PVC建筑模板的生产技术与应用
2018-07-05 09:55:56王英黄东
聚氯乙烯 2018年4期
王英,黄东
(新疆天业股份有限公司塑料制品总厂,新疆 石河子 832000)
目前,我国建筑业每年消耗优质木材约1.66亿m3,约占全国木材总消费量的1/3,木材进口依存度已超过50%。国家《林业“十三五”发展规划》明确提出2017年全面停止天然林的商业性采伐,势必会对木材的使用产生一定的影响,进一步加剧木材资源供需矛盾。而我国塑料资源丰富,尤其是当前PVC产能相对过剩,在国家倡导绿色建材应用的背景下,推进“以塑代木”工作正当其时。建筑业作为木材消耗大户,大力推广使用塑料模板既可以减少优质木材资源的消耗,又有利于发挥我国塑料产业的技术优势,化解PVC产能过剩的问题[1-5]。
“中国制造2025”把绿色发展摆在了突出的位置,《“十三五”工业绿色发展规划》《促进绿色建材生产和利用行动方案》等文件将加快实施建材绿色改造升级、推进资源高效循环利用作为重点工作,对推进塑料模板的生产应用将产生积极的促进作用。“以塑代木”是绿色环保的必然途径,在产品设计开发阶段应综合考虑原材料选用、制造、销售、使用、回收等各个环节,以实现资源科学利用和环境保护的目标。因此,开发PVC建筑模板对保护森林资源意义重大[6-8]。
1 PVC建筑模板的性能特点
PVC建筑模板是以PVC树脂为原料,加入添加剂经挤出成型得到的塑料制品,相关的国家标准为GB/T 29500—2013《建筑模板用木塑复合板》。用PVC建筑模板替代传统的木胶板、竹胶板、钢模板具有如下优点。
(1)综合利用率高,使用成本低。PVC建筑模板使用寿命长,周转使用次数可达20次以上,使用报废后可二次回收再利用,即降低了成本,又能保护环境。
(2)工程质量佳,脱模性能佳,无须二次抹灰。PVC建筑模板表面平整光滑,与混凝土接触面无须涂刷脱模剂。混凝土凝固后,模板会与浇筑的混凝土自动脱离,脱模快速、容易,效果极佳,减少了清洁、保养费用,方便拆除,破损较少,降低了工人的劳动强度。 拆模后混凝土表面干净、平整,平整度误差可控制在4 mm以内。由于混凝土墙面无须二次抹灰,节省了抹灰的人工费用(12元/m2),并节省了抹灰的砂灰料(砂90元/m3,水泥300元/t),也缩短了工期。在房屋的精装修过程中,墙面裂缝是很大的弊病,而墙面裂缝多是抹灰层出现裂缝,由于采用PVC建筑模板成型的混凝土墙面不需要抹灰,也就不存在墙面裂缝问题,提高了工程质量。
(3)防水、防火。PVC建筑模板耐水性好,在水中长期浸泡也不分层、不起泡、不开裂,尺寸稳定性好。由于PVC建筑模板不吸收水分,可以保存与混凝土接触面的水分,抑制混凝土表面出现裂缝,有利于混凝土早期的养护,且在成型的混凝土表面呈现浆料饱满、平整光洁等良好的观感。此外,由于PVC建筑模板不吸收水分,就不存在木质模板在干湿交替的情况下出现的翘曲、鼓胀等问题,在模板支设时能更好地与龙骨接触,保证混凝土的成型质量。PVC建筑模板能有效阻燃,防火等级达到B1级,遇火自熄,不产生有毒气体,安全系数高,施工现场没有火灾隐患。
(4)PVC建筑模板与其他模板的性能比较如表1所示。

