
新型浮选剂在朝川焦化选煤厂的探索性应用
2018-07-20 08:58陈力攻李小可
选煤技术 2018年3期
陈力攻,李小可
(中国平煤神马集团 平顶山朝川焦化有限公司选煤厂,河南 汝州467522)
中国平煤神马集团平顶山朝川焦化有限公司选煤厂(以下简称“朝川焦化选煤厂”)位于平顶山西部的汝州境内,是一座设计能力为2.70 Mt/a的炼焦煤选煤厂。原煤以预先脱泥方式入选,主选采用无压给料三产品重介质旋流器分选、煤泥直接浮选的联合工艺,浮选设备选用XJM-S20型机械搅拌式浮选机。入选原煤主要为朝川煤矿一井的主焦煤,具有粉煤含量高(占原煤比例在45 %以上)、灰分高及可浮性较差的特点;主导产品为灰分在11.50 %以下的洗选精煤,主要作为公司内部生产二级冶金焦炭的原料。
近年来,由于原煤煤质发生变化,其中的细粒级含量越来越高,浮选在整个选煤过程中所起的作用越来越突出[1]。我国绝大多数入浮煤泥的细粒级含量、灰分均较高,这类煤泥对浮选精煤的数质量和浮选剂用量影响较大,且还有加剧的趋势,因此提高细粒级的分选效果是煤泥浮选的重要任务[2-3]。鉴于朝川焦化选煤厂的原煤特性,浮选精煤灰分不稳定,且远高于重介精煤灰分;特别是自2017年以来,由于客户需求发生变化,浮选精煤灰分偏高的问题尤为突出,严重影响正常生产。因此,必须采取合理的技术措施,提高煤泥浮选效果。
1 生产现状
在要求精煤灰分由11.50 %降为10.50%后,浮选系统操作方式根据需要进行了调整;在这种情况下,压滤煤泥处理量由200 t/h增至440 t/h,其灰分由68%降至42%,压滤设备生产压力大增,精煤损失严重(产率由45%降至30%左右)。此外,由于浮选尾煤中杂质种类较多,加之细粒杂质含量增加,煤泥水在浓缩池得不到有效沉降,致使循环水的水质变差。
朝川焦化选煤厂原来选用的捕收剂、起泡剂分别是煤油和杂醇,这两种浮选剂无法适应煤质多变的生产状况,导致浮选精煤的数质量和浮选效果没有保障。要想提高浮选精煤产率,除合理的浮选流程、高效的浮选设备外,浮选剂的性能也至关重要[4],因此,选择高效、经济的浮选剂也是改善煤泥浮选效果的重要途径[5]。
2 试验部分
2.1 煤泥性质
(1)可浮性判定。按照GB/T 30046.2—2013《煤粉(泥)浮选试验第2部分:顺序评价试验方法》[6]进行浮选试验,绘制产率-灰分曲线,并根据GB/T 30047—2013《煤粉(泥)可浮性评定方法》[7]判断煤泥的可浮性。入浮煤泥的密度组成见表1,产率-灰分曲线如图1所示。
