聚磷酸胺/阻燃树脂协同体系制备阻燃木塑材料的性能研究
2018-07-16 07:10:06方晓钟高威威张家贵
上海塑料 2018年2期
方晓钟,高威威,张家贵
(1.安徽国风木塑科技有限公司,安徽 合肥 230051;2.上海建科检验有限公司,上海 201108)
0 前言
木塑复合材料(WPC)因价格低廉、原料来源广泛、加工性能优良以及对环境友好的特点已被广泛应用。但是,由于WPC的主要原料是植物纤维与聚烯烃类塑料,易燃,具有消防安全隐患,这极大程度地限制了这种绿色环保产品的应用,因此,近年来WPC阻燃性能的研究越来越受到人们的重视。
WPC阻燃性研究主要集中在阻燃剂的选择上,目前常用的阻燃剂有卤素阻燃剂和三氧化二锑(Sb2O3)配伍(“卤-锑协同体系”)、磷-氮系阻燃体系、铝-镁系阻燃体系、膨胀型阻燃体系、硅系阻燃体系等[1]。其中膨胀型阻燃体系因其高效、低毒的特性而受到广泛的关注[2-3],其应用于木塑产品中的研究也有报道[4],但是这种阻燃剂会影响WPC产品的物理性能,同时使价格也不能满足市场需求,所以市场中还没有真正意义上的膨胀型阻燃木塑产品。本文以聚磷酸铵(APP)为酸源、三聚氰胺(MA)为气源、季戊四醇(PER)为成炭剂,并复配以阻燃性塑料基体,制备了阻燃PE基木塑复合材料,研究了以APP为阻燃体系、以阻燃树脂为协同体系的聚乙烯基WPC产品的阻燃性能和力学性能,探索了最优阻燃配方及工艺条件,以期能生产出符合市场需求的阻燃木塑产品。
