
基于物联网的瓦楞纸箱印刷机生产管理系统设计
2018-07-20 05:27:42陈兰生陈平生李芝年
自动化仪表 2018年7期
王 健,陈兰生,陈平生,李芝年
(1.绍兴职业技术学院信息工程学院,浙江 绍兴 312000; 2.绍兴高得软件有限公司,浙江 绍兴 312000)
0 引言
“工业4.0”的概念一经提出,就受到广泛关注,并在全球范围内拉开了工业转型的序幕。我国作为制造业大国,也相继提出“智能制造”、“数字工厂”等概念,为制造业转型提供了参考。这些概念的提出均是为了提升制造业的智能化水平、提高生产效率,其基础技术是网络实体系统及物联网[1]。
瓦楞纸箱印刷产业[2]是我国传统制造业的典型代表,其生产规模随着电子商务的发展逐年提升,但是生产效率并没有显著提高。其主要原因是:①我国目前瓦楞纸箱印刷机的自动化水平较低,计数、计时等操作均需人工干预[3];②排程信息无法直接在印刷设备上显示,生产人员操作随意性较大;③印刷设备不能存储运行过程中的停机、故障等信息,不利于管理人员进行过程管理,一定程度上降低了生产效率[4]。
针对上述问题,本文研究并设计了基于物联网技术[5]的瓦楞纸箱印刷管理系统。该系统采用传感网、嵌入式、组态软件等物联网技术,使印刷设备和制造执行系统(manufacturing execution system,MES)相连接,从而实现了印刷精准计数、排程信息显示、停机信息存储、历史订单存储以及生产实时管控等功能,提高了生产效率和印刷质量[6]。
1 系统总体结构设计
传统瓦楞纸箱印刷机作为独立的印刷设备[7],不能与企业资源计划系统(enterprise resource planning,ERP)或MES连接,无法在设备端查看非程信息;机器生产自动化水平低,计数、计时等操作均需要人工干预。本系统致力于解决传统设备亟需的信息传输、自动控制等问题。
系统由终端控制单元、信息传输单元和系统管理单元[8]3部分组成。系统整体框图如图1所示。

图1 系统整体框图
系统采用STM32F103芯片作为终端设备的核心控制器,以光电开关进行印刷计数,以PLC控制器控制印刷设备的开启和关闭,以人机界面(human machine interface,HMI)组态屏进行排程和生产信息的显示以及数据输入。各个终端通过网络模块与ERP服务器或MES服务器进行数据交互。网络模块提供WiFi和有线局域网两种传输模式。设备可以通过配置直接在局域网内进行数据传输,也可以通过Internet实现远程传输[9-10]。
系统功能管理涵盖试机、开始、暂停、继续、完工、设置、报表等功能。设备运行后,终端设备会自动采集印刷设备的当前车速、生产张数、停机次数、停机时间、生产班次、生产开始时间、生产完工时间等信息,并可实现上道缺数、试机张数、本机报废、补单数量等信息的手动输入,具有一定的智能化水平。此外,系统还具有存储3个月以上的历史数据、生成停机日志以及数据查询分析等功能,大大提高了生产管理效率。
