
防混料检具装置设计*
2018-07-11 00:25:34周德强王少航鲁昀溥蔡立军
机械研究与应用 2018年3期
桑 杲,周德强,2,焦 露,王少航,鲁昀溥,蔡立军
(1. 江南大学 机械工程学院, 江苏 无锡 214122;2.江苏省食品先进制造装备技术重点实验室, 江苏 无锡 214122;3. 江南大学 君远学院, 江苏 无锡 214122; 4.无锡普瑞精密技术有限公司, 江苏 无锡 214028)
0 引 言
在汽车零部件的生产中,存在着许多形状相同、特征相反的工件,在零件的分装过程中,难免会有两种零件相互混淆的情况,但由于生产量巨大,靠人眼来分拣容易引发因视觉疲劳而产生的人为错误,因此需要一种检具来检测和判断工件的种类,以提高检测的效率和准确性。
针对汽车检具系统的研究,国内外专家学者进行了深入的分析。意大利Marposs公司生产的检具采用CAPTOR数据系统,能够无线采集百分表测量的数据,上传到PDA(掌上电脑)供技术人员分析[1]。美国兰姆公司在检具设计过程中,通过开发多种部件共享的检具零部件,大大降低了成本。上海交通大学的刘飞从白车身检具的质量评估方法入手,建立了一套针对检具综合制造质量的指标体系[2]。
笔者针对传统此类检具存在的效率不高等问题进行改进,设计出了一种新型防混料检具,其可以分辨工件的种类,且检测方便可靠。
1 检具总体方案设计
检具主要由底板总成、检具体、定位机构、夹紧机构以及测量工具组成。测量工具主要包括通用量具、量规、检验销钉以及各类传感器等。检测的主要要素通常为工件外形、轮廓和曲面形状以及工件表面各孔、凸缘的位置等。
本文设计的检具根据工件外形特征的差异来鉴别工件的不同型号,为了实现自动化、智能化的要求,该检具系统包括了机械、电气、软件三个部分,如图1所示。
检具的机械主体包括测量平台以及封装柜等,测量平台用以放置和固定待测工件的位置,封装柜起到隔绝、保护的作用。电气部分包括传感器、放大器、采集卡等,将采集到的模拟信号转换成容易识别的数字信号。软件部分主要包括人机界面,能对采集到的信号进行处理,并显示在显示器上,从而使检测过程方便可靠。
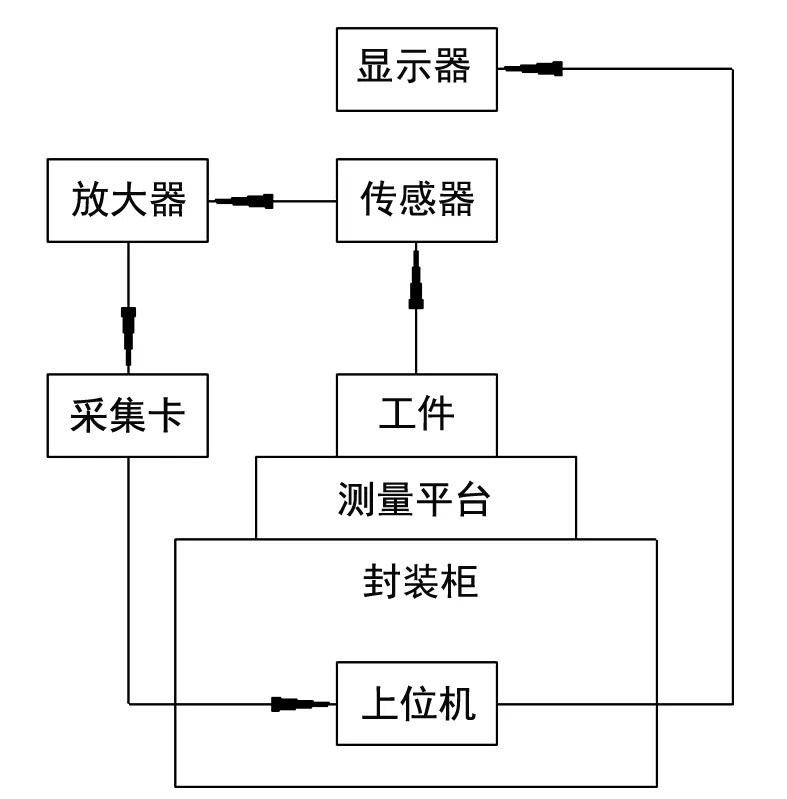
图1 总体方案图
2 检具机械结构设计
本文设计的检具所针对的工件外形如图2所示,其中(a)为1号工件,(b)为2号工件。两个工件的形状完全相同,唯一的不同之处在于孔的位置呈左右对称分布。根据此点特征,可以设计出防混料检具的检测原理,即根据孔位的分布不同辨别工件的型号种类。

图2 两种工件的外形
2.1 检测平台设计
