关于硫化温度的仪表显示与标准设定差异的探讨
2018-07-25 06:36焦丽萍原庆芳
山西化工 2018年3期
焦丽萍, 原庆芳
(山西新华化工有限责任公司,山西 太原 030008)
引 言
硫化加热过程实质上是热交换过程,在供热方面,有来自加热介质升温时的热量及胶料的反应生成热;在耗热方面,则有胶料的吸热、设备的散热等。供耗两方面总的构成热平衡。在实际生产中,由于产品模具较厚,加之上下锅操作时间较长,因而造成了在硫化过程中加热板控制温度的上下波动,尤其是在一机双模硫化时显得波动更大一些。就硫化过程显示温度范围,现根据标准HG/T3034-1999(平板硫化机)中第4.7条规定:电加热平板硫化机的自动调温装置,在温度达到稳定状态时,调温误差不得大于±2.5%,因此,用电加热平板硫化橡胶件时,热板仪表显示温度应为在设定温度的基础上波动±4 ℃[1]。
1 试验方案
为了摸清在热板温度波动条件下硫化深浅程度及物理性能的影响,本文进行了以下试验。
1) 用硫化仪测试胶料的硫化曲线;
2) 用3台平板硫化机分别硫化橡胶制品做扯断强力、伸长率、永久变形、300%定伸、抗撕裂力的物理性能检测。
首先,对平板硫化机进行标定,标定合格后,选3台平板铝合金分别硫化产品进行理化测试。
2 试验部分
标定1号、2号、3号平板硫化机的智能显示调节仪。然后,用水银温度计(量程0 ℃~200 ℃,分度值2 ℃)对1号~3号平板硫化机上、下平板的实际温度进行测量,发现实测温度与仪表显示温度不一致,为取得一致结果,使用智能显示调节仪的“修正”功能,对1号~3号机台的智能显示调节仪进行了修正。平板实测、仪表显示温度及修正值见表1。修正后,1号~3号平板硫化机实测温度与显示温度达到一致。
