ATC自润滑陶瓷刀具摩擦磨损性能实验研究
2018-08-21 05:26:42张斌斌
机械工程与自动化 2018年4期
陈 强,李 莹,杨 涛,张斌斌
(1.内蒙古工业大学 机械学院,内蒙古 呼和浩特 010051; 2.宁夏大学 机械工程学院,宁夏 银川 750021)
0 引言
自润滑刀具,其实是指某种刀具材料其本身具有抗磨及减摩作用,并且刀具材料本身在没有添加任何润滑液或润滑剂的情况下就具备相对较好的润滑能力[1]。实现刀具材料自润滑具有很重要的意义:可减小磨损、降低摩擦、克服切削液造成的环境污染、省掉冷却润滑系统、降低成本、减小设备投资及实现清洁化生产。因此,自润滑刀具是一种非常绿色环保清洁干净的刀具。
1 刀具材料选择与刀具制备
1.1 固体润滑剂选择
通过对自润滑陶瓷刀具材料的各组分化学相容性模型材料进行分析,分别对Al2O3/TiC/h-BN、Al2O3/TiC/MoS2、Al2O3/TiC/CaF2这三种材料的各组分体系进行化学相容性的分析与计算,在Al2O3/TiC/CaF2中的各组分不是很容易发生化学反应,在它热压后的X射线衍射图中可以发现,陶瓷材料并没有在热压过程中产生新物质,且陶瓷材料之间不会产生明显的化学反应,CaF2会仍然留在陶瓷基体内。
1.2 基体材料的选择
氧化铝陶瓷刀具是目前世界上应用最广泛的陶瓷刀具材料之一,但是其缺点是强度比较低、断裂韧性比较差,所以需要添加其他相来进行增韧[2]。其中碳化钛是以氧化铝为基体的陶瓷材料的常用增韧相,可以提高材料的硬度、断裂韧性以及抗弯强度,于是本实验研究用Al2O3/TiC作为基体材料。
1.3 刀具制备
制备试样的主要流程包括试样的切割、粗磨、精磨、研磨、抛光、超声清洗和真空干燥。制备的自润滑陶瓷刀具材料的具体参数为:烧结温度1 650 ℃,升温速率20 ℃/min,保温温度1 650 ℃,保温时间20 min,热压压力30 MPa。
2 摩擦磨损实验
2.1 实验装置
ATC陶瓷刀具的摩擦磨损性能实验研究所用的实验装置为MRH-3型高速环块摩擦磨损实验机。采用的方式为环-块配副 , 实验用块为Al2O3/TiC/CaF2@ Al(OH)3陶瓷刀具,截面积为12 mm×16 mm,摩擦环材料为45钢,其外径为50 mm,其内径为35 mm,并且每进行一个陶瓷样品实验都需要更换一个新的磨轮。
2.2 主要研究内容
(1) 在固定为50 N的法向载荷条件下,摩擦环速度分别为100 r/min、300 r/min、500 r/min、700 r/min时,测试Al2O3/TiC/CaF2@Al(OH)3陶瓷刀具的摩擦因数和磨损率。
(2) 在固定摩擦环速度为500 r/min的转速条件下,法向载荷分别为10 N、100 N、200 N时,测试Al2O3/TiC/CaF2@Al(OH)3陶瓷刀具的摩擦因数和磨损率。
(3) 对Al2O3/TiC/CaF2@Al(OH)3自润滑陶瓷刀具的摩擦磨损形貌采用扫描电镜进行观察,并且利用电子能谱技术和X射线衍射对磨损面的物相变化进行分析,以进一步研究刀具的摩擦磨损机理。
2.3 实验结果分析
通过实验,所得数据如表1所示。
2.4 摩擦因数变化
