轴类零件的修复方法和应用
2018-07-05 02:09李树林
科技与创新 2018年13期
李树林
(玉溪矿业有限公司,云南 玉溪 653100)
1 轴类零件的作用及要求
轴是各类机械中的重要零件,它的作用是支持回转零件(比如齿轮、带轮等),使回转零件具有确定的工作位置,并传递运动和扭矩。
按轴线分,可将轴分为直轴、曲轴、挠线钢丝轴。一般按作用的不同,轴又分为轴头、轴颈、轴身。轴类零件一般都要进行下料、锻造、粗加工、热处理、精加工(热处理、精加工),矿山的轴类零件主要进行下料、粗加工、热处理、精加工。
一般情况下,轴必须具有足够的强度、合理的加工性和良好的工艺性,同时根据不同的使用要求还要有足够的刚度。轴和装在轴上的零件应有准确的同向性和轴向定位,且轴上零件便于拆卸和调整,以及轴向力合理,有利于节约材料和成本,同时应避免应力集中造成对轴的破坏。
2 轴类材料的发展
轴类材料的发展,首先是用木材制轴,后用铜或铁制轴。随着冶炼技术的发展,出现了碳钢、合金钢、合金铸铁、球墨铸铁,后又有塑料轴、复合材料轴等。
目前,轴类零件的材料主要是碳素钢和合金钢,随着科技的发展,一些高强度的塑性材料和复合材料逐步代替部分轴类零件,一些合金铸铁、球墨铸铁所制成的外形复杂的轴(比如曲轴、空心轴、凸轮轴等)已应用到工业生产之中。
合金钢的发展极大地丰富了轴类材料,最常用的材料是40Cr、45#钢。另外,低合金钢,比如37SiMn2MoV等也在大型设备轴类上广泛应用,比如大红山铜矿PXZ-900/130-A旋回破碎机就使用了37SiMn2MoV作为主轴的材料。一般情况下,只有在传递大动力并要求减轻质量和减少尺寸或需要提高轴颈(用滑动轴承时)耐磨性,或处于非常温(高温或低温)、腐蚀条件下应用合金钢制轴。一般碳素钢比合金钢价格低,
对应力集中的敏感性也低,同时还能通过热处理和化学处理的办法提高其耐磨和抗疲劳强度,因此应用最为广泛。
3 轴类零件失效的形式及修复方法
3.1 磨损失效
相互运动的表面都存在着磨损,磨损是表面相互磨擦的结果。根据宏观磨擦学理论,磨擦系数f的计算式为:

从式(1)可以看出,任何轴的表面(即使是经过精密加工的表面)都是凸凹不平的,这种表面利于形成润滑油膜,但同时又易于磨损,导致失效。此类情况在矿山较为常见,比如球磨机小齿轮轴的磨损、空压机曲轴的磨损、矿车轴的磨损等。
3.2 断裂(折断)
轴的断裂常造成其他部位的损坏,导致其他部件失效。断裂分为疲劳断裂、过负荷断裂、应力集中断裂和破坏性折断4种形式。大红山矿6#皮带机减速机高速轴的断裂及PXZ-900/130-A旋回破碎机主轴的断裂就属于应力集中造成的断裂,常见的修复方法有焊接、用键和销接轴、黏结等。
3.3 其他失效形式
其他失效形式有腐蚀、变形,在矿山生产中这两种也较常见,比如竖井的摇台、隔筛、梯子间、罐笼、罐道绳、尾绳、平衡绳等。对于轴类失效的处理方法一般有去除材料处理和不去除材料处理方法,这两种方法都较为常用。另外,其他主要方法有堆焊、镶套、修补剂修复、涂镀、刷镀、使用填充剂等。
4 轴类零件失效后修复的应用
大红山铜矿DCY-50-IIS皮带机(6#)减速器高速轴断裂,造成选矿系统中断。由于此类传动方式为垂直传动,断裂的高速轴为圆锥弧齿轮轴,无备件,省内任何一个厂家都无法生产,若到原厂家(沈阳重型机械厂)加工,然后运到大红山铜矿,需用一个月的时间,整个选厂面临长时间停产,每天损失铜精矿50 t和铁精矿1 500 t,按照市场铜价48 000元/t和铁精矿580元/t计算,一个月铜精矿的经济损失7 200万元,铁精矿的经济损失2 610万元,经济损失不可估量,因而必须及时研究和制订处理方案。
4.1 轴的结构及断裂部位
注:A-A为断裂面,圆锥弧齿轮齿数16,模数5,相配合的齿轮齿数51齿。
减速机铭牌标注:装配方式2S,中心距400,速比50,质量2 022 kg,出厂日期1995-06.
电机铭牌标注:型号Y315S-6,功率75 kW,电压380 V,转速990 r/min,频率50 Hz,出厂日期1996-01.
4.2 断裂原因分析
断轴的原因:①轴承部位磨损后对该轴进行了堆焊处理(采用T422焊条),形成应力集中;②在安装过程中,电机地脚螺栓未紧固,造成该轴折断。具体如图1所示,A-A断面既是断裂处,又是堆焊部位。
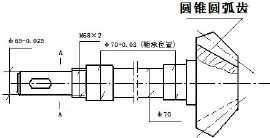
图1 断裂部位图
4.3 修复方法
经过对该轴研究分析,决定采用焊接、过硬配合与直销连接的方式进行处理,如图2所示。