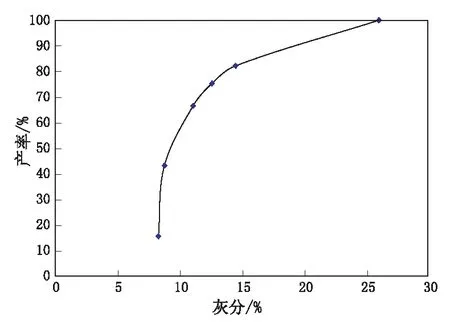
图1 入浮煤泥产率-灰分关系曲线
由图1可知:当要求精煤灰分为10.50%时,精煤理论产率为63.15%。结合浮选精煤可燃体回收率Ec计算式,评价煤泥的可浮性。
Ec=γc(100-Ad,c)100-Ad,f,
式中:γc为精煤理论产率,%;Ad,c为精煤干基灰分,%;Ad,f为入料干基灰分,%。
结合表1数据计算得到Ec=76.28%,根据GB/T 30047—2013《煤粉(泥)可浮性评定方法》规定,该煤泥较难浮。
(2)粒度组成。按照GB/T 477—2008《煤炭筛分试验方法》[8]规定,对入浮煤泥和浮选精煤的粒度组成进行分析,结果见表2、表3。
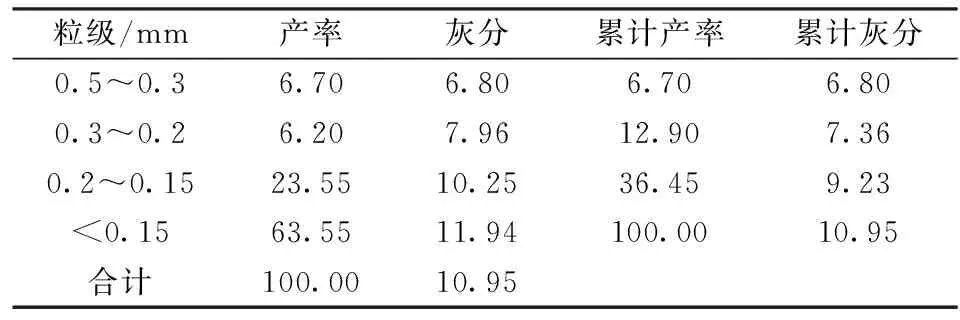
表3 浮选精煤的粒度组成
由表2、表3可知:入浮煤泥中<0.15 mm粒级产率为48.24%,灰分为32.30%;浮选精煤<0.15 mm粒级产率为63.55%,灰分为11.94%。这说明煤泥中的微细粒含量较多,且多为细泥,分选过程中存在细泥夹带和微细粒分选不彻底的问题[9]。
综上分析:原来选用的浮选剂对微细粒的选择性不足,导致大量高灰细粒污染浮选精煤,进而使其灰分偏高。因此,必须选择捕收性能和起泡性能更强的浮选剂,实现微细粒的有效分选,这是保证浮选精煤数质量的关键。
2.2 试验药剂
新型浮选剂包括起泡剂FQB-Ⅰ和捕收剂FMD-Ⅱ,FQB-Ⅰ属于棕色油状液体,密度为0.94 g/cm3,有高级醇的味道;由于含有少量的脂肪酸,需要加入适量的乳化剂,以提高其起泡性能和泡沫稳定性。FMD-Ⅱ属于人工合成药剂,为浅棕色液体,密度为0.83 g/cm3;由于添加了活性混合物,其具有活性高、选择性好等优点,且兼有起泡作用,可在不添加起泡剂的情况下单独使用。
2.3 试验设备
工业性浮选试验设备为XJM-20S型机械搅拌式浮选机,其主要技术参数如下:
单槽容积/m3
20
外形尺寸/(m×m×m)
15.20×3.70×3.50
搅拌机构功率/kW
45
刮泡机构功率/kW
2.20
充气速率/(m3·m-2·min-1)
0.60~1.20
叶轮转速/(r·min-1)
180
矿浆浓度/(g·L-1)
60~120
矿浆处理量/(m3·h-1)
120~200
2.4 试验方案
