高盐、高COD废水提标处理工程工艺技术方案
2018-08-29 09:42魏强
中国氯碱 2018年7期
魏 强
(山西榆社化工股份有限公司,山西 榆社 031800)
山西榆社化工股份有限公司现有350 t/h污水处理装置,该装置适合处理公司普通污水,而公司高盐、高COD废水需要另外分类提标处理,因此决定新建750 t/d处理能力的蒸发和生化提标改造处理装置,该装置将COD和盐分降低处理后的污水,再次送入公司原有350 t/h污水处理装置,直到达到淡水要求指标。
1 污水分类提标处理的必要性
该公司现有一套350 t/h(8 400 t/d)污水处理设施工艺,主要采用微滤-超滤-反渗透-浓水二级反渗透-离子交换处理-纯水-回收利用装置,少量的浓水回用于聚氯乙烯乙炔发生工序,实现了污水近零排放。目前全公司污水产生量为150 t/h,小于该处理设施的处理能力,但在近一年的运行中发现,反渗透膜使用寿命大大缩短,运行不到一年就得换膜(原来三年换一次),并且电耗增加,平均出水率也降低,通过对该进水水质分析检测,发现少量的高COD、高盐废水(13 t/h)进入系统造成堵膜和反渗透压力升高,从而使反渗透模的寿命大大降低。
如不针对性对这部分高浓污染物废水进行处理,现有污水处理成本将大大提升,能耗翻倍,出水率也大大降低,严重影响了污水处理的稳定性。通过对进水水质认真分析检测,高COD废水量为11 t/h,COD为5 000~30 000 mg/L,来自现在生产装置聚氯乙烯、DHPPA、噻唑等;高盐、高COD废水为2 t/h,COD为 5 000~30 000 mg/L,TDS 为 6 000~15 000 mg/L;来自烧碱、DHPPA、噻唑。目前需单独深化提标处理的废水量为312 t/d,考虑到企业的再发展和特殊情况下污水排量的不稳定性,因此,企业决定新建750 t/d处理能力的蒸发和生化提标改造处理系统,保证了现有污水处理系统的稳定运行,确保企业废水近零排放。
2 工艺技术流程方案
本工程分预处理、高盐水蒸发结晶处理及生化后处理3部分。
(1)预处理。考虑到高浓度废水中COD较高、可生化性差,拟采用pH值调节+微电解+芬顿氧化+pH值调节+混凝沉淀工艺。废水首先经过pH值调节至3~4,再进入微电解及芬顿氧化塔分别投入钢炭填料及双氧水氧化处理,催化氧化去除废水中大部分有机物,改善废水的可生化性,提高了废水的B/C比;低浓度废水采用pH值调节+气浮工艺去除部分有机物及悬浮物颗粒。
(2)蒸发结晶处理。高盐废水经混凝沉淀去除悬浮物后进入蒸发结晶器,去除废水中的绝大部分无机盐类及少量有机物。
(3)生化后处理。采用水解+厌氧塔+AO工艺+芬顿氧化+BAC滤池生化的处理工艺,该工艺效果良好,出水水质可以达到设计标准。4股废水首先进入均质调节池经搅拌混合(调质调温)后,用泵提升至水解酸化池,废水经水解酸化部分有机物后,再用泵提升至二级常温厌氧塔(控制水温30~40℃)处理,厌氧塔能降解大量的有机物产生沼气,进一步提高B/C比,出水自流到AO生化池进行生化反应,在此绝大部分有机污染物通过生物氧化得以降解,出水自流至二沉池进行固液分离后,沉淀池上清液流入芬顿氧化池去除剩余难降解有机物,出水进入混凝沉淀池进行沉淀,上清液进入中间池,用泵提升至BAC炭滤池进一步降低有机物达到现有污水厂进水标准。
蒸发器析出的盐水浓缩液进入离心机分离出盐,饱和浓缩液进入调节池,参与下一次的蒸发。而混凝沉淀池、氧化沉淀池、二沉池的污泥及沉淀物进入污泥池,而后用泵抽进离心机进行固液分离,离心干泥外运。处理后的水质可以达到现有污水处理厂要求的进水指标,然后进入公司现有污水处理系统进行再处理。污水分类提标处理工艺流程框图见图1。
3 污水进水出水指标
350 t/h原有污水处理站回用系统进水、出水指标分别见表1、表2;高盐、高COD提标项目技改处理后进水、出水水质指标分别见表3、表4。
4 经济和社会影响分析
项目规模为750 t/d高盐、高COD有机污水技改处理站。榆化公司污水处理项目提标改造工程(高盐、高COD废水处理)是一项节水减排项目,经水处理后回用于各厂,既节约了一次水资源,又可以保证工程财务评价可行。污水处理厂投产运行后,通过改善公司环境,可以产生间接的社会、经济效益。因此该项目在技术上是可行的,经济上是合理的。本工程的实施,既保护了当地的生态环境,充分体现了企业清洁生产水平,也提高了能源的综合利用率;新建750 t/d的污水处理站,每年可节约新鲜水27.38万t,不仅能缓解企业供水紧缺的问题,而且可以治理企业、周围农田及海河流域的污染,做到企业效益、环境效益和社会效益的统一。
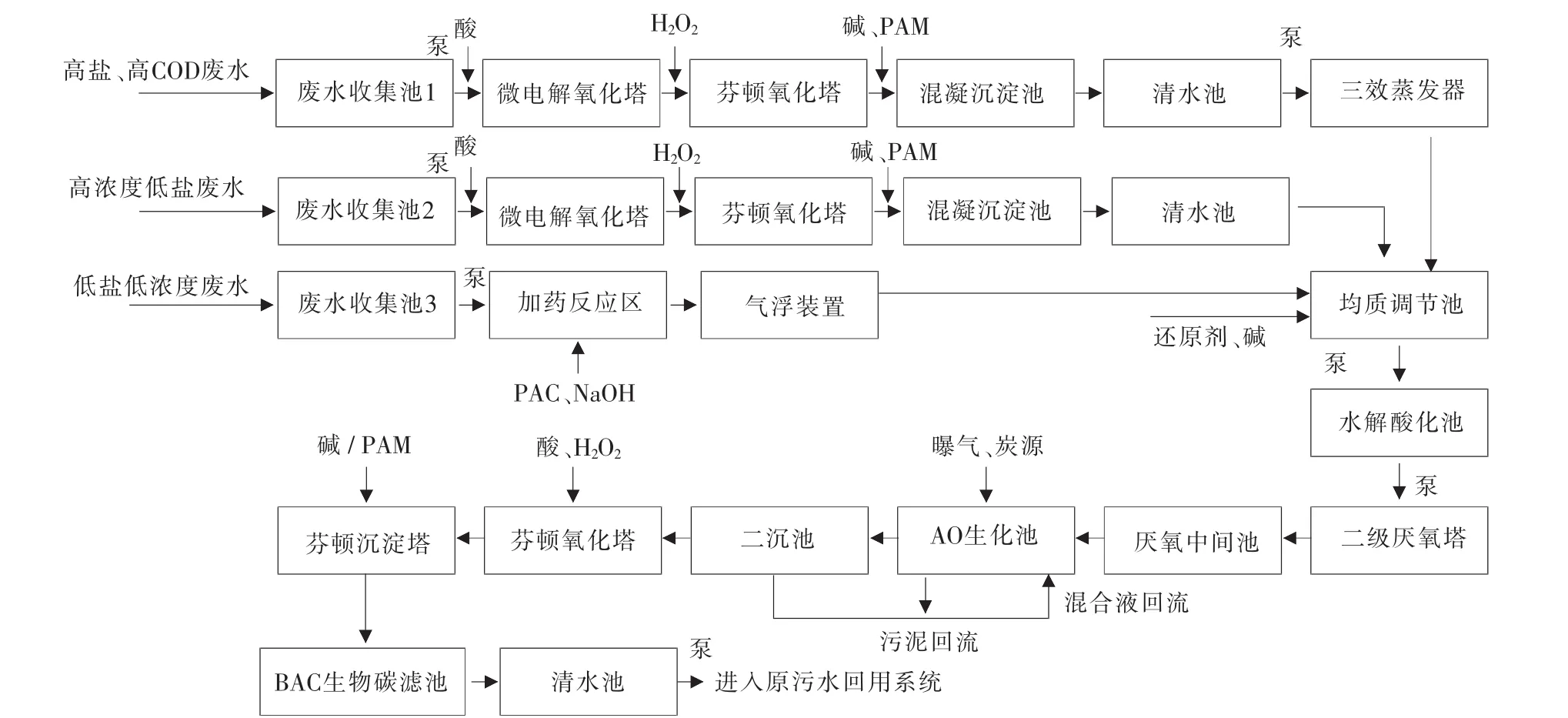
图1 污水分类提标处理工艺流程框图