1 实验部分
1.1 实验原料
木粉、回收HDPE:安徽国风木塑科技有限公司;
APP:TF231,四川省什邡市太丰新型阻燃剂有限责任公司;
相容剂I:SZ11,黄山贝诺科技有限公司;
PER:保定市国秀化工有限责任公司;
PVC:SG-5,天津大沽化工股份有限公司;
氯化聚乙烯(CPE):CPE135A,山东潍坊邦泰高分子材料有限公司;
氯化石蜡(CP):CP-52型,合肥荣光化工有限公司;
轻质碳酸钙:D35,广州福银化工科技有限公司;
相容剂II-(EVA/VC-g-MA):安徽国风木塑科技有限公司自制;
抗氧剂:B225,上海缔睿化工有限公司;
热稳定剂:FWR112,合肥荣光化工有限公司。
1.2 仪器和设备
同向双螺杆混炼造粒机:JWE75/40型,苏州大云塑料回收辅助设备有限公司;
汉语对外来词的吸收改造功能则远不如日语,其对外来语的态度是一个至关重要的因素。与日本对外来文化的“拿来主义”不同,汉民族对外来文化本来就抱有一种警惕和排斥的心理。因此在外来词的吸收过程中,也总是力图与其划清界限,尽可能避免直接使用外来词或对其进行任何形式的改造,而是更多地采取意译。
高速混合机:SHR-800/2500,张家港联冠科技发展有限公司;
万能力学试验机:CMT-4104,深圳市新三思计量技术有限公司;
简支梁冲击试验机:XJJ-5,承德市金建检测仪器有限公司;
氧指数测定仪:HC-2,南京炯雷仪器设备有限公司;
锥形量热仪:CCT,莫帝斯燃烧技术有限公司。
