“北航18”轮舵系舵杆整形修理工艺
2018-08-03 06:20:18陈金琨
中国修船 2018年4期
陈金琨
(交通部烟台打捞局船舶修造中心,山东 烟台 264000))
“北航18”轮在锚地避风过程中,由于走锚造成搁浅,经救援后发现舵叶丢失。接到船东通知后,我中心马上组织人员出海勘察,并根据现场情况制定舵叶修理方案,由我中心前期根据图纸制作并加工舵叶,船舶上坞后安装修复。在船舶上坞后,经现场实地对舵系检查发现,舵杆变形严重,无法使用,必须更换舵杆。但舵杆加工费时费工,很难满足船期要求,针对该情况,我中心大胆提出舵杆整形工艺,为船东节约时间及成本。舵叶丢失情况如图1所示。

图1 舵叶丢失现场情况
1 上坞后舵系测量
由于该轮舵叶海损丢失,海上勘验无法全面得到具体损坏信息。所以为了保证新加工舵叶能一次顺利安装到舵杆上,上坞后决定对整个船舶舵系进行检查测量。
首先对舵杆进行测量,将舵杆拆卸下来,进行舵杆轴线测量,在车间内利用大型数控龙门铣床对舵杆进行精确测量,借助龙门铣床找出中心线,测量各个位置的数据并与图纸尺寸对比,舵杆形式如图2所示。经过测量得到舵杆的变形量为:舵杆法兰向后偏移106.2 mm,向左偏移36 mm;舵杆法兰后上翘24.2 mm,左上翘6.5 mm。确定该轮海损事故过程中,舵杆发生变形损坏。以目前舵杆情况,新加工舵叶无法安装到位。
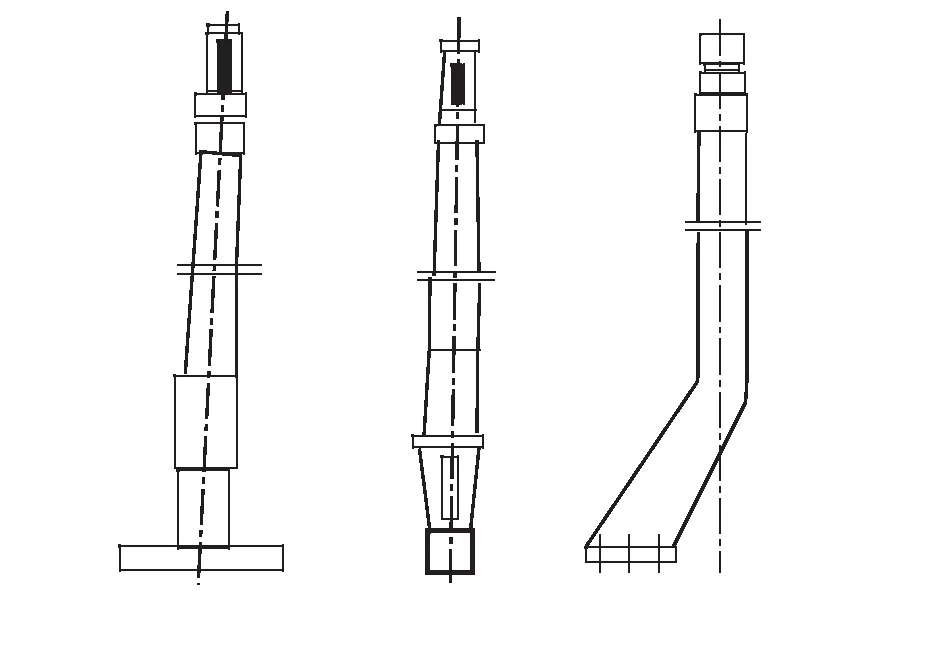
图2 舵杆形式
其次对船体是否变形进行验证,将舵杆及舵销拆下,将舵承座及舵承安装到位,采用拉线的方式,检验舵承及上下舵销座的同轴度。对舵承及上下舵销孔拉线校中,以舵承上端面中心点A和上舵销中部中心点B为基准拉线,测量下舵销上端面C、下舵销下端面D、E两处钢丝与舵销孔内壁的距离,测量点数如图3所示。
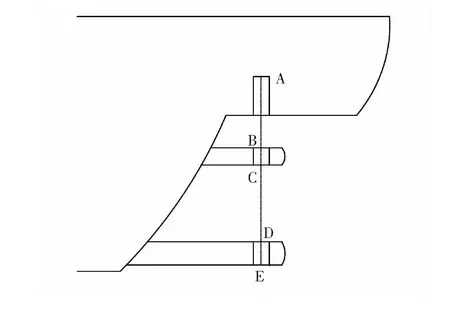
图3 舵系拉线示意图
根据表1舵系测量数据可以发现舵系各点同轴度偏差较小,船体无较大变形,排除了船体变形的可能性。
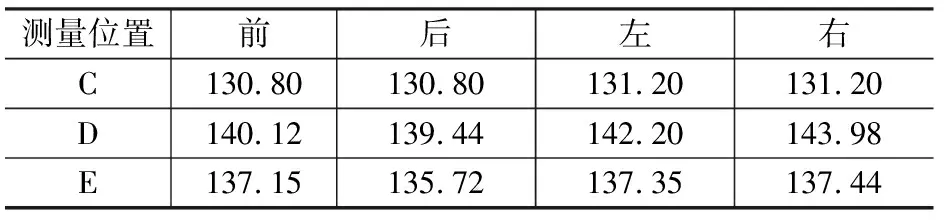
表1 修理前舵承内部与舵系中心线距离 mm
2 舵杆整形修理工艺
根据测量结果得出的舵杆变形情况,需制定合理整形方案。该舵杆直径为350 mm,并且变形量较大,如果使用常规水火整形需多次进行,且难度较大,同时水火反复整形下,有可能造成舵杆材料性能的变化。所以决定采用大型液压机对弯曲处进行压力整形,舵杆修理工艺如下。
1)对舵杆初步进行粗整形,通过在舵杆上划出实际轴线与理论轴线,采用目视测量,当理论线和实际轴线在折弯处(交汇点)接近顺直的时候,可以认为粗整形已完成,此时停止压制,如图4所示。

