器IP Address与主机IP、企业内网网关为同一个网段。
(6)Serial界面配置Baud Rate: 9600,Floe Control: Rts/cts,Parity: none,Fifo: enable,Interface: RS-422 RS-485(2 w/4 w)。
(7)Operating Mode界面配置Operating Mode: Real com,Maxconnection: 4。
至此,MOXA NPort5130的基本配置结束,保存后退出软件。
4 组 态
4.1 IO设置
这里在组态王的设备表中选择COM2口作为通信口,在COM口下新建6个设备分别代表6个EDA9017模拟量输入模块,设备名称定义为采集模块1、采集模块2……采集模块6,设备驱动设置为PLC/莫迪康/Modbus rtu,模块地址分别设置为1~6(注:模块需在上电后用自带的设置软件设置通信地址)。
4.2 数据词典和变量定义
根据组态王变量定义的要求,为每个采集到的数据设置一个外部变量,变量名为相应的模拟量的名称,如:真空辊真空度,为每个采集点设置一个内部变量用来存储、显示配方程序注入的参考值,变量名称定义为CK+变量名称,如CK_真空辊真空度。内部变量的数据类型定义为内存实数,其他定义较简单这里就不多叙述了。
外部变量定义方法如表2所示。
4.3 画面设计
画面设计如图3所示。
4.4 主监控界面组态
在主监控界面中现将纸机的整个流程用画面完整表现出来(见图4),在将各个分部需要显示的参数及其参考值插入画面,最后将各个参数值和事先定义好的变量一一建立连接[7]。
4.5 配方参数界面组态
在配方参数界面可通过单击按钮将事先设置好的一系列参数直接注入主画面、实时曲线界面中的参考值栏,纸机操作人员可以根据参考值栏中的数值快速发现问题同时根据参考数值对个参数加以调整,组态方法如下。
建立配方参数界面,见图5。
在配方参数界面为每个纸种设置一个按钮控件,如MMK6021。在本设计中共设置了11种配方方案。双击任意配方按钮,在命令语言连接选“鼠标弹起时”,在命令语言窗口中輸入赋值语句,见图6。
4.6 实时曲线界面组态
实时曲线的特点是将实时采集到的数据以图形的方式显示出来,同时可以根据采集到的数据计算出一段时间内数据中的最大值、最小值和平均值,用图形的方式反映出该参数变化率、变化幅度、变化趋势等。如果将时间轴拉长,则可在更大的范围内监测该点数据的稳定性,相比单纯的显示数值功能要强大的多。根据画面设计的结构,系统中共设置7个监控界面,分别是真空实时监控界面、蒸汽温度监控界面1、蒸汽温度监控界面2、蒸汽温度监控界面3、气臂压力监控界面1、气臂压力监控界面2、其他类数据监控界面。在每个监控界面中插入实时曲线控件,见图7。
控件插入后,双击该控件,将各个变量与相应的曲线进行连接,曲线的时间跨度设置为15 min,更新频率设置为5s。
4.7 报表打印界面组态
在特种纸的生产中,纸张抄造过程对其定量、紧度、透气度、厚度等常见物理指标有较大影响,通过报表数据的查询可为质量追溯提供重要的依据。如果保存的数据较多则会影响打印效果,因此在报表打印界面共创建真空蒸汽压力报表、气臂压力报表、温度综合参数报表共3个表来存储数据,为每个报表设置报表查询、报表打印、打印预览和打印设置按钮对报表进行操作,见图8。
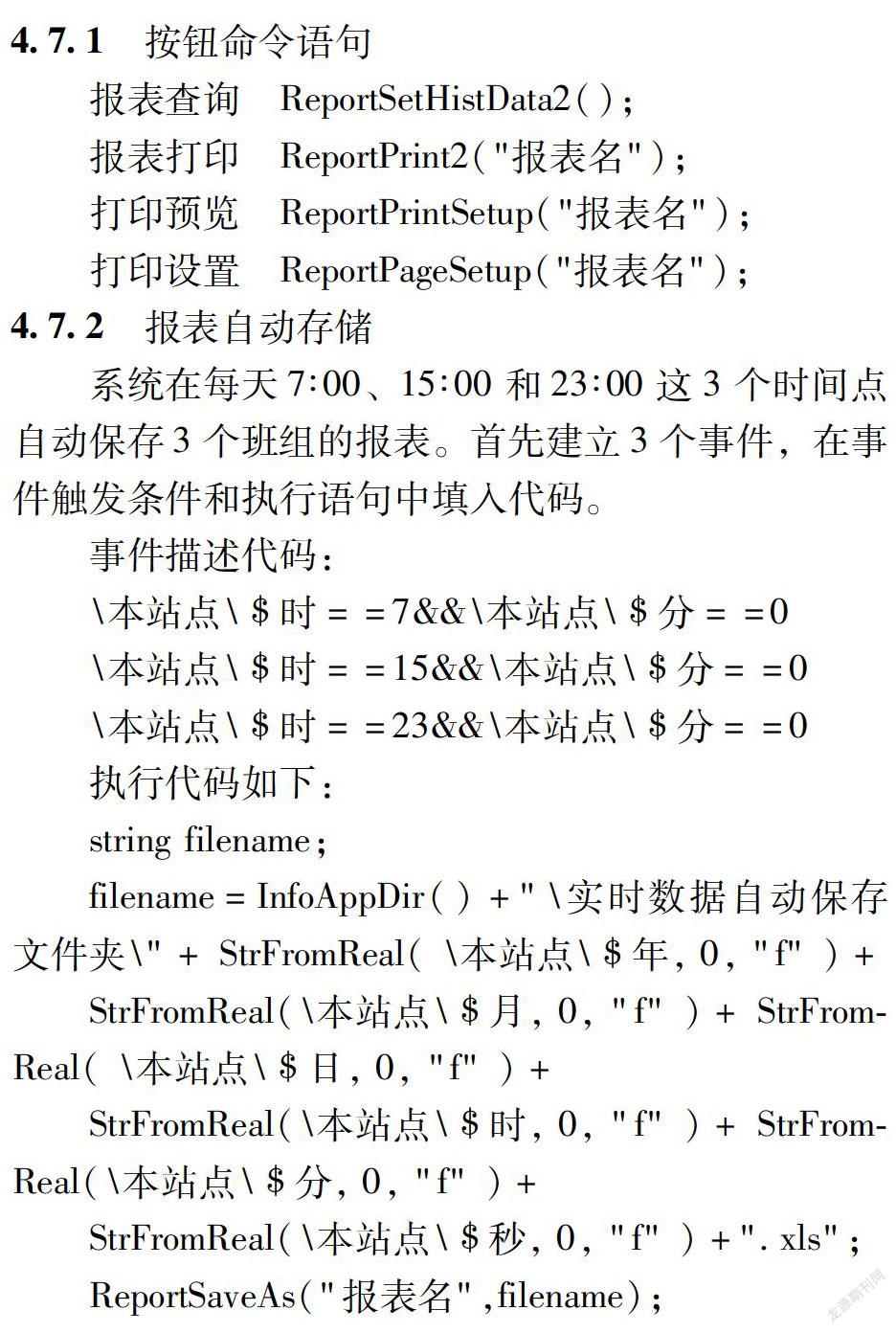
4.7.1 按钮命令语句
报表查询 ReportSetHistData2();
报表打印 ReportPrint2("报表名");
打印预览 ReportPrintSetup("报表名");
打印设置 ReportPageSetup("报表名");
4.7.2 报表自动存储
系统在每天7∶00、15∶00和23∶00这3个时间点自动保存3个班组的报表。首先建立3个事件,在事件触发条件和执行语句中填入代码。
5 方案实际应用
将该方案对1260 mm圆网纸机进行改造,实际生产表明,该方案明显降低了纸机改产时的调整难度,纸机改产时普通操作工只需对照配方进行调整,就可基本调整到位。同时,纸机的调整时间也大大缩短,由原来的3~4 h缩短到1~2 h。
6 结 语