表1 PVC建筑模板与其他模板的性能比较Table 1 Comparison of performance between PVC concrete-forms and other concrete-forms
2 PVC建筑模板生产技术和工艺
2.1 生产设备配置
生产PVC建筑模板的基本设备配置如表2所示。

表2 生产PVC建筑模板的基本设备配置Table 2 Basic equipment for producing PVC concrete-forms
2.2 生产原理及工艺流程
PVC建筑模板是以PVC-SG5或SG7型树脂为主料,添加热稳定剂、冲击改性剂、加工改性剂、发泡剂、发泡调节剂、润滑剂、填料等辅料,经过挤出、冷却定型加工而成的低发泡PVC制品。
生产工艺流程为:PVC、辅料→高速混合→低混冷却→双螺杆挤出→冷却定型→牵引→切割→检验→包装→成品入库。
2.3 基本配方
常见的PVC建筑模板基本配方见表3。

表3 PVC建筑模板基本配方Table 3 Basic formula of PVC concrete-form
2.4 主要工艺控制点
2.4.1 混料
在PVC制品的加工成型过程中,在配方、加工工艺确定以后,混料质量对制品性能的影响就显得非常重要。混料是很重要的一步工序,好的干混料能够弥补性能较差的挤出设备带来的不良影响,而即使是最好的挤出设备也不能弥补不良干混料带来的不利影响。混料的主要目的是使物料预塑化,使助剂能充分被PVC粉料均匀吸收,同时排出低分子挥发物。混料分为高速热混和低速冷混两部分,高速热混不是简单的物理混合,是依靠剪切作用的混合操作,是使组分聚集尺寸减小和均化的操作。
混料工序需要着重注意以下4点。
(1)高速热混的放料必须及时,放料温度必须准确,不能超过工艺指标的要求。高速热混温度一般控制在120~125 ℃,高速热混时间一般控制在7~10 min,若高速热混10 min后仍达不到110 ℃,则表明高速搅拌锅的桨叶磨损严重,需要更换。
(2)低速冷混时间最好控制在5~10 min,放料温度一般控制在45 ℃以下。放料温度过高时,物料会结块,影响干混料质量。
(3)如果高速搅拌锅是连续混料,即使是优质的桨叶也应该每半年就进行更换,以避免磨损的桨叶改变物料的流动行为,影响干混料质量。
(4)混合好的PVC干混料宜熟化24 h后再使用。
2.4.2 挤出温度
挤出温度包括机筒温度、机头温度、口模温度等。每台挤出机的温度设置都是不同的,应以挤出物料的实际情况而定,而不是机械地照搬。挤出温度制定得合理与否,会直接影响产品质量。如机筒温度过低,物料会塑化不良,产品无法成型,而且会导致机头压力过大,设备将超负荷运转;机筒温度过高会引起物料的发泡分解,降低熔体强度,口模处严重粘料,造成模具糊料,产品稳定性差。因此,制定出合理的挤出温度,是保证正常生产的前提。
(1)机筒温度的设定。