图4 舵杆划线部位
2)利用相似三角形原理对舵杆进行精整形,将粗整形后的舵杆放置于平台上,对粗整形后的舵杆进行找正,如图5所示。

图5 舵杆上平台测量
3)选取高度合适的支撑物2个,上部铺设10 mm左右的铜板,将找正后的舵杆放置在支撑物上部,凸出变形最大点作为压制点,选取离压制点300 mm左右位置作为百分表测量点。
4)操作液压机使液压活塞缓慢下落,当液压活塞触及舵杆,使舵杆轻微受力后,调整百分表度数归零。
5)液压活塞继续下落,首次可让下落距离达到百分表度数极限刻度停止(10 mm),用2把铁锤锤击压制点正背部位置200次左右,达到消除内应力效果。现场压制如图6所示。

图6 舵杆现场液压
6)等待5 min左右,缓慢升起液压活塞,记录百分表变化值a。
7)利用相似三角形原理计算压制点及轴头变化值b、c,计算公式见式(1),原理如图7所示。
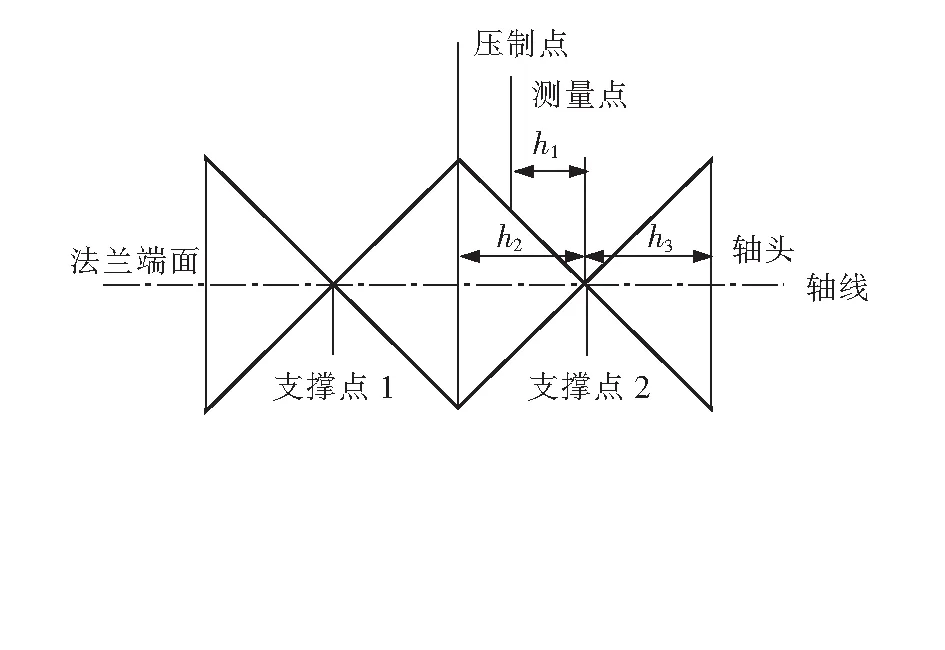
图7 舵杆整形相似三角形原理
a/h1=b/h2=c/h3
(1)
式中,h1表示舵杆上打标点到支撑点2的长度,h2、h3以此类推。
由式(1)计算轴头变化值c;同理可获得法兰端面变化值d;舵杆变形量即为c和d之和。
8)测量出准确整形变量,与压制变形量进行比较、分析,排除外部因素(支撑点、舵杆摆放位置等)干扰,得出液压机整形规律。
9)重复上述步骤,不断调整压制量,直到接近理论值,整形完成后,对压制点进行探伤,以确定整形对舵杆未造成损伤。
10)舵杆修复后,在胎架上与舵叶连接,舵杆与舵叶整体拉出中心线。经过现场数据测量,舵杆与上、下舵销孔中心线同轴度小于1 mm,满足安装要求,如图8所示。

图8 舵杆上胎架拉线
3 舵系安装
