硫代乙酸制备工艺研究
2018-07-31 02:22:04李智
中氮肥 2018年4期
李 智
(1.兖矿水煤浆气化及煤化工国家工程研究中心有限公司,山东滕州 277500;2.滕州市天水生物科技有限公司,山东滕州 277500)
0 引 言
硫代乙酸属精细化工中间体,用途广泛,近年来,市场价格快速上涨,利润超过4万元/t。为此,兖矿水煤浆气化及煤化工国家工程研究中心有限公司开展了一系列关于硫代乙酸合成的研究工作(本研究项目受滕州市天水生物科技有限公司资金资助),研究开发了一种绿色环保的新型硫代乙酸合成工艺。
硫代乙酸的合成主要有2种工艺路线:一种是采用硫化氢为原料,通过硫化氢与醋酸酐反应[1]生成硫代乙酸,其工艺过程相对复杂,且危险性较大,一般需要独立制备硫化氢的装置;另一种是采用五硫化二磷与醋酸为原料,通过五硫化二磷与醋酸反应生成硫代乙酸,原料易得,其工艺制备条件温和,常温常压下即可完成转化反应。但目前关于采用五硫化二磷与醋酸为原料的合成工艺鲜有专利及相关文献报道,未发现国内外有关于硫代乙酸及醋酸的相关气液平衡数据等工程化数据。
采用五硫化二磷与醋酸反应的传统工艺,会产生与产品硫代乙酸质量比约为1的危险废弃物,该危险废弃物中含有高碳含氧化合物、酸酐类化合物、含磷硫氧化物及其酸和盐类,高温(1 500~2 100℃)焚烧的方法无法予以有效处理,焚烧后残渣成分复杂,残渣的XRD衍射结果表明其中仍含有五氧化二磷等多种腐蚀性高危化学品,而据 《危险化学品安全管理条例》,五氧化二磷受公安部门管制,危险废弃物无法有效处理使得该工艺路线无法工业化。
1 反应原理
以五硫化二磷及醋酸作为原料制备硫代乙酸,主要反应(1)及副反应(2)~(7)如下:

此外,硫代反应还伴随很多未知的副反应,生成成分复杂的高沸点有机物,分离难度大,工业生产中常称之为 “老胶”。
2 原料筛选及硫代反应条件
2.1 原料筛选
研究过程选用2种不同的五硫化二磷固体作为原料。A为未经脱除金属的五硫化二磷固体,颜色为亮黄色,呈片状,表面有少量颗粒;B为经过特殊工艺处理纯化后的五硫化二磷固体,颜色为黄绿色,呈片状,表面有较多颗粒。醋酸则选用符合 《工业用冰乙酸》(GB/T 1628—2008)优等品标准的原料。
在反应温度30℃条件下反应5 h后,在原料A的硫代反应液中,硫代乙酸浓度小于20%(质量分数,下同);而在原料B的硫代反应液中,硫代乙酸最高浓度为40%(如图1)。可见,采用特殊工艺处理的五硫化二磷原料,其硫代乙酸产品收率远高于采用普通五硫化二磷为原料的。笔者还曾尝试了以化学纯级别的五硫化二磷作为原料进行硫代反应,收率依然很低,这就意味着原料纯度不是影响硫代乙酸产品收率最为关键的因素,而原料中金属杂质的含量对硫代乙酸产品收率的影响更为明显(因为金属的存在会使副反应增加,生成重组分产物,从而使硫代乙酸产品收率下降)。
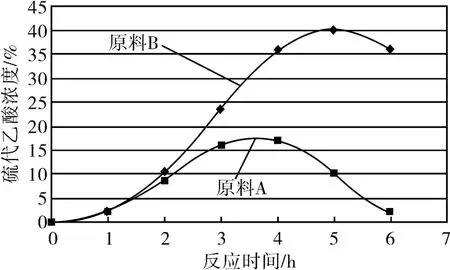
图1 2种原料的硫代反应液中硫代乙酸浓度的变化趋势
2.2 硫代反应条件
五硫化二磷与醋酸反应伴随大量的副反应,当反应温度较高时,副反应加剧,产品硫代乙酸收率低。不同反应温度下,硫代反应液(混合物)中硫代乙酸含量随时间的变化见图2(初始反应较为缓慢,需加入一定量的硫代反应引发剂,以缩短硫代乙酸浓度达到峰值的时间)。
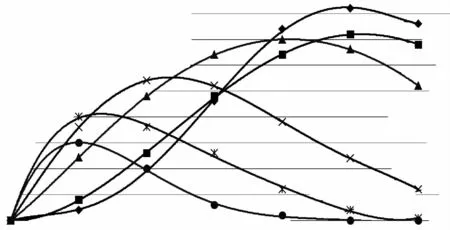
图2 不同温度条件下硫代反应液中硫代乙酸浓度的变化趋势
由图2可以看出,随着反应温度的升高,硫代反应液中硫代乙酸浓度达到峰值的用时大幅缩短,但最高浓度则大幅降低,这应该与副反应随反应温度升高而加剧有关。
