PE-RT材料在水龙头中的应用
2018-08-12 05:57:36周建平
厦门科技 2018年3期
周建平
(作者单位:路达(厦门)工业有限公司)

目前市面上的水龙头大多以铁、铜、不锈钢、合金及塑料等做为主要材质制造。因铜材料在很多方面所体现出的优越性,尤其随着低铅铜的出现,目前国内外90%以上的高档水龙头都选择无铅铜铸造。但是,近年来媒体上多次曝光水龙头引发铅中毒事件,究其根本大多是消费者偏向于选择价格低的产品,黑心企业为抢占市场,不顾标准、法规的约束,极力降低产品成本,采用锌合金以次充好,或是铜渗入杂质太多,或是用回收的废铜粗略加工而成,这样的材料制作出来的水龙头必然有严重的安全问题。
近年来,在北美市场出现了这样一种水龙头(科勒、DELTA等北美领导品牌都有推出该类产品),水嘴外壳采用锌合金或ABS成型,水路采用PE-RT管。这样既能满足严苛的NSF认证要求,又能够有效降低产品成本,做到彻底的无毒无铅。
PE-RT材料介绍
PE-RT(耐热增强型聚乙烯)是一种聚烯烃族热塑性塑料,保留了PE的良好的柔韧性,高热传导性和惰性,同时有更好的耐压性。目前,市场上PE-RT管材用材料可以选择美国陶氏DOW LEX2344/2388、韩国SK株式会社的YUCLAIR DX 800、DX 900、LG 公司的 SP980、大林公司的XP 9000及国产齐鲁石化QHM 22F等。
其中美国陶氏DOWLEX 2388是PE-RTⅡ型中应用时间最长,最成熟的材料。它是由乙烯和辛烯共聚而成,在聚合过程中通过分子设计,控制共聚单体在主链上的位置和短支链的密度,使其具备了超强的、持久的耐静压强度和优良的抗冲击强度,而且其生产过程中无需交联。PE-RT管材具备以下优点:
1.优异的耐温性(耐低温脆性为-40℃,在国内的冬天环境下一般不会出现低温脆性问题。长期耐高温性能为95℃)。
2.具有耐腐蚀、不结垢、使用寿命长等特点。
3.无毒、无味、卫生性能好,管材在生产过程中不添加任何有毒助剂。内壁光滑,不结垢,不滋生细菌,可以安全应用在饮用水输送等领域。
4.具有良好的柔韧性,在弯曲半径8倍管外径时任意弯曲,弯曲后不反弹;可盘管出货,降低包装、运输成本。
5.可以热熔连接和机械连接,可靠、不渗漏。
6.绿色环保产品,可回收再利用。
PE-RT管现已广泛用于工业及民用建筑冷热水管路系统、饮用水系统、热力预埋管、地面辐射采暖系统以及高温地源热泵系统等。
PE-RT管的加工
管材的成型工艺流程:颗粒原料→干燥→挤出机加热→PE-RT管材专用模具→真空吸附定径→冷却定型→高速牵引机→无屑切割机→检验外观、尺寸→简单包装→打压试验→合格后包装。
PE-RT原料加工温度在 (180~210)℃之间产量最高,在高速挤出时如果温度较低,塑化不好,管材外观不光滑无亮度或出现熔体破碎;温度太高时,出口料坯太软,管材表面容易出现小痕纹,因此控制温度上下波动范围在5℃左右,相差太大时管材的薄厚和性能都会发生变化。

图1 PE-RT管材生产设备
管接头的连接
原料管裁剪为适合的长度后,需要连接配套的接头,才能成为一个完整的零件使用在水龙头上。因PE-RT材料可热熔性连接,现在接头与管的连接主要有两种工艺,一种是二次注塑,另一种是激光焊接。
二次注塑工艺介绍:
1.由于PE-RT材料较软,不能够承受二次注塑模具的压力,将PE-RT管材放入模具前,需要在注塑端管材内孔插入钢芯。
2.通过多次的对比验证,管材放入模具内,需要通过模温实现预热,预热时间控制在5秒,模具温度严格控制在85±5℃(温度过高,PE-RT管材出现熔融,产品易出现跑胶;温度过低,熔接不完全,管材与接头易分离,会出现漏水事故)。
3.完成接头与管的二次注塑。在二次注塑生产中,预热时间、模具温度,对于品质有重大的影响,而这些因素又容易受到人员与设备的干扰。在采用二次注塑进行生产时,建议采用专机专人来确保品质。
激光焊接工艺原理:首先将两个待焊接塑料零部件夹在一起,然后将一束短波红外区的激光定向到待粘结的部位。激光束通过上层透明材料,然后被下层材料吸收。激光能量被吸收使得下层材料温度升高,熔化上层以及和下层的塑料。上层材料可以是透明的或者是有颜色的,但是必须能够保证有足够的激光通过。
激光焊接生产工序中,设备自动化程度更高,生产受人为因素影响较低,品质更稳定。