本文重点介绍了一种利用组态王(King View)软件及各类采集模块对特种纸机进行自动化改造的一种方案。通过软件的实时监控界面可随时掌握纸机运行情况;通过配方界面可明显缩短纸机改产时间同时降低操作难度;通过数据存储及报表查询功能可随时追溯产品的生产过程数据。此方案不需对纸机本体进行大的改动、成本低且功能强大。实际应用表明,该方案可使纸机调整时间大大缩短,生产效率提高。
参 考 文 献
[1] MA Wenming. Design and Application of Paper Drive Control System Based on AB platform[J]. China Pulp & Paper, 2017, 36(4): 55.
马文明. 基于AB平台的造纸机传动控制系统设计及应用[J]. 中国造纸, 2017, 36(4): 55.
[2] WANG Sue, HAO Pengfei, MENG Yanjing. Analysis and Design of Load Distribution Control of Paper Machine Transmission System[J]. China Pulp & Paper, 2004, 23(8): 38.
王素娥, 郝鵬飞, 孟彦京. 纸机传动系统负荷分配控制的分析与设计[J]. 中国造纸, 2004, 23(8): 38.
[3] SUN Xuxia, LI Shengmin, ZHANG Weina. Function Analysis and Application Examples of KingView′s Industrial Control Configuration Software[J]. EIC, 2001, 8(4): 29.
孙旭霞, 李生民, 张维娜. 工业自动化通用组态软件—“组态王”的功能分析及应用[J]. 仪器仪表用户, 2001, 8(4): 29.
[4] ZHAN Haibo, LI Qi, QIAN Yanping. Modification of the Paper Mill Automation[J]. Industry Control and Application, 2003, 22(10): 36.
湛海波, 李 奇, 钱艳平. 中小造纸厂的自动化改造的设计与实现[J]. 工业控制及应用, 2003, 22(10): 36.
[5] MENG Yanjing, GAO Xiaoxiao, LI Lintao. Based on the Soft starter of STM 32[J]. Electronic devices, 2013, 36(5): 685.
孟彦京, 高筱筱, 李林涛. 基于STM32的软起动器程序设计[J]. 电子器件, 2013, 36(5): 685.
[6] MENG Yanjing, ZHANG Yan. Application and Research ACS800 Multicylinder Machine in 2600/350 Load Distribution[J]. China Pulp & Paper, 2014, 33(2): 47.
孟彦京, 张 焱. ACS800 在2600/350 多缸纸机负荷分配中的应用与研究[J]. 中国造纸, 2014, 33(2): 47.
[7] MA Wenming. Design and Application of Variable Frequency Drive System of Paper Machine Based on PROFIBUS[J]. China Pulp & Paper, 2016, 36(7): 58.
马文明. 基于PROFIBUS 的纸机变频传动系统的设计及应用[J]. 中国造纸, 2016, 36(7): 58. CPP
(责任编辑:常 青)
猜你喜欢
中国新通信(2016年22期)2017-01-13
山东工业技术(2016年23期)2016-12-23
软件导刊(2016年11期)2016-12-22
数字技术与应用(2016年9期)2016-11-09
农业与技术(2016年15期)2016-11-09
科技视界(2016年23期)2016-11-04
科技视界(2016年18期)2016-11-03
软件工程(2016年8期)2016-10-25
软件工程(2016年8期)2016-10-25
中国新通信(2016年16期)2016-10-18