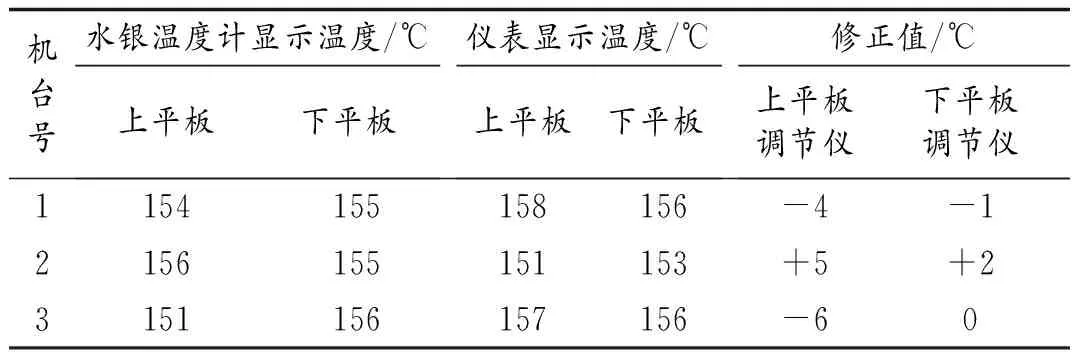
表1 温度及修正值
为了进一步验证修正后的仪表显示温度与平板实测温度的同步性,把设定温度调整到166 ℃时测定平板温度,结果见表2。
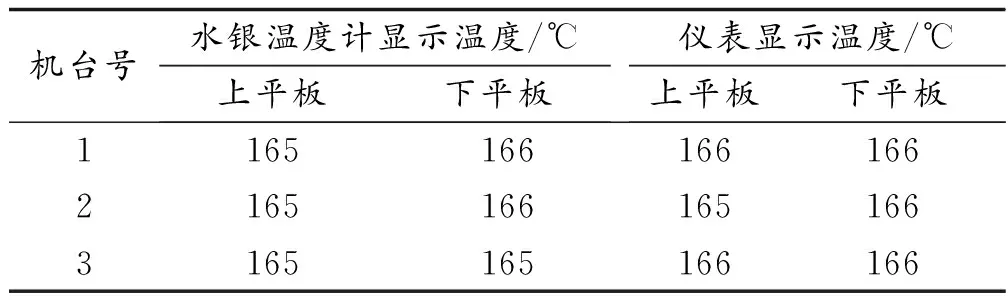
表2 平板温度表
用修正过的1号、2号3号平板硫化机各硫化产品,为避免其他因素的影响,定人、定机台、定胶料(环境温度20 ℃),用A2料在1号机台硫化1#产品;用A1料在2号机台硫化2#产品;用A3料在3号机台硫化3#产品。
修正过的1号、2号、3号平板硫化机共硫化产品分别编为样1-1、样2-1、样3-1;用两块模具硫化的产品分别编为样1-2、样1-3、样2-2、样3-2、样3-3。所有产品老化前的扯断强力、伸长率、300%定伸、抗撕裂力测试,数据统计见表3。
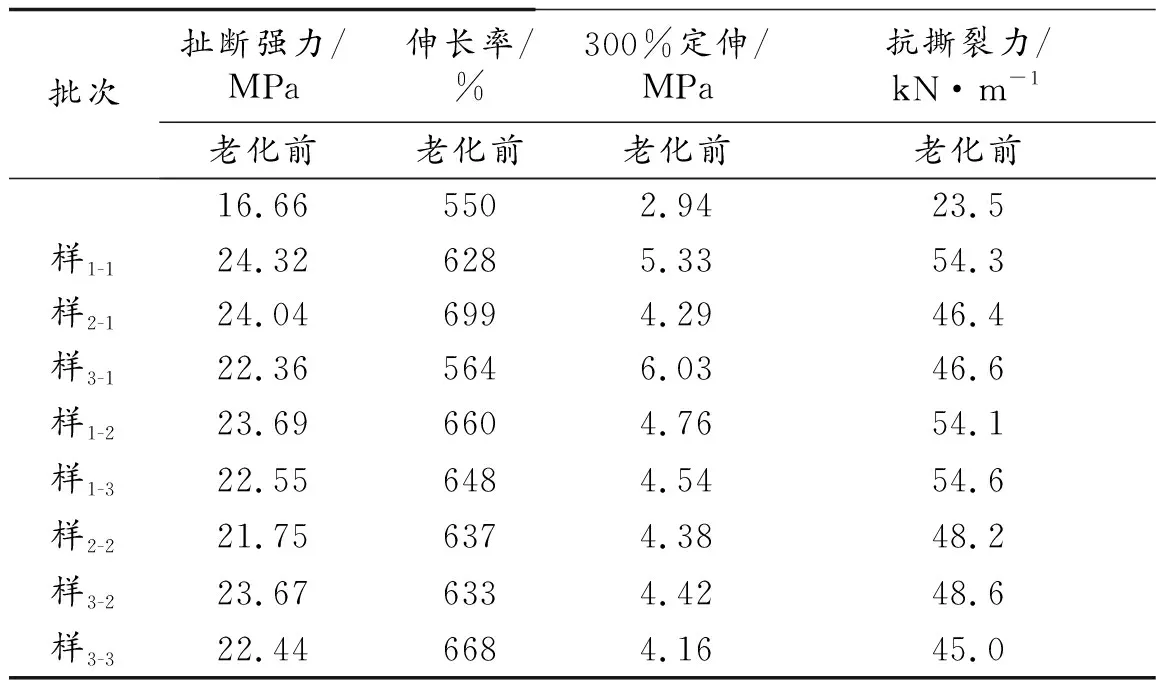
表3 硫化产品性能数据统计表
在A2胶片上取样作硫化仪硫化曲线,条件为156 ℃×25 min,151 ℃×35 min。从曲线上可以看出:
156 ℃×25 min时焦烧时间t10=1.42 min,正硫化时间t90=3.16 min;
151 ℃×35 min时焦烧时间t10=1.88 min,正硫化时间t90=3.94 min。
3 试验数据及数据分析
硫化胶的所有性能都取决于硫化程度,工艺上常用硫化效应来衡量硫化程度的深浅。硫化效应用公式(1)表示。
(1)
式中:E为硫化效应;τ为硫化时间,min;K为硫化温度系数(一般取K=2);t为硫化温度,℃。