1.3 阻燃木塑复合材料的制备
将回收HDPE树脂、PVC、CPE、相容剂II、抗氧剂、热稳定剂、润滑剂等助剂加入高速混合机中混合后,加入双螺杆挤出机中进行熔融共混、造粒,双螺杆机筒温度为175~200 ℃,螺杆转速为80~120 r/min。
阻燃木塑材料基础配方如表1所示。1#样品是安徽国风木塑科技有限公司普通WPC产品的配方,由于2#、3#、4#样品中增加了大量的APP、MA等无机物,因此与1#样品相比,其配方中作为普通填料轻钙的比例有所下降。另外,由于3#、4#样品中增加了PVC、CPE等阻燃塑料成份,故其配方中HDPE的含量有所下降,但总的塑料含量基本不变。
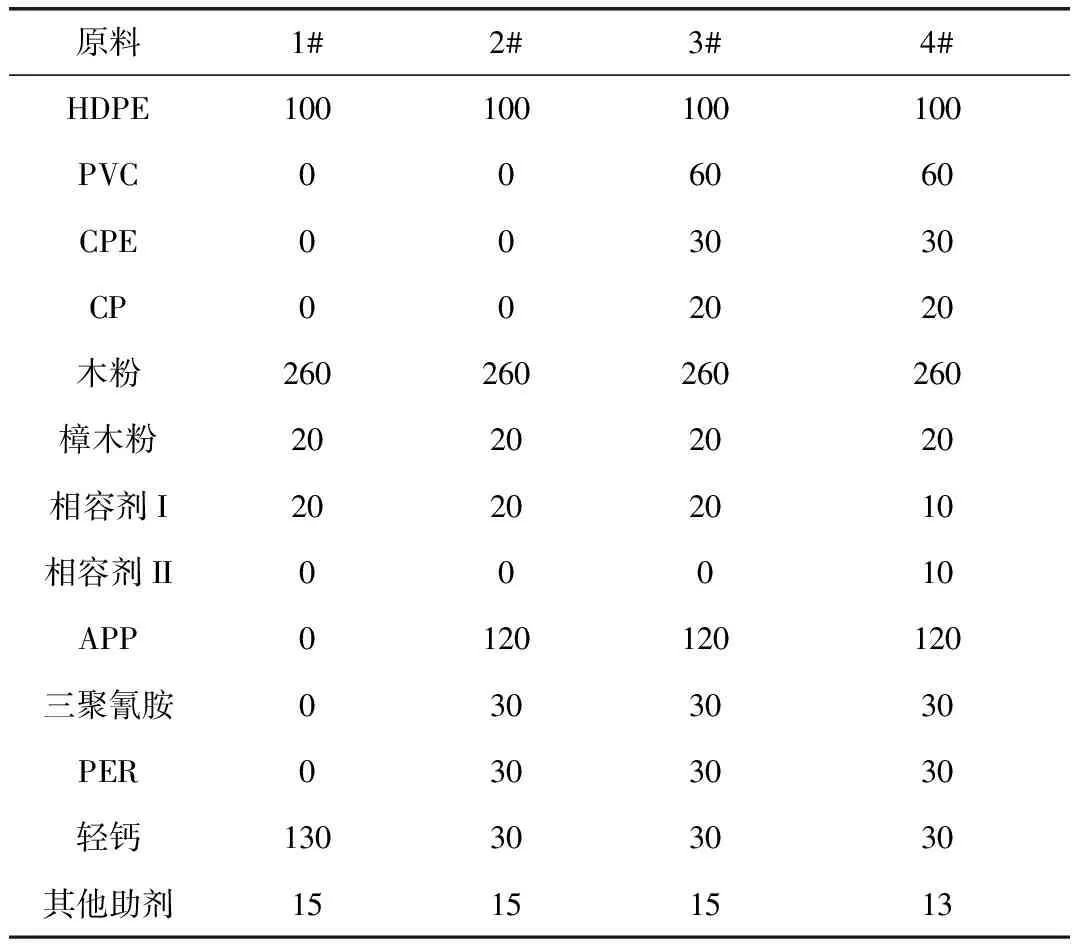
表1 阻燃木塑材料基础配方
1.4 性能测试
塑料拉伸性能试验按照GB/T 1040.2—2006进行,采用1A型试样,试验速度为1 mm/min;简支梁冲击强度按照GB/T 1043.1—2008(常温无缺口)进行,采用1型试样,2J摆锤,常温无缺口冲击;氧指数(OI)按照GB/T 2406.2—2009进行;燃烧性能按照EN13501-1:2007+A1:2009(E)进行。
2 结果与讨论
2.1 力学性能和OI比较
