
浅析机械加工中工序的合理确定
2018-08-02 06:19刘霞,王笑
时代农机 2018年5期
刘 霞,王 笑
(新疆工程学院,新疆 乌鲁木齐 830000)
保证产品的加工质量是机械加工的首要任务,产品的使用性能的好坏和寿命的长短,很大程度决定于加工质量中的加工精度和表面质量。确定最合理或较合理的加工工艺才能提高零部件的使用性能和寿命。机械产品加工工艺非常复杂,在进行工艺设计时,遵循科学的方法和规则才能保证在产品质量合格的前提下降低生产成本。工序是机械加工工艺设计的重要内容,在进行工序设计前,合理确定工序是关键步骤。
1 工序内容的合理确定
一个或一组工人在一台机床上,对一个(或同时对几个)工件所连续完成的那一部分加工过程,称为工序。由概念可知,必需是连续进行完成的那部分加工内容,才能算一道工序。如下图:


表1 三道工序
由以上两表可知:同一张零件图,如果把1件工件的一个端面车好,钻好中心孔后,立刻调头车另一端面和中心孔,则是一道工序(表1);若是把100件工件的一个端面全车好和钻好中心孔后再调头车另一端面,钻中心孔就是两道工序(表2)。因此,同一道工序的内容必须是连续完成的。

表2 四道工序
2 工序划分原则的合理确定
划分工序有两种原则,即:工序分散和工序集中。
工序分散原则是把零部件的加工内容分配在较多的工序中,因此每道工序的加工内容较少,工序总数较多;工序集中原则是把零部件的每道工序的加工内容尽量的多,使工序的总数尽量少。两种划分原则特点对比见表3。
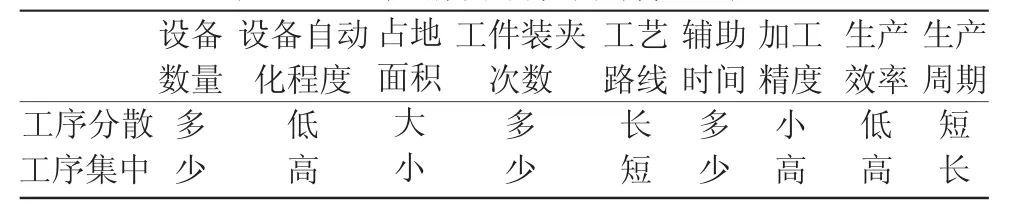
表3 工序划分两种原则特点对比
确定工序划分原则时,主要考量生产纲领、技术要求以及零部件自身结构等,应充分了解工序分散和工序集中的特征,根据自身生产条件选择与之相适应的原则进行生产加工。一般单件小批量生产适用工序集中原则,大批大量生产适用工序分散原则;零部件外形复杂、质量大的零件适用工序集中原则,零件外形简单的零部件适用工序分散原则数控机床适用工序集中原则,普通机床适用工序分散原则。
3 工序划分方法的合理确定
常用的工序划分方法有:按零件加工表面划分;按粗精加工划分;按所用刀具划分;按安装次数划分;按加工部位划分。车床加工中常按零部件加工表面和粗精加工两种方法划分工序;按所用刀具、安装次数、粗精加工划分在铣床加工中使用较多。
对于位置精度要求高的零部件常按加工表面划分工序。为防止多次装夹造成安装误差,尽量安排位置精度要求高的加工表面一次完成装夹,保证加工表面加工精度。
按粗精加工划分工序有利于及时发现毛坯的缺陷、合理安排加工设备、合理安排热处理的顺序、最大限度的保证零部件的加工质量。如:铸件、锻件、焊接件毛坯因加工后变形较大常选用此种划分方法。
对于代加工面多、机床工作时间较长、检验难度较大的零部件常采用按所用刀具划分工序的方法。把同一把刀具承担的工艺内容划分为一道工序,来保证加工精度,提高生产效率,降低生产成本。
对于加工内容不多的零部件,常以一次装夹完成的工艺内容作为一道工序,加工结束后就能达到待检状态。
对于加工表面较多且繁杂的零部件,可按内形、外形、平面等结构特征划分工序,常以完成相同形面的工艺内容为一道工序。
4 结语
只有选择合理的加工工艺方案,确定合理的工序内容、划分工序的原则及工序的方法,才能使产品获得良好的经济效益和社会效益。
猜你喜欢
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
凿岩机械气动工具(2017年3期)2017-11-22
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22
发明与创新(2016年5期)2016-08-21
