10MeV电子直线加速器辐照控制工艺研究
2018-07-21 07:35袁肖肖段明皞
制造业自动化 2018年7期
江 海,袁肖肖,张 伟,尹 政,段明皞
(1.北京机械工业自动化研究所有限公司,北京 100120;2.西北师范大学 物理与电子工程学院,兰州 730070;3. 中国科学院 近代物理研究所,兰州 730000)
0 引言
电子束辐射加工技术广泛应用于热缩材料、电线电缆、中药、医疗用品及食品加工领域。北京机械工业自动化研究所有限公司研制的10MeV/7.5kW辐照电子直线加速器已在用户处安装运行4年时间。因不同的辐照产品需要不同的辐射剂量,且每种辐照产品都必须受到均匀辐照,这就对加速器的运行参数提出了不同的限制条件。在加速器运行过程中,通过理论计算和实验对比积累了各种不同的产品所需要的最优参数,近期对该加速器的束下传输系统进行优化,提高工作效率。
1 横纵向均匀性研究
横向剂量分布也称为扫描方向剂量分布,指扫描后的电子束流在参考面上形成的与产品运动方向垂直的有用束流宽度。可以通过扫描电源的扫描电流调节,扫描频率调节,来改变电子束斑在横向的分布。但是,由于束流是脉冲的,电子束斑为高斯分布,且脉冲束在该方向边缘存在斜入射现象,会导致该方向的剂量分布不均匀。当束斑内束流密度分布为标准正态分布函数关系,物料照射在扫描束下进行时,为使沿扫描窗宽度方向(简称横向或X向)的剂量波动不大于对应的不均度期望系数k,束流脉冲重复频率N、束流扫描宽度We、扫描频率faw和束斑直径之间受关系式制约:

faw为扫描频率,单位为赫兹(Hz);
We为束流扫描宽度,单位为厘米(cm)。
纵向剂量分布也称为传输方向剂量分布,主要受到纵向传输速度的限制。当束斑内束流密度分布为标准正态分布函数关系,物料照射在扫描束下以传输带工艺进行时,为使沿传输带运行方向(简称纵向或y向)的剂量波动不大于对应的不均度期望系数k,传输带的运行速度vl、扫描频率faw、束斑直径e之间受下面关系式限制:

式中:
vl为传输带的运行速度,单位为米每分(m/min);k为不均度期望系数,无量纲;faw为扫描频率,单位为赫兹(Hz);e为束斑直径,单位为毫米(mm)。
当要求纵、横向的剂量波动不均度相同,即纵、横向有相同的不均度期望系数k时,vl、N、We、faw、e五个参数之间应满足下式的不等式协调限制条件:

纵向速度还受到辐照产品所需剂量的限制,假定Q0为单位时间内辐照产品的传送质量,则有:

式中:b为辐照物的宽度,Rp为电子束在照射物中的穿透厚度,ρ为辐照物的平均密度。
若物品的厚度恰好是电子在该辐照物品中的射程,则在束流功率为Pb的情况下,该物品的吸收剂量Dm为:

由式(4)和式(5)可知传送速度vl为:

当电子束的重复频率faw一定,产品在接受辐照时,不同的扫描频率对产品辐照的均匀性各不相同。前期我们在该10MeV/7.5kW电子辐照加速器上,由束流脉冲频率、扫描频率及传送带速率之间存在的关系,编写过算法程序。程序能较直观地显示束斑的分布情况及获得覆盖率。通过对一系列数据的分析,当扫描频率faw在6.2时,能获得相对较良好的效果。
2 深度方向均匀性研究
电子在介质中吸收剂量的深度分布呈现先上升后下降的趋势,其上升是由于电子束入射到吸收介质,在碰撞及进一步的级联碰撞中次级电子逐渐积累,吸收剂量也就随深度增加而增大,随后吸收剂量随吸收材料深度增加而减小[2]。电子束在均匀材料中沿着其轴线所贯穿的距离被定义为电子射程Rp,即电子束深度剂量分布曲线下降最陡段(即斜率最大处)切线的外推线与横轴的相交点处所对应的深度,单能电子在物质中的穿透深度与电子能量的大小密切相关,即能量越高,Rp越大。对于能量固定的加速器,其对物质的穿透深度是固定的,被辐照物质的密度越大,穿透深度越小。
1)单面照射的深度剂量曲线
以铝片为受照材料,选用叠层法测量。在钛窗的正下方放置铝片三醋酸纤维(CTA)剂量片交替叠层,进行电子束照射。CTA剂量片的厚度为0.0125cm,小于Rp/12,以确保有足量的数据点绘制深度剂量分布曲线。叠层的横向尺寸不少于3Rp×3Rp,以避免边缘效应,将电子束穿透铝片的厚度按密度折算成水等效深度,以水等效深度(g.cm-2)为横坐标,剂量平均值(kGy)为纵坐标绘制穿透深度曲线,并拟合成高次多项式,方差为0.999,如图1所示。
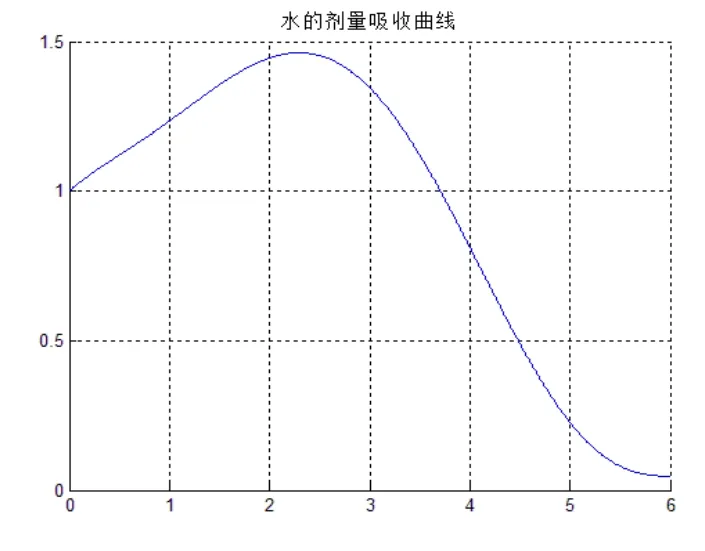
图1 水的吸收剂量曲线
电子射程 Rp是指电子束深度剂量分布曲线下降最陡(斜率最大处)切线的外推线与该曲线尾部韧致辐射剂量的外推线相交点处所对应的材料深度。
R50为均匀材料中吸收剂量等于与最大吸收剂量的一半所对应的厚度。
半入射值深度R50e是指电子束深度剂量分布曲线中吸收剂量减少到表面入射剂量值的50%时所对应的材料厚度。
最佳厚度Ropt是指在均匀材料中吸收剂量等于与电子束入射表面处的吸收剂量所对应的厚度。
根据所得的深度剂量分布曲线下降最陡(斜率最大处)切线的趋势方程,可计算不同密度产品的实际射程Rp、半入射值深度R50e和最佳厚度Ropt。
10MeV单一能量电子束辐照时射程深度与材料密度的关系可以按下式推算:

其中ρ为产品密度(g . cm-3), Rp为电子射程(cm)。
但对普通电子辐照加速器而言,10MeV是最可几能量,并非单一能量,因此需对其进行修正,修正系数一般取0.90~0.95,现取0.93得:

其值与上图实测的水当量吸收剂量得出的数据,高度吻合。
2)单双面辐射加工时的不均匀度曲线,如图2所示。

图2 单双面辐射加工不均匀度曲线
以水当量吸收剂量为例,从图2中可以得出:
1)单面辐照时,当厚度小于Ropt(图中为3.71)时,其不均匀度为小于1.46,当超过此厚度,吸收剂量不均匀度迅速恶化,接近时R50e(图中为4.35)时,不均匀度到达2.5。
2)单面辐照时,当厚度大于R50e时,其不均匀度超过2.5后,迅速恶化。
3)双面辐照时,当厚度小于Rp时,不均匀度小于2.5,但当厚度在Rp与2Ropt时(图中为5.19~6.26),不均匀度超过2.5,当厚度继续增加时,不均匀度反而降低,直到2R50e时(图中8.96),不均匀度降到最低1.47,到达2Rp(图中为9.71)时不均匀度超过2.5。
4)当厚度大于Ropt时,就得考虑用双面辐照,达到R50e时,必须使用双面辐照,否则不均匀度将突破2.5,造成质量不合格。
5)当用双面辐照时,应避免厚度在Rp与2Ropt之间,因为此时不均匀度会突破2.5~2.6,可能会造成产品不合格,应慎用此区间,当厚度在此范围时应采用适当增加包装物,以使辐照厚度达到合理区间。
6)当用双面照射时,最佳厚度范围是2Ropt与2R50e之间。
7)当厚度超过2Rp时,电子束将无法穿透,必须分开包装进行加工。
8)当用双面照射时,表面入射剂量,应减至目标剂量一半。
综合以上所述,列表如表1所示。
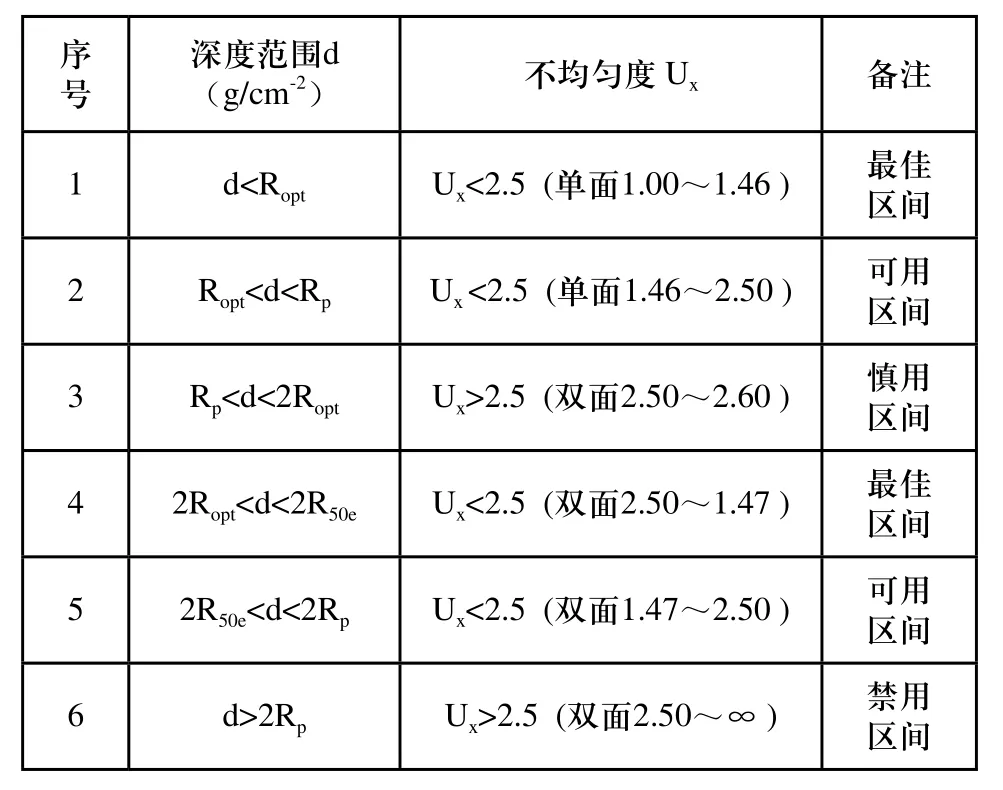
表1 单双面辐射加工的可用区间表
3 控制系统实现
10MeV/7.5kW的束下传输线如图3所示。

图3 传输线整体方案图

图4 I/O口和模拟量控制方式示意图
传输系统的电动机采用西门子SINAMICS V20型变频器驱动,配合西门子公司的PLC1200使用。控制方式采用I/O口和模拟量控制:如图4所示,该种控制方式需要占用PLC的四个输出点、一个输入点以及一个模拟量输出点。四个输出点分别控制变频器的启动、正反转、故障确认和点动;一个输入点用来接收变频器的故障信息;模拟量输出用来控制变频器的频率进而控制电机转速。
PLC模拟量输出的数字量最大值为32000。对应输出电压值为0~10V,根据电机的额定转速、减速机的减速比及驱动链轮直径来确定束下传输线的运行速度,可实现平滑无级变速。
在加速器运行前期,系统运行参数大部分利用操作人员的经验,由人工操作完成。每一类产品有一组具体的参数输入,该输入方法操作起来比较麻烦,重复性工作较多,并且容易出现误差。在这次修改中,对不同种类的辐照产品摸索出具体辐射工艺后,我们在控制系统中增加配方的功能。配方是生产过程中一些变量对应的参数设定值的集合。具体到该应用中,我们将不同方向上的均匀性限制条件写入PLC程序,并在配方中包含辐照物品的种类、密度、体积、辐照剂量、加速器束流功率、扫描频率、传输线运行速度、辐照高度等参数信息。用户在使用过程中,只需要输入辐照物品的品种,PLC就能自动调整束下系统的运行速度,达到优化辐照的目的。
4 结束语
本文基于10MeV/7.5kW辐照电子直线加速器运行中得出的相应系统参数,通过理论计算和实际运行中的参数对比,重新设计了该辐照电子直线加速器的辐照控制工艺。现场运行实践表明,该系统满足中药辐射加工对辐照电子直线加速器的工艺要求,运行稳定可靠,提高了生产效率。对后期更大功率的10MeV辐照电子直线加速器的辐照加工工艺研究具有一定的指导意义。
猜你喜欢
原子能科学技术(2022年9期)2022-10-10
原子能科学技术(2022年9期)2022-10-10
医疗卫生装备(2022年4期)2022-05-17
白城师范学院学报(2021年2期)2021-05-06
核技术(2020年12期)2020-12-18
制造技术与机床(2019年12期)2020-01-06
汽车文摘(2017年6期)2017-07-18
制造技术与机床(2017年3期)2017-06-23
载人航天(2016年3期)2016-06-04
航天器环境工程(2016年2期)2016-05-25