表2是几种基础配方制备的WPC力学性能与OI的比较。1#样品力学性能性能较好,但氧指数值偏低,阻燃性能较差。2#样品添加了膨胀阻燃剂,氧指数提高了31.25%,但仍不够理想,拉伸强度与冲击强度分别下降了27.48%和19.96%,这是由于添加了大量的阻燃剂、且这些阻燃剂与树脂的相容性差的原因,所以单独使用该种类的阻燃剂无法达到产品性能要求。3#样品增加了阻燃性塑料基体,使得氧指数提高了62.50%,但是由于PVC、CPE等与HDPE相容性差,使得其力学性能最差。4#样品在力学性能略有下降的情况下,氧指数提高了58.33%,这是因为相容剂II增加了HDPE与PVC、CPE等阻燃塑料的相容性,使得其力学性能和阻燃性能均有较大程度提高。
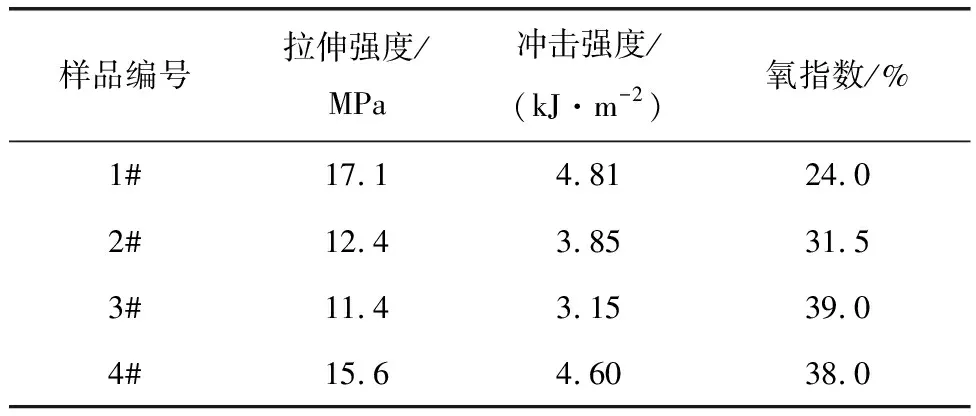
表2 阻燃WPC力学性能和OI比较
2.2 锥形量热仪(CONE)分析
对几种配方的WPC进行了CONE分析,主要结果见表3。添加APP样品的2#样品,其各项阻燃性能均优于1#样品,说明膨胀体系中的PER炭源,能够在高温环境下快速降解炭化形成致密的炭化层,三聚氰胺(气源)受热分解生成难燃的气体N2、NH3、H2O等,使受热物表面周围空气稀释,并使炭化层体积膨胀,以达到协助阻燃的目的,所以有效燃烧热(EHC)和成炭率有较大变化,从而导致在热释放速率(HRR)、热释放速率峰值(PHRR)、总热释放量(THR)均有较大程度减少。
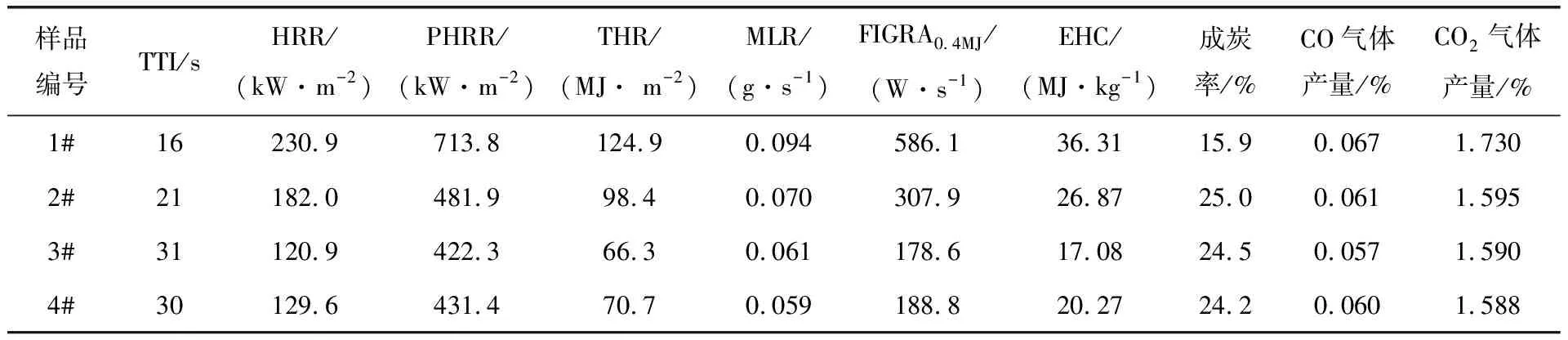
表3 不同实验配方的WPC锥形量热仪分析(热流速率50 kW/m2)