根据两种工件结构特性的差异,即孔位分布的对称性,利用光纤传感器[3]即可判别工件的类型。如图3所示,在定位块1上方的四个孔内分别安装光纤传感器的发射端,在两个定位块3上方内侧的四个孔内分别安装光纤传感器的接收端,传感器由发射端发出的光经孔1、孔2、孔3到达接收端。由于两种型号工件的侧面孔位分布呈镜像对称,当将1号工件放至于检测平台上时,第1、3个光纤传感器接收到信号,当将2号工件放至于检测平台上时,第2、4个光纤传感器接收到信号,由此便可以对当前检测工件的型号加以辨别。

图3 检测平台 1.底板 2.定位块1 3.定位块2 4.定位块3 5.孔1 6.孔2 7.孔3
2.2 总体封装设计
检具的封装能起到隔绝与保护的作用,如图4所示,工控机采用研华IPC-610-H,封装柜及配电柜用以将内部电气缆线与外界隔离开,提高了检测过程的安全性。
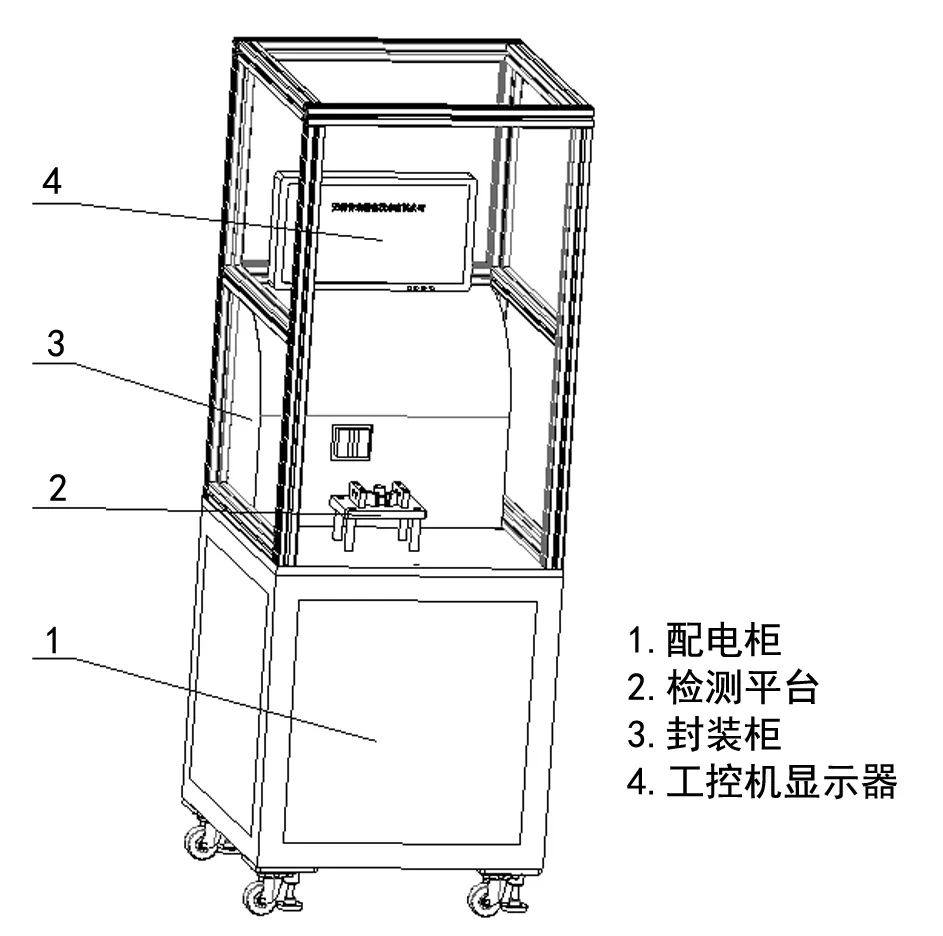
图4 检具封装体
3 检具硬件电路设计
根据两种对称工件的结构特性,采用合适的光纤传感器,对两种型号的工件进行区分,并设计出防混料检具的电气线路图,包括光纤传感器、数据采集卡、继电器等。
3.1 光纤传感器的选用
光纤是利用光的全反射原理来引导光波的,其按传感原理可分为两类,功能型和非功能型。功能型传感器的光纤对被测信号兼有敏感和传输的作用;非功能型传感器的光纤仅起传输的作用,利用其他光学敏感元件感知被测信号[4]。与传统传感器相比,光纤传感器具有高灵敏度、抗电磁干扰、电绝缘性和化学稳定性等优点。
本文所设计的检具,在其检测平台上的一对定位块的两个孔内分别装入光纤传感器的发射端和接收端,根据四个光纤传感器的感应情况,来判别工件的型号种类。采用光纤传感器型号为基恩士FS-N11MN[5],该型号为NPN电缆型光纤放大器,红色4元素LED显示距离等参数,单路输出的最大电流为100 mA。
3.2 数据采集卡的选用
数据采集卡,是实现数据采集(Data acquisition)功能的计算机扩展卡,可以通过USB、PCI、485、232等总线接入计算机系统。数据采集卡主要由模拟输入通道、信号调理器、采样/保持和A/D转换器、FIFO(先进先出缓冲器)、总线接口和控制器、D/A转换器六部分组成[6]。
本文采用的数据采集卡为北京双诺公司生产的AC4050数字输入输出板卡,通过将四个光纤传感器的输出端接至板卡的四个输入端,来判断零件的类型。AC4050[7]广泛应用于各种数字量控制, AC4050具有8路小功率继电器以及8路隔离输入,应用于小电流、低压的开关控制及检测,最小输入电流1.5 mA,继电器最大负载电流500 mA。
3.3 继电器的选用