图2 激光焊接
成品管性能测试
成品管可顺利通过以下测试条款:
1.密封性实验:阀关闭及阀打开堵住出水口均符合如下条件测试:10℃水温,20PSI和 125PSI,66℃水温,20PSI和125PSI,各保压5分钟,各密封部位无任何泄露。
2.冷冻实验:冷冻至-40℃,40分钟后取出立即进行察看,看是否变形、开裂或脆化等现象。样品在水温85℃高温浸泡200小时后再冷冻480小时,然后再做800PSI的水压爆破强度实验和承载强度实验,并通过气密封检测。
3.热老化实验:样品做100℃热老化实验240小时,接着做-40℃冷冻实验240小时,再做爆破强度实验和承载强度实验均能通过800PSI的水压测试,并经气密性检测合格。
4.爆破强度实验:样品水温85℃高温浸泡1000小时后再做800PSI水压爆破强度实验,并经气密性检测合格。
5.承载强度实验:样品水温85℃高温浸泡1000小时后再做800PSI水压承载强度实验,并经气密性检测合格。
6.脉冲实验:水温:60℃±5℃,压力:125PSI-180PSI,时间2秒开,2秒关,周期6万次。样品水温85℃高温浸泡200小时后再做脉冲实验6万次,然后再做水压800PSI承载强度实验,并经气密性检测合格。
7.吊重实验:依据美国标准《ASME.A112.18.1-2012/CSAB125.1.12》, 载荷 334N(约34KG),时间 60S,能吊重34KG,并保持 5分钟,然后再做800PSI水压的爆破强度实验和承载强度实验,并经气密性检测合格。
8.拉伸实验:依据美国标准《ASME A112.18.1-2012/CSA B125.1.12》,拉伸力 67N,拉伸频率0-50次/分钟,测试周期10000次。冷冻480小时后,再拉伸3.5万次后做水压800PSI的爆破强度实验和承载强度实验,并经气密性检测合格。
9.酸性清洁剂浸泡实验:打开整组龙头所有水路,放入PH=2的酸性清洁剂浸泡7天,然后观察各零件表面腐蚀情况,再做水压800PSI的爆破强度实验和承载强度实验,并经气密性检测合格。
10.高温极限实验:水温82±3℃,动水圧:125PSI,通水30分钟,完成后,在125PSI条件下承压5分钟,各密封部位应无任何泄露。
以上检测标准结合了中国、美国标准要求,并且部分测试指标高于标准要求。根据以上测试检验,可以看出PE-RT管材使用在水龙头中,无论是阀前还是阀后,都能完全满足标准要求。
PE-RT管在各种龙头中的应用案例
1.单把脸盆龙头:水嘴采用锌合金重力铸造成型,水嘴水路采用PE-RT管与高温尼龙本体座相连。外观、质感与全铜龙头相同。
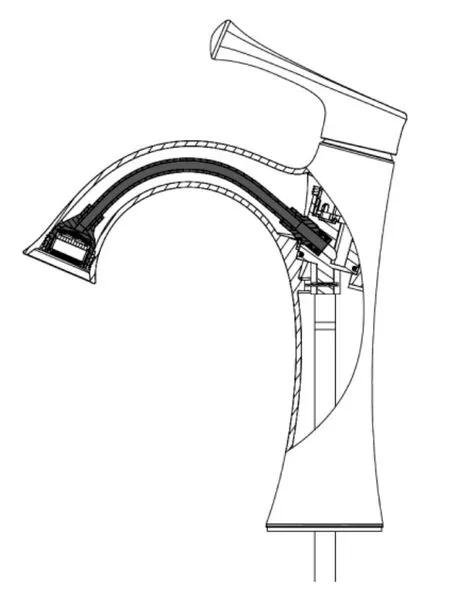
图3 单把脸盆龙头结构图
2.单把厨房龙头:PE-RT管作为进水管使用,替换传统水龙头中的软管。
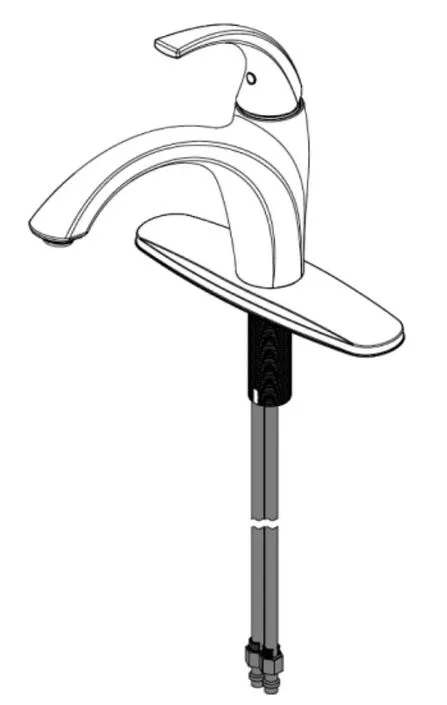
图4 单把厨房龙头结构图
结论
2014年12月中国正式实施的《陶瓷片密封水嘴》(GB18145-2014)强制性国家标准中重金属析出一项,对17种重金属析出规定了严格的限量值。传统的金属龙头需要对原料冶炼、洗铅、电镀等多项工序进行严格管理,才能符合国家标准,并且可检测度较低,消费者难以直观判断。PE-RT管材水路的水龙头以其无毒、无味,彻底无重金属污染的基本物性,以及更优的成本,必将在激烈的市场竞争中占据一席之地。
猜你喜欢
幼儿100(2024年10期)2024-03-27 05:50:22
汽车工程师(2021年12期)2022-01-17 02:30:00
今日农业(2021年19期)2022-01-12 06:16:42
科学与财富(2021年34期)2021-05-10 15:54:23
装备制造技术(2020年12期)2020-05-22 09:25:12
数理化解题研究(2019年22期)2019-08-26 08:05:04
宝藏(2017年7期)2017-08-09 08:15:16
饲料与畜牧(规模养猪)(2017年4期)2017-06-05 14:21:16
山东工业技术(2016年15期)2016-12-01 05:31:53
初中生世界·八年级(2016年10期)2016-09-10 07:22:44