2 系统硬件结构组成
系统终端控制单元(下位机)采用STM32F103芯片作为核心控制芯片,以E18-D80NK外挂常开式光电开关作为计数采集设备,以电阻触摸屏(DC10600A101_01TF)作为系统显示和输入设备,以ATK-RM04网络模块进行系统信息传输,可支持WiFi、有线两种模式,且能自由切换,通信较为稳定。
2.1 STM32F103控制器
STM32F103是一款32位ARM微控制器,其内核是Cortex-M3。此款芯片自带3个USART接口、2个串行外设接口(serial peripheral interface,SPI),最高工作频率可达72 MHz,在工业控制上具有非常广泛的应用。由于终端系统的主要工作为数据通信,在具体操作时,系统利用2个USART接口分别与组态屏和网络模块进行通信,并利用SPI接口扩展外部存储空间。由于系统对程序存储空间有较大的需求,所以选择STM32F103ZET6,具有144个引脚以及512 KB的Flash存储空间。
2.2 ATK-RM04网络模块
系统终端控制单元会根据应用环境的差别和实际安装难度选择不同通信网络,所以设备在设计时就需要对有线网络和无线网络进行综合考量。基于此需求,系统选择ATK-RM04作为设备的网络通信模块。它是ALIENTEK推出的一款高性能UART-ETH-WiFi(串口-以太网-无线网)模块。该模块采用串口(RS-232/LVTTL)与其他串口设备通信,内置TCP/IP协议栈,能够实现用户串口、以太网、无线网(WiFi)3个接口之间的转换。只需要进行简单的配置,便可以让设备连接网络,一定程度上加快了开发进度、降低了开发成本。
2.3 HMI组态显示屏
系统采用HMI组态屏作为显示和外部输入设备,考虑到工厂环境中显示信息要清晰明显、触摸操作要稳定,选择了DC10600A101_01TF显示屏作为系统的显示设备。其分辨率为1 024×600,能够满足系统的显示需要。电阻触摸较为稳定,能够有效防止误操作。图2为组态屏内部结构图。组态屏内部主要由一个Cortex-M3控制器和一块现场可编程门阵列(field programmable gate array,FPGA)组成。Cortex-M3控制器主要负责指令的收发和解析,FPGA负责数据的读取和显示刷新。此设计大大提高了系统的工作效率。由于组态屏不需要设计复杂的硬件电路,只需要利用串口对其指令控制即可,使得操作较为便利。通过组态屏自带的上位机Visual-TFT软件,即可进行界面排版和控件设计。设计完成后,通过USB/UART或SD卡等方式,将整个工程图片和配置信息下载到串口屏内部存储器中。