在25℃时,反应5 h后,硫代反应液中的硫代乙酸浓度超过41%,达到一个极值。但温度过低、反应时间过长不利于工业化生产。因此,实际生产中反应宜在低温环境下进行,可选取(25±5)℃的反应温度,反应时长选择5 h。
3 分段分离技术
本硫代反应为固体五硫化二磷与液体醋酸的固液反应,反应生成物为固体五氧化二磷,亦为固液混合物。传统的制备工艺是将反应后的固液混合物直接进行蒸发,将产品硫代乙酸及醋酸蒸出来,由于蒸馏(或蒸发)过程温度较高,副反应加剧,导致硫代乙酸收率大幅下降,同时剩余的重组分(含固体及高沸点有机物等)危险性高且无法处理。
而研究开发出的新型硫代乙酸制备工艺拟采用分段分离技术对固液混合物进行处理,再分别对固体及液体进行纯化再分离。主要分离过程(见图3)分为6步:反应混合物固液分离→固体洗涤干燥分离→洗涤液回收分离→反应液相粗分离→底液水解回收分离→硫代乙酸精制分离。
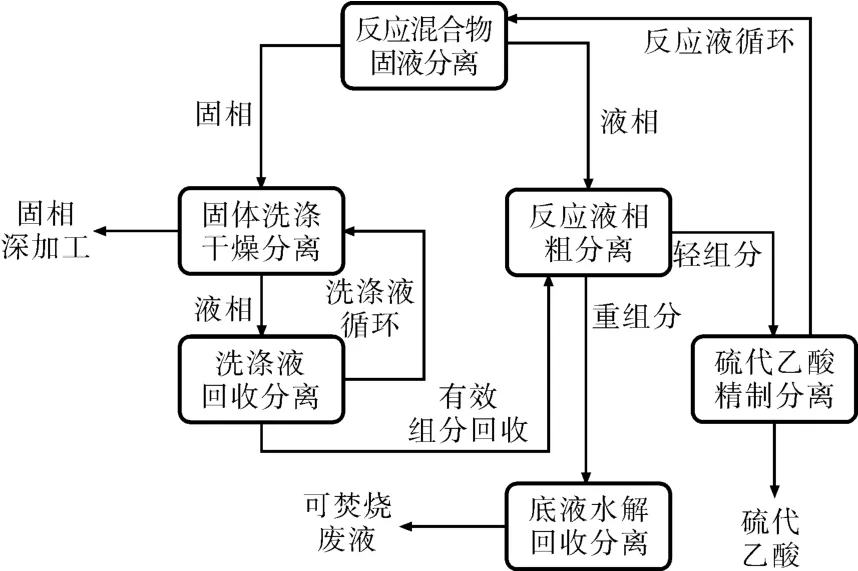
图3 硫代乙酸分段分离工艺流程简图
4 分离产物处理工艺
通过分段分离得到固相(固体)、废液、硫代乙酸3种产物。所得硫代乙酸纯度≥98%(其中的醋酸含量约1%),可作为产品直接销售,硫代乙酸收率约61%,相较于传统方法的35%有了较大幅度的提升。所产生的废液为暗红色,在常温下有较好的流动性,当温度低于17℃时,其流动性降低,废液的燃点为670~750℃,高温条件下可完全燃烧,符合危废处理要求。分离出的固相(固体)通过XRD分析,主要含磷酸、五氧化二磷、五硫化二磷,通过常规的处理工艺(见图4)可将其转化为磷酸二氢钾复合肥。
副产品的制取过程实际上是磷酸与氢氧化钾的中和反应。固废加水溶解后,加入氢氧化钾,先生成磷酸二氢钾,继续加入氢氧化钾,生成磷酸氢二钾,再加入过量的氢氧化钾,生成磷酸三钾,即磷酸钾(这个步骤是在中和过程中进行控制的,后续分离步骤大体相近,只是分离过程操作时的关键控制点不同)。

图4 固废制取磷酸二氢钾工艺流程简图
5 结 论
通过对硫代乙酸制备工艺的研究,我们找到了一种绿色环保的硫代乙酸制备工艺。本工艺的主要特点如下。
(1)反应原料易得,反应条件温和(常温常压)。采用经特殊工艺处理(纯化)后的五硫化二磷及工业用优等品冰醋酸为原料,反应原料易得;反应条件为低温[(25±5)℃],条件温和,只是为缩短反应时间,需加入一定量的引发剂加快起始反应速率。
(2)产品收率高。硫代乙酸收率可达60%以上,相较于传统制备工艺有了较大的提升。
(3)产品纯度高。产品硫代乙酸纯度≥98%,可作为产品直接销售。
(4)废液实现无公害处理。通过燃烧测试,该工艺产生的废液可完全焚烧,无残留,使得以五硫化二磷与醋酸为原料的硫代乙酸制备工艺满足了可工业化的要求。
(5)可根据市场行情进行产品调整。固废通过常规处理工艺可得到副产品磷酸二氢钾,磷酸二氢钾进一步中和可制得磷酸钾(纯度≥98%)。
猜你喜欢
云南化工(2021年11期)2022-01-12 06:06:20
广州化工(2020年8期)2020-05-19 06:23:56
Water Science and Engineering(2019年2期)2019-07-24 07:35:06
新农民(2019年19期)2019-02-20 08:08:23
天然产物研究与开发(2018年5期)2018-06-13 03:23:46
中成药(2016年8期)2016-05-17 06:08:36
中国畜牧兽医文摘(2016年6期)2016-01-31 04:33:20
化工进展(2015年3期)2015-11-11 09:09:40
华东理工大学学报(自然科学版)(2015年5期)2015-02-27 13:49:56
河南科技(2014年23期)2014-02-27 14:18:53