3#、4#样品由于添加了CPE和PVC,其阻燃性能比2#样品有较大提高,成炭率均高于20%,点火时间达到30 s,FIGRA0.4MJ最为优异,能够达到GB/T 20284—2006和GB/T 20284—2006阻燃C或Cf1级别要求。CONE测试的阻燃性能与氧指数有较好的相关性。
2.3 APP用量对力学性能和OI的影响
图1是APP用量对于WPC力学性能和OI的影响(基于4#样品配方)。从图1中可以看出,随着APP用量增加,复合材料的拉伸强度一直下降,冲击强度先略有上升后下降,而氧指数先增加明显,然后变化平缓。这是由于APP填充了复合材料的空隙,受到外力冲击时起到钝化树脂裂纹,能吸收一定的冲击作用,起到增韧剂的作用,故冲击强度增大;但当APP用量继续增大后,复合材料的各组分界面相容性负面影响起主要作用,所以拉伸强度、冲击强度均下降。从氧指数来看,APP能够显著提高复合材料的阻燃性能,但超过一定量时效果不明显。实验证明APP用量为90~110份时,各项性能相对较好。实验中发现,三聚氰胺、PER等其他无机组分都有类似的现象。
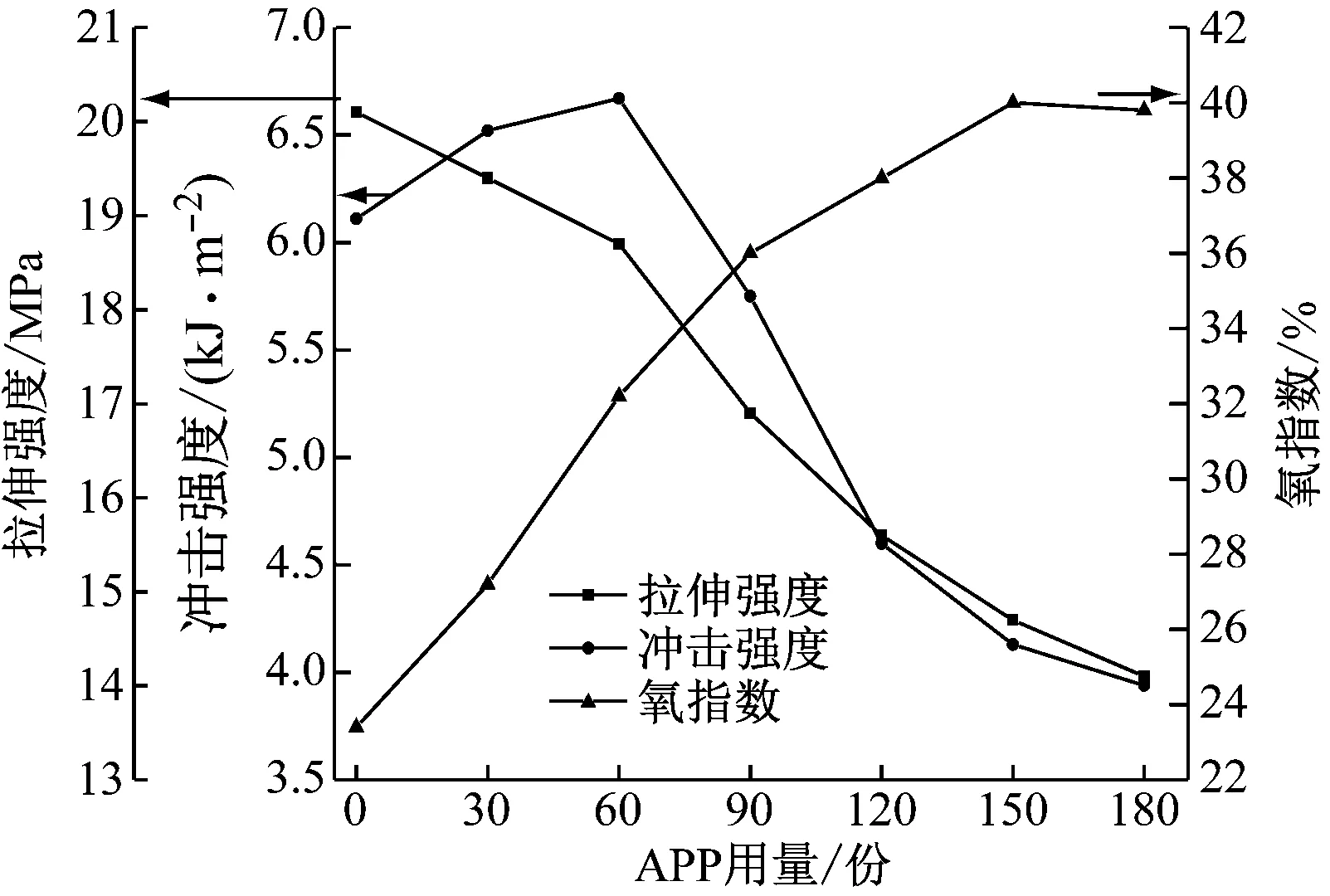
图1 APP用量对木塑力学性能和OI能的影响
2.4 APP用量对CONE分析的影响
基于4#样品配方,随着APP用量增加(见表4),WPC产品具有更低的总热释放量、释热速率和有效燃烧热以及更高的成炭率,HRR、PHRR、THR、质量损失速率(MLR)和FIGRA0.4MJ都逐渐减小,其他参数近似于常数,说明APP阻燃体系在燃烧过程中形成了更厚的膨胀阻燃炭层结构,且作为酸源的APP,其阻燃机理主要为物理作用[5],对TTI和有害气体方面作用不大。