为了保证煤泥浮选效果,试验中部分班次将浮选剂单独使用,部分班次将浮选剂配合使用。在浮选机运行正常的条件下,保证原煤入选量和矿浆浓度不变,改变浮选剂种类和用量,并记录精煤产率和灰分、尾煤产率和灰分及试验现象,然后分析浮选剂性能和煤泥浮选效果[10]。
3 试验结果与分析
不同条件下的煤泥浮选试验结果见表4。由表4可知:在尾煤灰分相同的情况下,添加杂醇、煤油的浮选精煤灰分偏高,添加FQB-Ⅰ、FMD-Ⅱ的精煤灰分偏低;在浮选精煤产率相同的情况下,添加杂醇、煤油的尾煤灰分偏低,添加FQB-Ⅰ、FMD-Ⅱ的尾煤灰分偏高,说明FQB-Ⅰ、FMD-Ⅱ的选择性能更好,能使精煤与尾煤更好地分离。
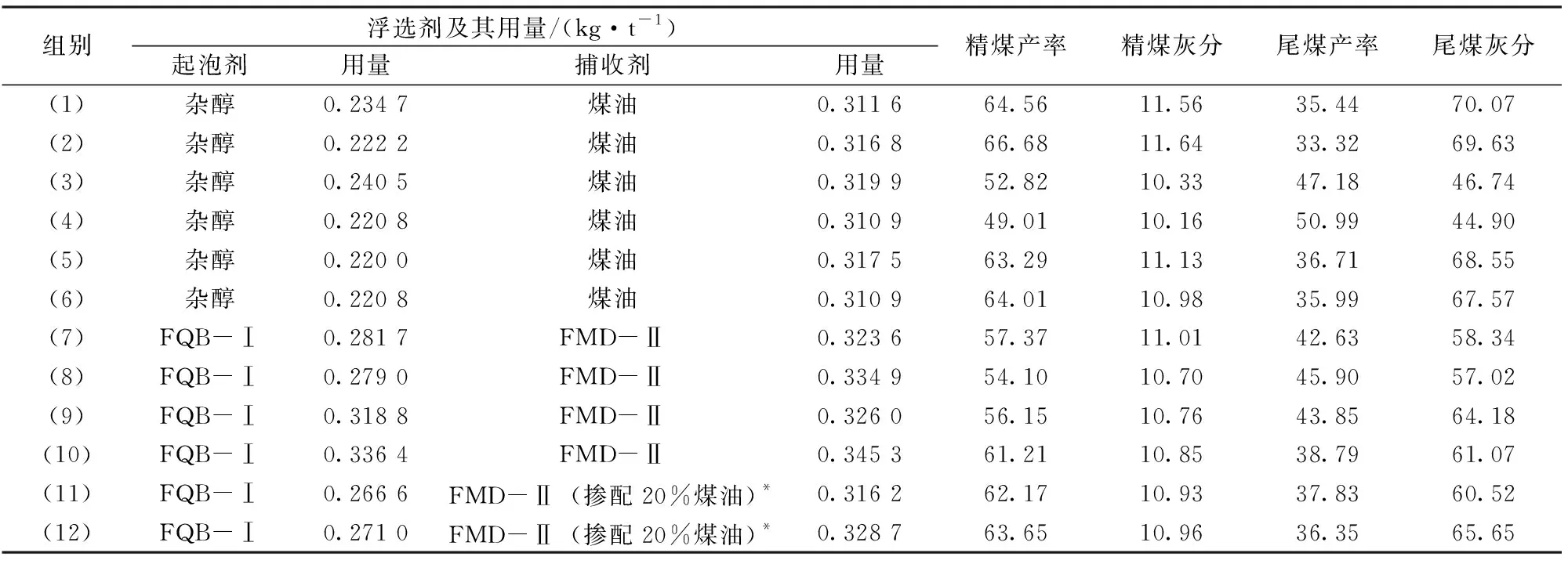
表4 煤泥浮选试验结果
注:煤油的掺配比为体积比。
在要求精煤灰分在11%以下时,杂醇、煤油的用量偏少,但尾煤灰分低,精煤损失较多;FQB-Ⅰ、FMD-Ⅱ用量偏多,但尾煤灰分高,精煤损失较少。从工业性试验现象来看,添加FQB-Ⅰ、FMD-Ⅱ的尾矿水浓度高,且杂质多;添加杂醇、煤油的尾矿水浓度低,且杂质少。
综合分析,起泡剂宜选用FQB-Ⅰ,其用量为0.27 kg/t;捕收剂宜选用FMD-Ⅱ,并掺配体积比为20%的煤油,其用量为0.32 kg/t,此时煤泥浮选效益最好,不但浮选精煤质量稳定且满足要求,而且浮选剂用量较少。
4 结论
(1)朝川焦化选煤厂的煤泥属于难浮煤泥,其中的微细粒含量较多且多为细泥,杂醇、煤油对微细粒的选择性不足,导致大量高灰细粒污染浮选精煤。
(2)在添加起泡剂FQB-Ⅰ和捕收剂FMD-Ⅱ的情况下,煤泥浮选效果优于原浮选剂,但存在浮选剂用量大、精煤灰分不稳定的缺陷,浮选精煤质量达不到要求。
(3)以FQB-Ⅰ、FMD-Ⅱ分别作为起泡剂和捕收剂,两者用量分别为0.27、0.32 kg/t,并在FMD-Ⅱ内掺配体积比为20%的煤油时,煤泥浮选效益最好。
猜你喜欢
选煤技术(2022年3期)2022-08-20
选煤技术(2022年2期)2022-06-06
有色金属(矿山部分)(2021年4期)2021-08-30
煤炭加工与综合利用(2021年7期)2021-08-26
煤炭加工与综合利用(2020年11期)2020-12-16
中国海上油气(2020年5期)2020-10-20
百科知识(2017年21期)2017-12-05
北京航空航天大学学报(2016年5期)2016-11-16
载人航天(2016年5期)2016-10-19
中国资源综合利用(2016年9期)2016-01-22