图2 焊接及销轴连接方式
4.4 修复后的强度计算
由图2可知,上述修复方法均采用了电焊联结、销子联结、过盈联结,通过这3种联结来传递扭矩,我们只要校核其中的一种满足要求即可。
4.4.1 受转矩作用下填角焊缝强度计算

参照:《机械零件设计手册》第二版上册P311,冶金工业出版社。其中,转矩T=9.55×106×P/n=9.55×106×75/990=723 500 N·mm。
上式中:R为轴半径,取32.5 mm;K为焊缝长度,取10 mm;P为电机功率,取75 kW;n为电机转速,取990 r/min。
则:TP=615 N/mm2=615 MPa,TP′=0.6σS/S.
45#钢属中碳钢,查表得:σS=274 MPa,S=2.2,则:TP′=75 MPa。
结果表明:TP≥TP′,焊缝传递转矩不能满足要求。
计算表明:单一的焊接处理不能满足传递转矩的需要,这就是断轴的原因。
4.4.2 销联结传递扭矩的剪切强度计算
参照:《机械零件设计手册》第二版上册P311,冶金工业出版社。

式(3)中:T为转矩,T=9.55×106×P/n=9.55×106×75/990=723 500 N·mm;d为销子直径(Φ16 mm);D为穿过轴的直径(Φ65 mm)。
则:T=55.4 N/mm2=55.4 MPa。
45#钢属中碳钢,查表得:T=80 MPa。
结果表明:T≤TP,销联结传递扭矩能满足要求。
4.4.3 过盈量传递转矩的最小过盈量计算
参照:《机械零件设计手册》第二版上册P279,冶金工业出版社。

其中,Pmin=2T/πfd2L.
上式中:T为转矩,T=9.55×106×P/n=9.55×106×75/990=723 500 N·mm;f为磨擦系数,取0.1;d为配合轴的直径,取65 mm;L为过盈量配合的长度,取150 mm。
由于销联结、电焊联结较短处的过盈配合长度只有60 mm,则L取60 mm也较为合理。
Pmin=18.2 MPa,经查表,弹性模量E1=E=2.0×1011.c1=0.7,c2=5.473(按d/d2=65/80=0.812 5 计算得),则:δmin=1.82×107×0.065×6.173/(2.0×1011)=0.036 5 mm。
实际过盈量为0.29 mm。
结果表明:过盈量传递转矩的最小过盈量能满足要求。
若按Pminx2=ασS2计算,其中α=0.183 3,σS2=294 MPa,
则:Pminx2=53.809 2 MPa。
δminx2=Pminx2d(c1/E1+c2/E2)=53.809 2×106×0.065×6.173/(2.0×1011)=0.11.
实际过盈量为0.29 mm。
结果表明:过盈量传递转矩的最小过盈量能满足要求。
5 结论
本次修复时间只用了20 h,修复费用3 600元。试车后,设备运行状况平稳,现已安全运行6年多,修复部位尚未发现有异常情况,说明修复是成功的。实践证明,通过对该传动轴的修复,既满足了设备的安全运行要求,又降低了选厂长周期停产风险,使经济损失降低到最小。因此,探索和研究轴类零件的修复方式,可以最大限度地获得经济效益。
[1]张友诚.现代设备综合管理[M].北京:奥林匹克出版社,2003.
[2]陈后宋.现代工业设备管理[M].杭州:浙江科学技术出版社,1985.
[3]李德源,杨华龙.现代设备经济管理[M].北京:人民交通出版社,2000.
[4]成大先.机械零件设计手册[M].北京:冶金工业出版社,1979.
猜你喜欢
科技视界(2022年10期)2022-05-20
防爆电机(2022年2期)2022-04-26
能源工程(2022年1期)2022-03-29
昆明医科大学学报(2021年12期)2021-12-30
文萃报·周五版(2021年35期)2021-09-13
读者(2021年5期)2021-02-05
中国航海(2019年2期)2019-07-24
智富时代(2018年7期)2018-09-03
智富时代(2018年7期)2018-09-03
电机与控制学报(2018年9期)2018-05-14