表1 350 t/h原有污水处理站回用系统进水水质

表2 进入350 t/h原有污水回用系统处理后设计最终淡水出水水质指标

表3 750 t/d高盐、高COD提标项目进水水质
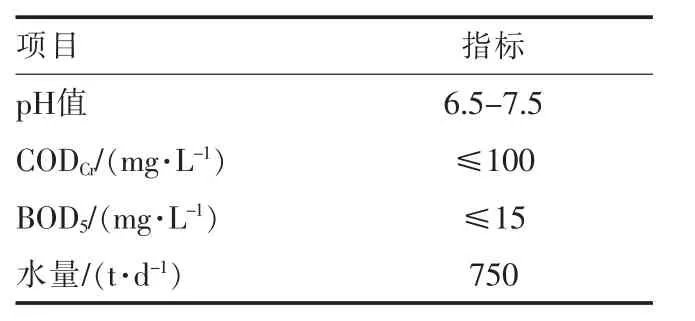
表4 750 t/d高盐、高COD提标项目处理后设计出水水质
猜你喜欢
世界有色金属(2022年16期)2022-10-20
城市道桥与防洪(2022年5期)2022-06-25
包装学报(2022年2期)2022-05-13
供水技术(2022年1期)2022-04-19
供水技术(2022年1期)2022-04-19
供水技术(2022年1期)2022-04-19
生物化工(2021年3期)2021-07-10
中国资源综合利用(2017年4期)2018-01-22
中国资源综合利用(2017年3期)2018-01-22
中国资源综合利用(2017年2期)2018-01-22