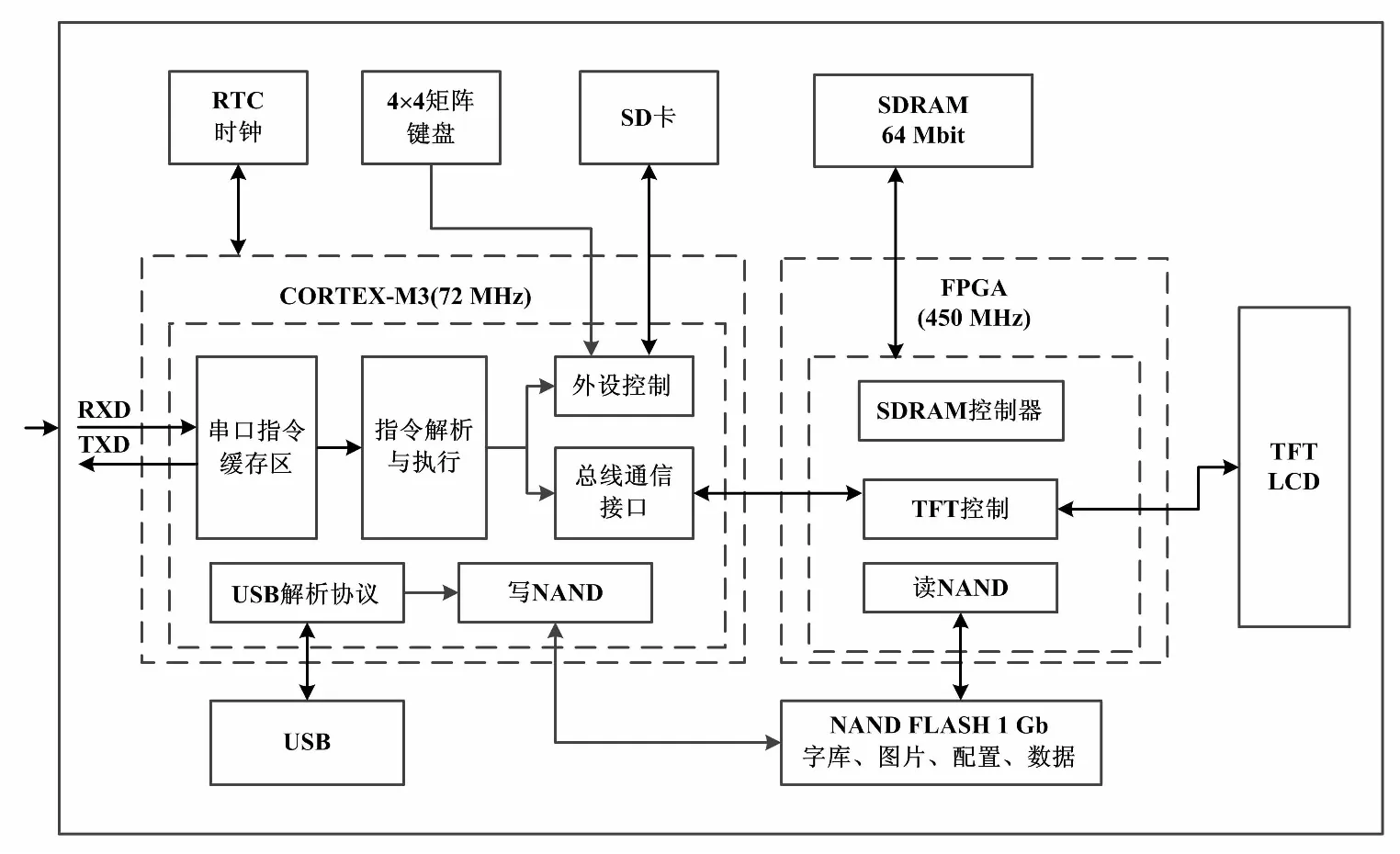
图2 组态屏内部结构图
3 系统软件设计
系统软件主要包括嵌入式平台程序和人机交互界面两部分。采用STM32编写嵌入式程序,主要实现网络通信和显示控制;使用组态屏自带的Visual-TFT软件来实现人机交互界面。本系统通过所设计接口模块,可实现与企业原有的ERP软件或者MES软件的无缝对接。
3.1 系统运行流程
系统接收到ERP/MES软件所发出的指令后,解析指令获得有效订单信息,并将订单信息排序后传输到显示屏显示;当订单开始生产后,系统自动记录开始时间,STM32控制外接光电开关并进行计数;显示屏的生产信息能够实时更新。当生产过程间断时,设备能够根据间断时间自动判断机器是否暂停生产,并自动记录暂停时间。系统整体运行流程如图3所示。

图3 系统整体运行流程图
当光电开关检测到有瓦楞纸过片时,系统自动转为生产状态,无需人工切换。当生产结束时,用户将报废数量、上道缺数等信息填写完整,系统自动存储订单生产数据以及停机日志,并将下一条待生产的订单自动置顶。
在整个生产过程中,ERP/MES软件可以发送相关指令来进行查询生产信息或者修改、删除订单等操作。设备历史生产记录和停机日志等信息可以进行在线查询,也可以直接在计算机上进行读取,操作较为便捷。
3.2 系统人机交互界面设计
人机界面是系统软件的关键部分,它承担着信息显示和输入的功能。本系统的人机界面主要分为四个部分:标题栏、当前订单生产状态、排程信息以及按钮操作区域。
标题栏主要包括班次选择和时间日期两部分内容。当前订单生产状态栏主要包括当前数量、当前车速、开始时间、完成时间以及停机信息等。上道缺数、本机报废、补单数量以及实际试机数等信息需要在完工后手工输入。排程信息栏主要是根据系统所接收的订单进行排序显示,ERP/MES系统发出撤单、修改等指令后,订单信息将会实时更新。按钮操作区域包含试机、开始、暂停、继续、完工、记录等操作按钮。通过按钮,用户能够控制系统的运行,以及查询相关的生产记录。
3.3 系统接口模块设计
①系统与ERP/MES软件接口设计。
系统提供基于以太网Winsock方式,采用TCP/IP协议的接口模块与工厂ERP/MES软件连接,接收来自ERP/MES系统的机台排程信息和控制指令。系统指令解析流程如图4所示。
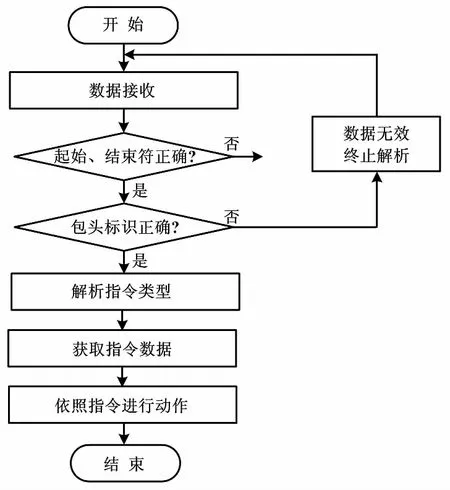
图4 系统指令解析流程图
为保证系统通信的准确性,接口数据还设置了起始/终止符、包头标志等多重数据验证方式,系统成功解析数据后还会有指令返回。系统接收到数据回收指令后,通过数据处理、数据拼接,将数据发回ERP/MES系统。系统当前生产数据回收流程如图5所示。
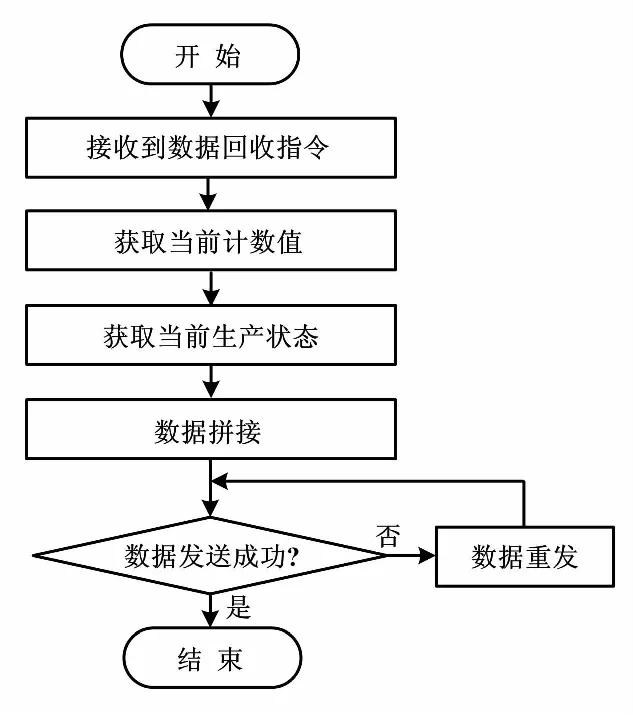