在PVC建筑模板的生产配方确定后,机筒温度就对熔体温度有着重要影响。熔体温度对气泡结构、制品密度、制品质量影响较大。熔体温度过低时,则熔体黏度高、塑化困难、发泡不完全;熔体温度过高时,则熔体黏度低,发泡提前,容易产生并泡或大泡,制品密度小,性能下降。如果机筒温度设置合理,则在观察口处的物料应呈豆渣状。如果观察口处的物料含有粉料,则表明机筒温度设定偏低,应提高温度;如果观察口处的物料呈带状,则表明机筒温度设定过高,应降低温度。机筒的实际温度和设定温度的偏差应控制在±2 ℃。如果机筒4区的温度过高则会产生糊料,影响正常生产,而机筒4区的温度比较难控制,仅靠风机来降温不能满足工艺要求,需要定制4区带强制水冷却功能的特殊钢筒螺杆。
(2)机头温度的设定。
机头温度直接影响发泡程度和质量,一般略高于偶氮二甲酰胺的发泡点温度。两侧侧板的温度相对较高,以补充热量损失,便于物料流动。
(3)口模温度。
通过调节口模温度可调节发泡程度和结皮质量,对制品性能影响较大。
以80锥形双螺杆挤出机为例,根据生产经验,给出了PVC建筑模板的挤出温度设定(仅供参考),见表4。但挤出温度的设定不是一成不变的,应根据原材料厂家、批次、配方、模具、挤出机、季节等影响因素进行调节。
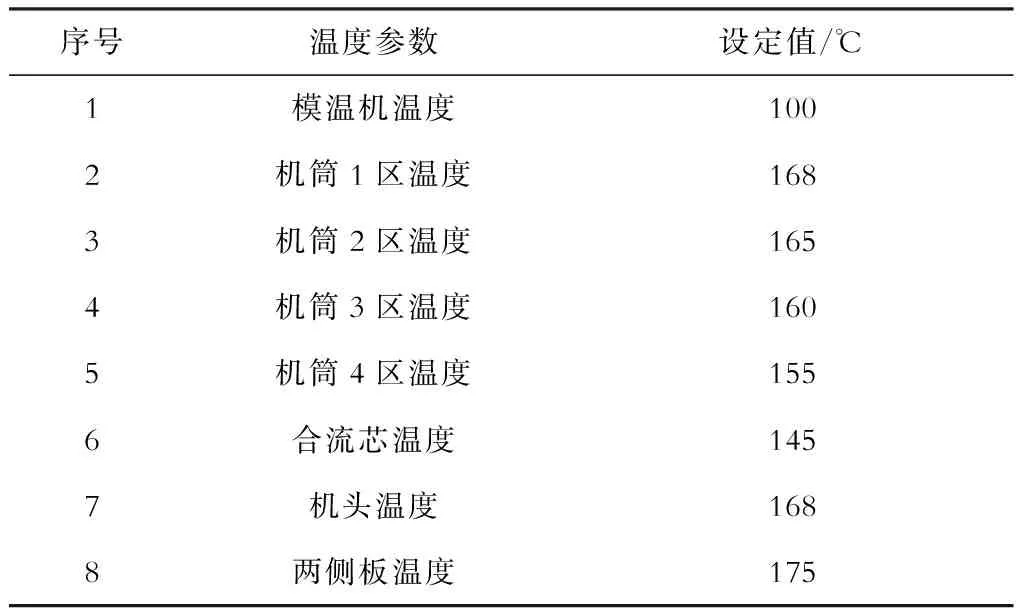
表4 PVC建筑模板的挤出温度设定Table 4 Temperature setting for extruding PVC concrete-form
2.4.3 其他工艺参数
同样以80锥形双螺杆挤出机为例,根据生产经验,其他工艺参数的设定如下:主机转速18~20 r/min,主机电流105~115 A,熔体压力14~18 MPa。
2.5 PVC建筑模板生产过程中的常见问题及处理方法
在PVC建筑模板的生产过程中,影响产品质量的各个因素都是相互制约和关联的,单独调整某个因素不一定能达到预期效果,应该综合考虑,有针对性地对多个因素进行综合调整,一般按照设备、材料、工艺参数、配方这个顺序进行排查。下面列举一些PVC建筑模板生产过程中常见的问题及解决方法,见表5。

表5 PVC建筑模板生产加工中常见的问题及解决方法Table 5 Common problems in production and processing of PVC concrete-forms and solutions
3 PVC建筑模板的性能指标
PVC建筑模板的性能应满足GB/T 29500—2013中的要求,外观质量及主要性能指标见表6。

表6 PVC建筑模板的外观质量及主要性能指标 Table 6 Appearance of PVC concrete-form and its property indexes
但是,在PVC建筑模板的实际应用中,要保证工程质量并保证能重复使用20次以上,部分指标要严于GB/T 29500—2013,具体如下。
(1)外观:除GB/T 29500—2013中的要求外,还要求断面无明显缺陷,长度、宽度和对角线长度的偏差≤1 mm,厚度偏差≤0.1 mm。由于尺寸偏差过大会影响PVC建筑模板的大面积拼接质量,产生过大的拼缝,会使水泥浆侵入,影响拆模和建筑物表面的平整性,因此PVC建筑模板的长度、宽度、厚度、对角线的尺寸偏差必须更严格。
(2)密度:0.65~0.70 g/cm3。
(3)表面硬度:邵氏D硬度,75~85。
(4)静曲强度:≥24 MPa。
(5)弯曲弹性模量:≥1 800 MPa。