继电器(Relay)是一种电控器件,当输入量的变化达到规定要求时,能在输出电路中使被控量发生预定的阶跃变化。固态继电器(Solid State Relay)是由微电子电路、分立电子器件、电力电子功率器件组成的无触点开关[8],利用隔离器件实现了控制端与负载端的隔离,在其输入端加一微小的控制信号,即可达到直接驱动大电流负载的作用。
在本文中,由于光纤传感器的输出信号微弱,难以在数据采集卡的输入端产生电平信号,因此需要利用固态继电器的控制输出特性,对采集到的信号加以处理。本文设计选用欧姆龙固态继电器,型号为G3F-203SN,额定输入电压为DC5-24V,输出电压为DC4-28V[9]。
3.4 电气线路的设计
将选用的电气元件组合连接,构成整体的硬件电路。如图5所示,通过AC220V-DC24V变压器将工业用电转换成所需的24V直流电,并给各元器件供电,四个光纤传感器的信号输出端连接至四个继电器的控制信号端,继电器的负载输出端连接AC4050板卡的各个输入端口,实现电流信号的放大处理。当其中某个光纤传感器接收到信号时,便会产生一个控制信号给继电器,使得继电器接通并产生工作电压,驱动AC4050板卡的相应输入端产生高电平信号。若当前检测的是工件1,则板卡采集到的信号则为Q0、Q1高电平,Q2、Q3低电平;若当前检测的是工件1,则板卡采集到的信号则为Q2、Q3高电平,Q0、Q1低电平。
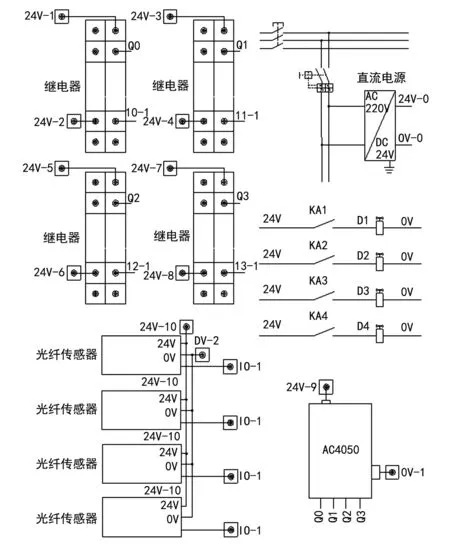
图5 硬件电路图
4 检具人机界面设计
根据设计的硬件电路,运用VB软件绘制上位机界面,用以实现工件型号判别、数据保存等功能。原理图如图6所示,光纤传感器接受到的信号经继电器放大后输入AC4050板卡,板卡接在上位机主板PCI-E插槽上,通过设计好的人机界面对采集到的信号加以显示和处理。

图6 原理图
VB软件内部集成有各个模块,利用MSComm[10]等控件便能接收各种串行输入数据。由于两种工件所输出的数字信号不同,工件1输出1100,工件2输出0011,通过一个比较环节便可以在程序中对工件加以辨别,并在屏幕上以不同的标记加以区分。程序的流程图如图7所示,每隔500 ms对当前工件进行判别,若采集到的数字为12,则显示1号工件,若采集到的数字为3,则显示2号工件,若采集到的数字为15,则表明此时所有光纤传感器都有信号,说明没有工件放置在感应区,故不显示任何工件的型号。
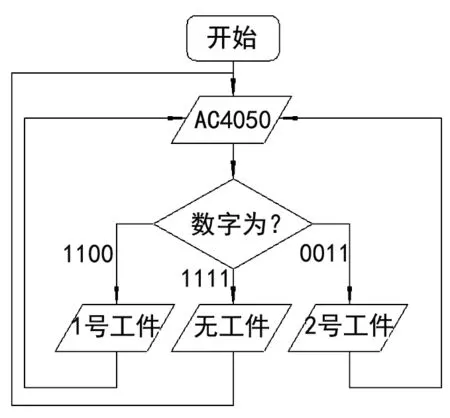
图7 程序流程图
4.1 主界面