2.5 PVC、CPE用量对力学性能和OI的影响
基于4#样品配方,为润滑剂的CP用量固定,CPE和PVC固定总量为90份,考察了PVC和CPE的用量对WPC力学性能和OI的影响(见图2)。从图2可以看出,随着CPE增加,PVC的减少,体系的冲击强度略有下降,但拉伸强度却略有所改善。这是由于在复合材料体系内引入了新的相界面,其在抵抗瞬时冲击能的时候显示出较为薄弱的缺陷对能量的传递过程。但总体而言,添加CPE组分之后并未对WPC的力学性能造成显著影响,同时随着CPE用量的增加,PVC用量的减少,氧指数逐渐降低,这是由于所用的CPE的含氯量(质量分数)(35%)比PVC(57%)低,其阻燃效率也较低。
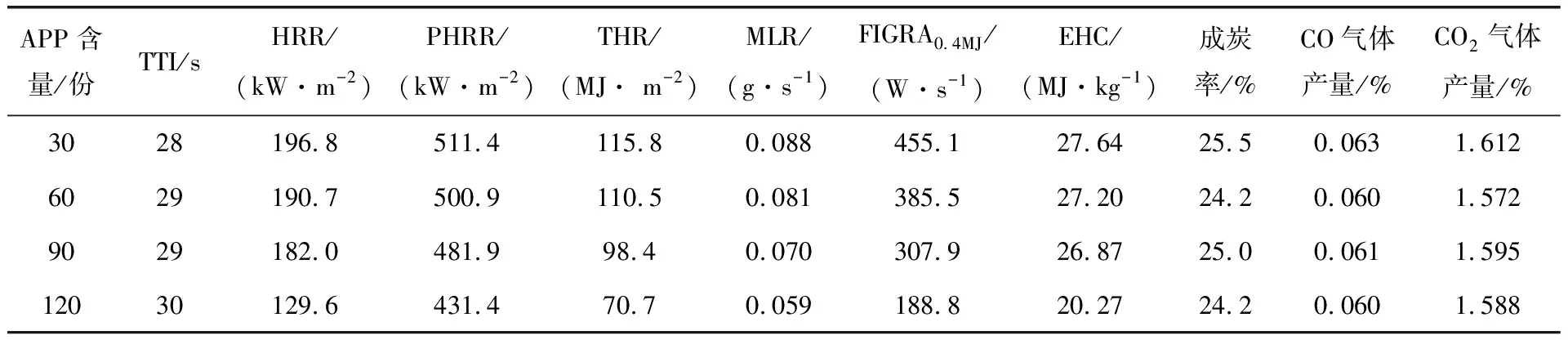
表4 APP含量对CONE的影响(热流速率50 kW/m2)
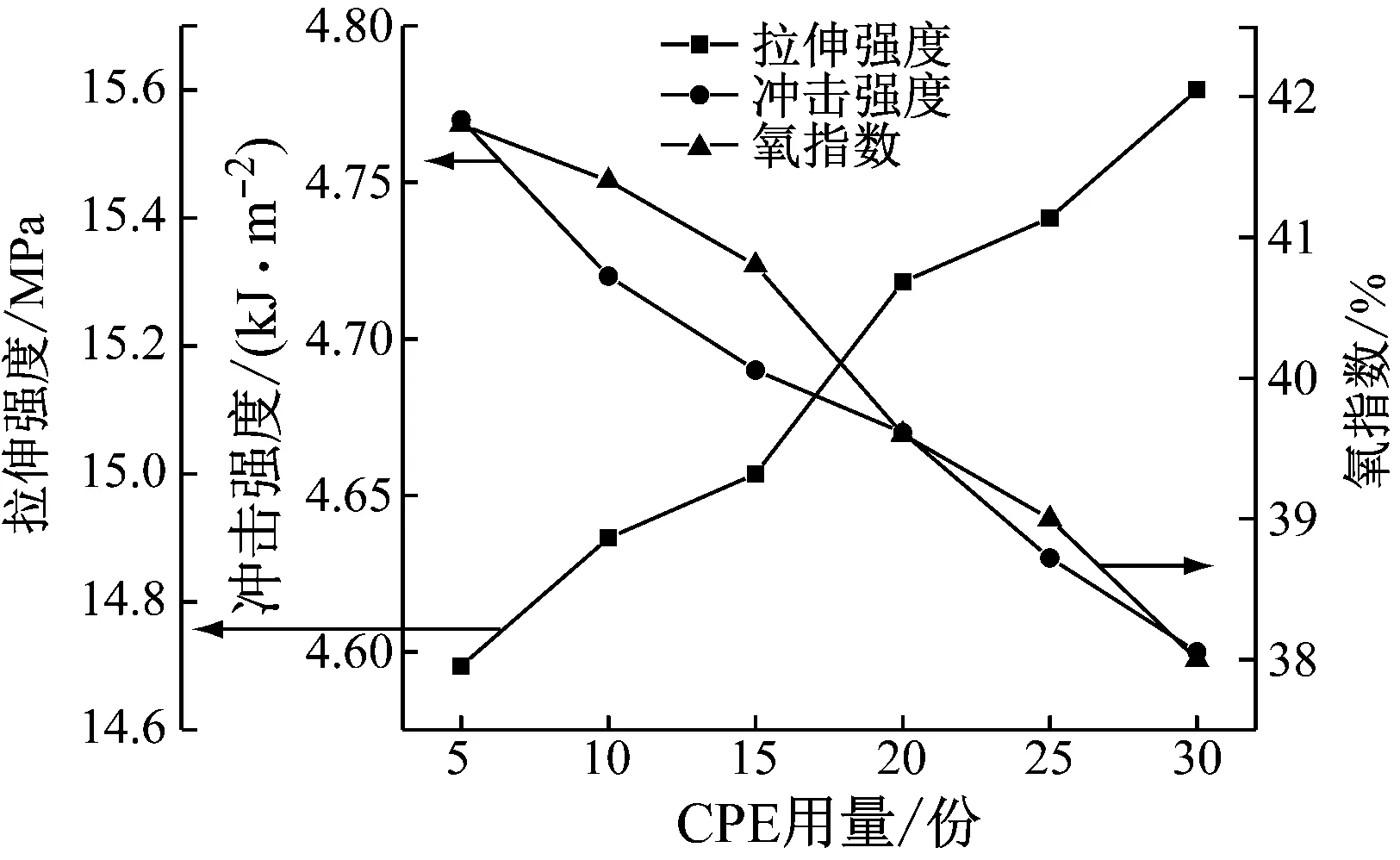
图2CPE与PVC用量对WPC力学性能和OI的影响
2.6 PVC、CPE用量对CONE分析的影响
随着CPE用量的增加、PVC用量的减少(见表5),样品阻燃性能逐渐减低,而TTI和有害气体方面变化不大,证明CONE测试的阻燃性能与氧指数测试的阻燃性能有较好的相关性。
3 结论