摩探因素和温度随时间的变化曲线如图1所示。在进行摩擦磨损实验的初始阶段,摩擦因数相对较小,其原因可以归结为在实验初期,虽然陶瓷刀具试块与摩擦环都经过了打磨以及抛光处理,但在其表面仍有很多微观细致的凹面与凸面,在实验阶段,两者主要是通过凸点直接接触,实际所能接触的面积远小于表观接触面积,导致摩擦因数较小[3]。伴随摩擦实验继续进行,因为应力集中,表面接触凸点会逐渐产生磨屑,且会越来越严重,因此在摩擦磨损实验中,大量的磨屑引起摩擦因数增大,此为摩擦因数在初期逐渐增大的原因。随着实验的继续进行,产生的磨屑会因为摩擦而离开凸点所在的区域,其中一些磨屑被排出摩擦区域,即造成磨损,其他部分被粘在摩擦进行的表面位置,随着摩擦逐渐被迁到材料表面存在的缺陷位置和凹点所在区域,靠摩擦力跟陶瓷刀具表面形成剧烈的粘着作用,由此形成了附着点,此时的磨屑因为磨轮的滚压作用以及在摩擦区域温度急剧升高的原因而发生了塑性变形,并形成所谓的材料转移层,此过程又名机械冷焊。形成的材料转移层,一方面会由于其可有效阻碍摩擦环跟陶瓷材料之间的直接接触,从而防止了陶瓷表面的磨损;另一个方面也可以用于弥合缺陷,以致形成的表层连续且光滑,材料的摩擦因数随之降低。陶瓷刀具与摩擦环之间的凸点会随着实验的进行逐渐消失,磨屑在材料的表面也会逐渐减少,从而达到了一个稳定过程,材料的摩擦因数随之趋向于稳定阶段。这时所得到的摩擦因数被看做是所测材料的摩擦因数。

表1 实验所得Al2O3/TiC/CaF2@Al(OH)3陶瓷刀具的摩损量

图1 摩擦因数—时间—温度变化曲线
2.5 微观结构变化分析
对参加实验的试块进行超声清洗之后进行切割,得到摩擦磨损实验前、后的SEM形貌,如图2所示。由图2可明显看出:在摩擦实验进行之前,磨损表面有很多高低不平的凸块,表面粗糙度高,以致于在实验初期摩擦因数较高;而在实验后期,磨损表面较为平滑,摩擦因数趋于稳定。
摩擦实验之后试块的表面形貌如图3所示,它表示了Al2O3/TiC/CaF2@Al(OH)3陶瓷刀具在摩擦实验之后表面的状况,很明显看出有许多研磨以及抛光处理后的痕迹,主要分为两部分,一部分为材料的凹谷区域,另一部分为光滑的灰色覆盖区域。图3与图2(a)相比,材料表面的凸点区域明显减少,其表面粗糙度明显降低;刀具的表面被覆盖了一层物质,呈灰色,一部分凹点区域被覆盖,表面明显变光滑。
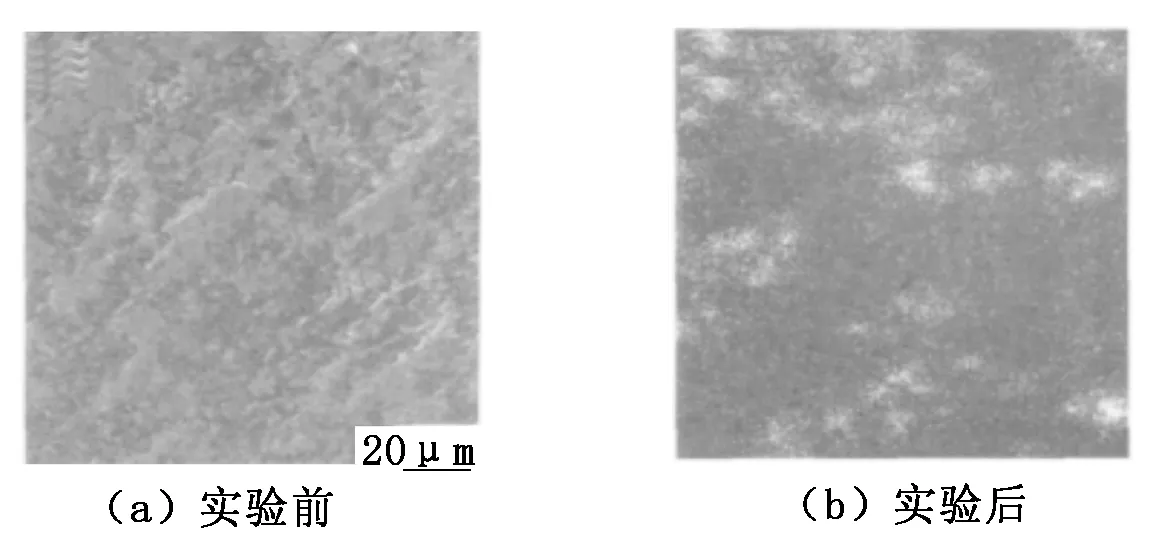
图2 摩擦磨损实验前、后的SEM形貌
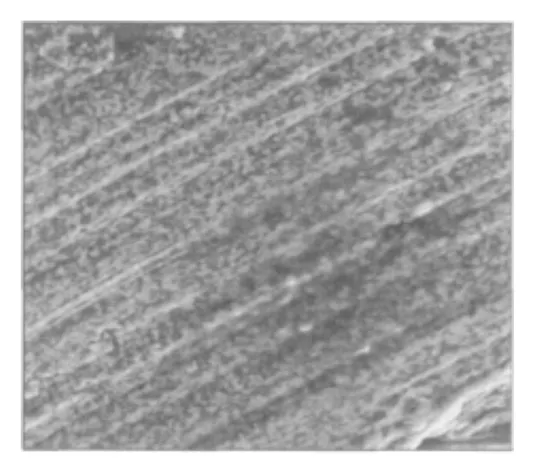
图3 摩擦实验之后表面形貌
3 结论
(1) 本文通过在固体润滑剂的表面包覆力学性能较好的陶瓷材料而提出了一种制备自润滑陶瓷刀具的新方法,再将其加入到陶瓷基体中,使得陶瓷基体与固体润滑剂分离开来,用来改善与基体结合不紧密以及固体润滑剂的团聚问题,并研制出了Al2O3/TiC/CaF2@ Al(OH)3自润滑陶瓷刀具。
(2) 经过对实验数据的比较,可以发现:随着法向载荷的增加,Al2O3/TiC /CaF2@Al(OH)3陶瓷刀具的摩擦率和摩擦因数先变小后变大,随转速的不断提高,材料的摩擦因数会呈现出带有波动的下降趋势,而磨损率会随着转速的不断提高而变小。