如图8所示,主界面用于显示当前放置于检测平台的工件型号。当点击“开始检测”按钮后,软件开始分析数据采集卡接收到的信号,若接收到的数据为二进制0011,则主界面左侧型号的工件底部圆形标志将加亮显示;若接收到的数据为二进制1100,则主界面右侧型号的工件底部圆形标志将加亮显示;若没有工件放置在检测区域,则两个圆形标志都不加亮,代表此时无工件。当点击“保存数据”按钮后,所检测的该批次工件两种型号的个数将保存至VB中。
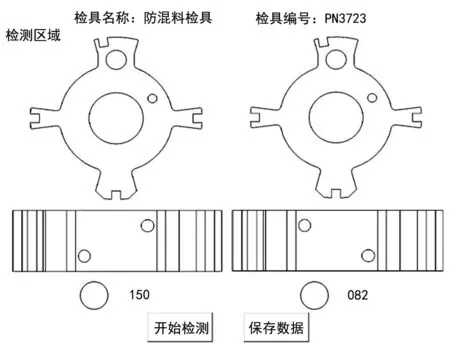
图8 主界面
4.2 数据保存界面
如图9所示,通过下拉菜单或手动输入两个时间节点,点击“查询”按钮后,Listview表格内将显示两种型号工件各自的编号、总数及时间。当每次检测完一个工件后,VB软件将会自动在相应型号的工件数量上累加,判别一个工件检测完的依据是当该工件被拿开时,即相应的数字信号由1100或0011转变成1111的时刻,因此在VB程序中需要设定定时器,每隔500 ms判别一次当前采集到的数字信号,以便实时更新记录检测的状态和结果。

图9 数据保存界面
5 结 语
本文在汽车检具设计相关理论的基础上,结合三维建模软件及VB软件,设计出了一整套针对于某类型工件的防混料检测系统,取得了如下的主要成果:
(1) 运用Solidworks设计出了防混料检具的整体机械结构,包括检测平台和总体封装。
(2) 设计出了检具的硬件电路,选用光纤传感器、数据采集卡和继电器用以采集和区分两种型号工件的数字信号。
(3) 通过VB软件设计了人机界面,主界面用于显示被测工件的型号,数据保存界面用于记录下该批次两种零件的总数、时间等。
经过反复试验论证,该检具系统能够满足既定的防混料检验需求,检测过程高效可靠,相比于传统检具,该检测系统通过人机交互界面实现实时反馈,从而能对检测流程加以监管,大大提高了检具的智能化水平。
猜你喜欢
汽车实用技术(2022年15期)2022-08-19 02:30:20
中国测试(2022年2期)2022-03-19 09:57:30
机械工业标准化与质量(2021年10期)2021-11-19 09:17:44
航天工业管理(2020年9期)2020-12-28 00:37:44
制造技术与机床(2019年10期)2019-10-26 02:47:16
制造技术与机床(2018年10期)2018-10-13 06:37:04
制造技术与机床(2018年8期)2018-10-09 08:27:28
制造技术与机床(2017年8期)2017-11-27 02:10:05
网络安全与数据管理(2016年4期)2017-01-10 03:44:42
铁道通信信号(2016年8期)2016-06-01 12:10:21