(6)简支梁冲击强度:≥20 kJ/m2。
(7)抗冻融性能:静曲强度保留率≥85%。
(8)高温试验性能:静曲强度保留率≥85%。
(9)握钉力:≥1 500 N。
4 PVC建筑模板施工时的注意事项
(1)在卸车吊装时须使用专业呢绒吊装带,以免造成破损。
(2)龙骨木方一定要平整,木方与钢管的间距不应大于240 mm。
(3)加固铁钉应距离板边10 mm以上,以防板边破损、胀裂。
(4)穿墙螺栓应穿在专用条板上,可有效预防PVC建筑模板损坏。
(5)拆模时须轻拿、轻放、轻撬,不得用大锤硬砸或用撬杠硬撬。
(6)拆模时切忌让PVC建筑模板边角对着地面垂直下落,以防边角破裂。
(7)PVC建筑模板的热膨胀系数稍大,早晨和晚上铺设时须预留1 mm左右伸缩缝,以防墙柱垂直度和水平度超标。
(8)长时间电焊施工时,可在PVC建筑模板表面喷洒少量的水或用物体隔离,以防焊渣灼伤表面。
(9)施工缝处可用铲刀、小扫帚等进行清理,也可用软毛磨光机打磨,以便重复使用。
5 结语
PVC建筑模板具有工程质量佳、周转次数多、易脱膜、防水、防火等优势,可以替代现用的木胶板、竹胶板和钢模板,是以塑代木、以塑代钢的绿色环保产品,也是建筑施工首选的绿色环保建材产品。PVC建筑模板正处在成长期,仍需要在加工及应用的各个环节不断提高和改进。
[参考文献]
[1] 业界推进“以塑代木”工作 助力塑料模板应用[J].橡塑技术与装备,2016(14):56.
[2] 以塑代木大热复合材料建材年复合增长率可达12.6%[J].橡塑机械时代,2016(4):33-34.
[3] “以塑代木”复合塑料模板特点[J].塑料科技,2015(11):39.
[4] “以塑代木”已成为建筑模板使用的新趋势[J].塑料科技,2013(11):68.
[5] 复合塑料板成塑料模板重要研究方向[J].橡塑机械时代,2015(11):28.
[6] 王洪欣,赵永禄,张作岐.大力推广高性能PVC建筑模板:符合绿色发展与供给侧结构性改革需求[J].聚氯乙烯,2017,45(8):7-10.
[7] 李明东,刘星伟,赵玉亮.建筑复合塑料模板的国内外研究现状[J].科技创新与应用,2012(24):230.
[8] 赵春鹏.塑料模板应用于民用建筑工程时的几点看法[J].居业,2015(4):64-67.
猜你喜欢
建材发展导向(2022年23期)2022-12-22 07:30:02
现代塑料(2022年2期)2022-09-22 00:54:12
建材发展导向(2022年12期)2022-08-19 02:33:10
橡塑技术与装备(2021年11期)2021-06-16 05:43:14
橡塑技术与装备(2018年8期)2018-04-19 02:05:14
中国塑料(2017年2期)2017-05-17 06:13:28
电子制作(2016年21期)2016-05-17 03:52:46
中国房地产业(2016年24期)2016-02-16 06:10:20
化纤与纺织技术(2015年1期)2015-12-26 03:33:39
广州大学学报(自然科学版)(2015年4期)2015-12-23 11:50:08