(1) 单独使用APP阻燃体系,可提高WPC的各项阻燃性能,但会使其力学性能降低,通过自制相容剂可以有效提高材料的力学性能。
(2) APP阻燃体系与CPE、PVC阻燃树脂复配,可显著提高WPC的各项阻燃性能,但有害气体产量变化不大,产品力学性能变化较小,产品各项能满足市场要求,阻燃树脂的使用可以减少膨胀型阻燃剂的用量,从而提高产品加工性能和力学性能。
(3) 从产品的成本、性能、环保等综合比较来看,是一种符合市场需求的木塑产品。
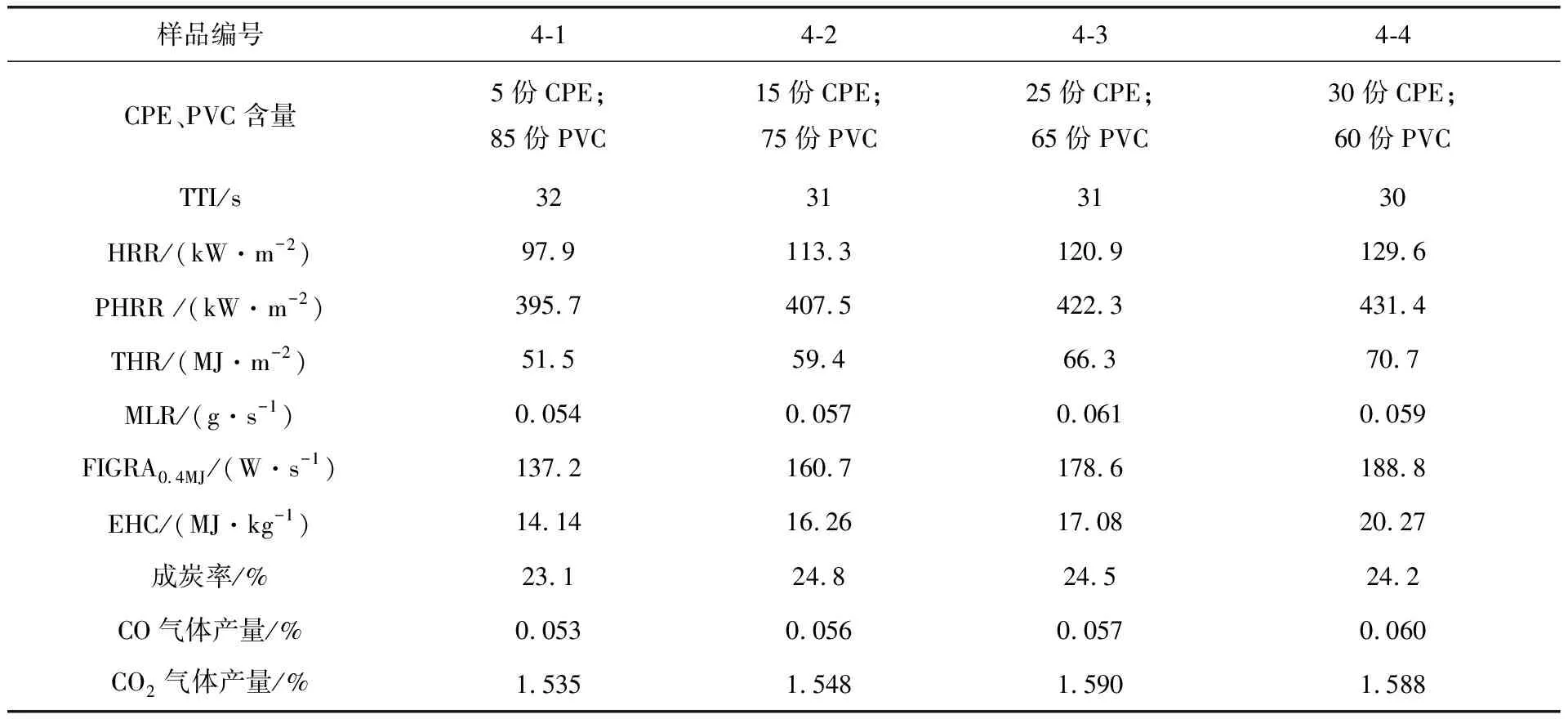
表5 不同CPE含量的WPC锥形量热仪分析(热流速率50 kW/m2)
猜你喜欢
建材发展导向(2021年1期)2021-02-24 06:10:06
中国新技术新产品(2020年4期)2020-05-05 15:50:16
建材发展导向(2020年4期)2020-03-25 04:51:40
石油沥青(2018年5期)2018-10-24 05:41:10
电线电缆(2017年4期)2017-07-25 07:49:49
中国塑料(2017年2期)2017-05-17 06:13:14
材料科学与工程学报(2016年1期)2017-01-15 13:34:13
中国塑料(2016年6期)2016-06-27 06:34:30
中国塑料(2016年3期)2016-06-15 20:30:01
中国塑料(2016年3期)2016-06-15 20:30:00