在改变硫化条件时,一般只要把改变后的硫化效应控制在原来硫化条件的最大和最小硫化效应的范围内,制品的物理机械性能就可相近。
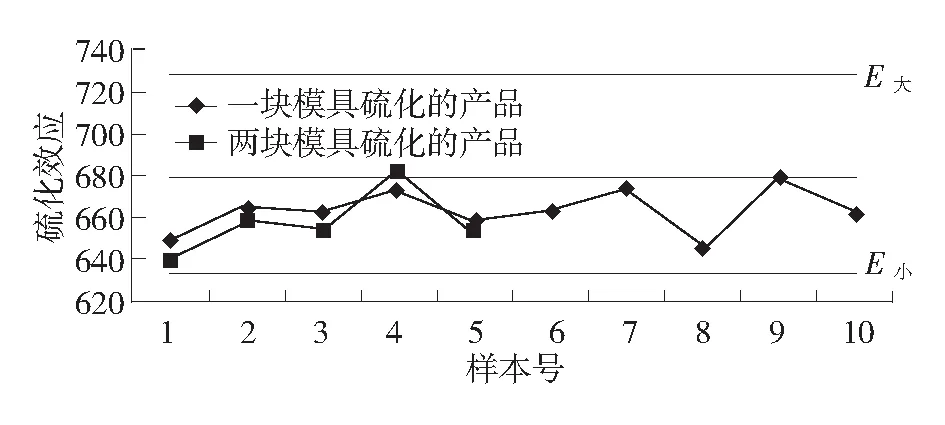
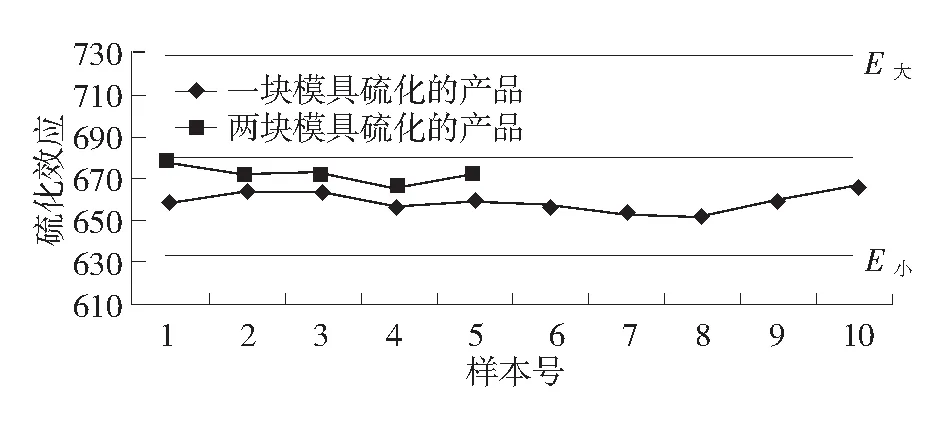
即,设原来的最大硫化效应为E大,原来的最小硫化效应为E小,改变后的硫化效应为E,则要求E小 原来硫化条件为(156±1) ℃×14 min 硫化产品的硫化效应见表4。 针对每个机台一块模具和两块模具的硫化效应对比见图1~图3。 图1 1号机台硫化效应对比图 图2 2号机台硫化效应对比图 图3 3号机台硫化效应对比图 从图1~图3可以看出,一块模具和两块模具硫化的产品硫化效应都在范围内,但用两块模具比一块模具的硫化程度深。 1) 热板仪表显示温度在所设定温度基础上±4 ℃对硫化程度和物理机械性能没有影响。 2) 用一块模具和两块模具硫化对产品物理机械性能没有影响,但用两块模具硫化产品的硫化程度比一块模具硫化产品的硫化程度深。


4 结论
猜你喜欢
橡胶工业(2022年7期)2022-07-19
商品与质量(2019年45期)2019-06-16
橡胶工业(2016年5期)2016-02-24
橡胶工业(2015年10期)2015-08-01
橡胶工业(2015年10期)2015-08-01
橡胶科技(2015年2期)2015-07-30
橡塑技术与装备(2015年7期)2015-07-03
橡塑技术与装备(2015年3期)2015-02-24
橡胶工业(2015年4期)2015-02-23
橡胶科技(2015年2期)2015-02-23