首先安装舵杆,连接舵柄,舵承座闭合后复位,螺栓紧固。连接舵杆与舵叶,铰制螺栓安装紧固,检查连接情况,连接面无缝隙,0.03 mm塞尺塞不进。由于该轮船体下舵销座内铜套为偏心套且与销座为过盈配合,原铜套磨损严重需更换,舵系中心线重新校中,加工偏心套与销座过盈配合安装难度较大,故采用加工中心套后环氧树脂浇筑的方式,上舵销安装后测量下舵销与舵销孔内壁间隙,加工下舵销铜套,铜套外表面与舵销孔内壁留有足够的浇筑量,浇筑量不足的位置采用气刨加大间隙,顶丝固定铜套,试验转舵性能良好,左右满舵无阻塞现象,对铜套与舵销孔间隙进行环氧树脂浇筑,24 h紧固后再次试验转舵性能良好。测量舵承及上下舵销间隙如表2所示。
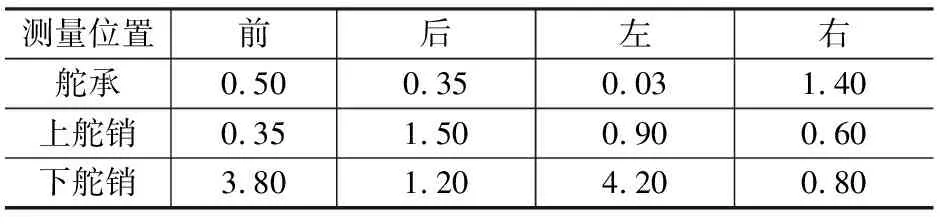
表2 修复后舵承及上下舵销间隙 mm
4 结束语
大型舵杆的整形十分困难,本文巧妙的利用了简单的几何原理解决了舵杆整形的困难问题。为我中心以后的修理工作总结了经验,同时为船方节约了船期和修理成本,为后续船舶修理提供了宝贵的经验。
猜你喜欢
科学技术与工程(2022年23期)2022-09-30 04:25:16
现代制造技术与装备(2022年7期)2022-08-24 09:08:38
中国船检(2021年3期)2021-04-06 12:04:28
中国设备工程(2019年24期)2020-01-14 01:48:16
船舶标准化工程师(2019年4期)2019-07-24 07:21:22
中国修船(2017年5期)2017-10-16 02:02:28
三峡大学学报(自然科学版)(2017年1期)2017-03-20 15:30:23
大科技(2016年30期)2016-08-10 12:18:12
广东造船(2013年6期)2013-04-29 16:34:55
船舶与海洋工程(2012年2期)2012-09-27 08:31:32