图5 系统当前生产数据回收流程图
②系统内部接口设计。
为提供系统功能的可扩展性,系统还预留了多个RS-232/RS-485通信接口和多个GPIO管脚,可以为系统接入更多的传感器或PLC设备提供可能。
4 测试结果与分析
为验证系统工作的可靠性和准确性,将系统安装到印刷机上进行计数测试。为保证计数测试的科学性与准确性,印刷机车速逐步升高,在每种车速情况下测试10次,以10 000张纸板为一组进行计数测试,对计数结果求平均值得到实际测试数据。系统车速与计数误差关系如图6所示。从图6可知:车速低于13张/s时,能够保证计数100%准确;高于13张/s后,误差逐步增大。传统印刷机和糊盒机的车速一般在1~7张/s,远低于13张/s。由此可见,系统在准确率和反应速度方面,完全能够满足实际生产需求。
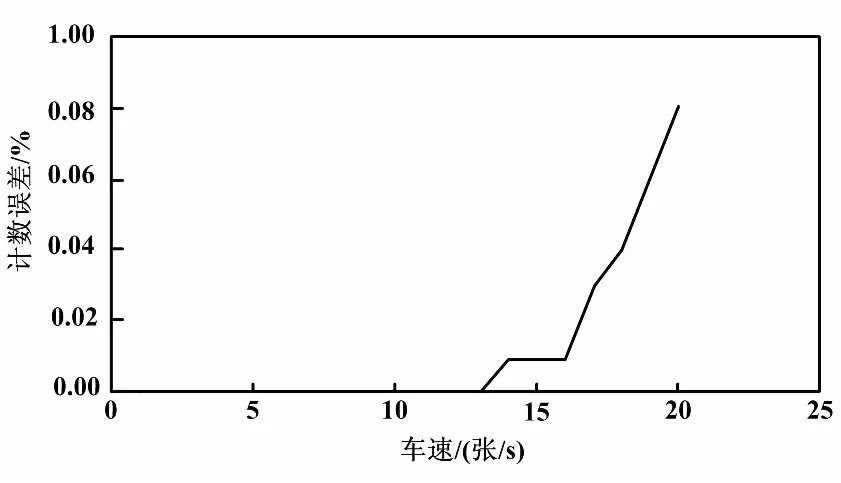
图6 系统车速与计数误差关系图
此外,本生管系统能够快速、准确地响应ERP/MES系统所发送的指令,通信较为稳定。在具体生产过程中,排程信息和生产状态能够正常在组态显示屏显示。触摸屏按键响应较为可靠,能够有效防止误触碰操作,在具体生产过程中界面显示正常稳定。STM32作为系统核心控制器,其稳定性、实时性完全达到了系统设计要求。模块化的软硬件设计能够在节约成本的基础上,增强系统的可扩展性,效果显著。
5 结束语
本文设计了基于物联网技术的瓦楞纸箱印刷管理系统,实现了印刷精准计数、排程信息显示、停机信息存储、历史订单存储以及生产实时管控等功能,提高了生产效率和印刷质量。测试表明,系统传感器计数精准、网络通信稳定、组态屏界面友好且显示美观,特别适合与传统印刷设备搭配使用,能够满足管理人员对于工厂印刷生产的过程管理,为我国传统制造业工厂智能化改造提供方向。通过本设计可知,充分利用以传感器、嵌入式技术为代表的物联网技术改造传统机电系统是实现中国智能制造的一种有效途径,具有重要的实践意义。
猜你喜欢
现代仪器与医疗(2021年4期)2021-11-05 08:25:06
河北农机(2020年10期)2020-12-14 03:13:42
制造技术与机床(2019年7期)2019-07-22 03:42:04
凿岩机械气动工具(2017年2期)2017-07-19 10:21:13
智能建筑与智慧城市(2017年2期)2017-03-08 07:57:29
工业设计(2016年11期)2016-04-16 02:49:22
汽车维护与修理(2016年3期)2016-02-28 13:17:07
中国铸造装备与技术(2015年5期)2015-12-10 10:23:41
少先队活动(2014年6期)2015-03-18 11:19:18
系统工程学报(2015年5期)2015-02-28 19:54:16
