
收割机搅龙五轴数控加工刀具路径规划
——基于UG仿真和曲线插补
2018-07-03 08:30李建生
农机化研究 2018年7期
李建生
(洛阳职业技术学院,河南 洛阳 471000)
0 引言
随着数控加工技术的迅速发展,为了提高数控加工的效率与产品质量,NURBS曲线插补技术在CAM领域的应用已得到普遍重视。许多高档CAM系统已支持NURBS插补刀轨,作为CAD/CAM 信息物化的部分CNC如FANUC、SIEMENS和三菱等的部分数控系统已支持NURBS插补。五轴数控加工机床的插补算法分为两种:一种是脉冲增量式;一种是数据采样插补。前者操作简单,一般使用在加工精度要求不高的加工场合;数据采样插补算法的精度高,且可采用闭环反馈调节系统,对误差进一步合理的调整。收割机的搅龙部件属于较为复杂的零部件,其加工精度要求较高,因此可以采用插补算法对加工过程的刀具进行优化,对提高加工精度和加工效率具有重要的意义。
1 五轴数控加工技术和插补算法
根据五轴数控加工原理和算法的不同,可以将数控加工的插补算法分为两类:一类是脉冲增量插补算法,另一类是数据采样插补算法。脉冲增量插补算法一般使用在开环控制系统中,数据采样插补算法一般使用在闭环控制系统中。
1.1 脉冲增量插补算法
脉冲增量插补算法是一种最简单的插补算法,该方法是在每一步的加工步骤中产生一个增量脉冲,脉冲由直接发给刀具驱动装置,完成进一步加工。其原理简单,容易使用硬件实现。
1.2 数据采样插补算法
数据采样插补算法是利用微小线段来近似代替复杂的曲线曲面等,在每个加工周期内,系统需要根据线段的特点规划出微小线段,然后通过这些微小的线段得到下一个加工位置的坐标;将该位置坐标传送给伺服驱动系统,系统发出指令控制驱动装置进行加工操作。采用数据采样插补算法具有很多优点,可以通过调整加工参数来提高数控加工的精度和效率,还可以通过闭环反馈调节的方法,将加工误差限制在最低水平。
图1表示一台典型的五轴加工数控机床。该机床采用双转台的形式,使用两个旋转着和3个方向的移动轴,通过这种结构的设计使五轴机床具有较大的选择坐标范围和较好的刚性。为了研究五轴机床对收割机的搅龙复杂件的加工效果,以双转台五轴数控加工机床为例,采用了数据采样插补算法,其流程如图2所示。
为了对刀具轨迹进行合理规划,采用UG仿真软件对刀具的加工路径进行仿真模拟。其模拟过程是首先在UG仿真软件中建立工件和刀具的基本模型,然后根据模型的特点选择合适的加工环境和加工参数,包括程序参数、刀具参数、几何参数和加工工艺方法,最后将这些导入后处理,便可以自动生成刀具路径轨迹。生成数控加工轨迹后,可以对刀具进行走刀仿真模拟,然后进一步对刀具路径进行规划,使加工误差满足设计需求。

图1 双转台五轴机床的结构
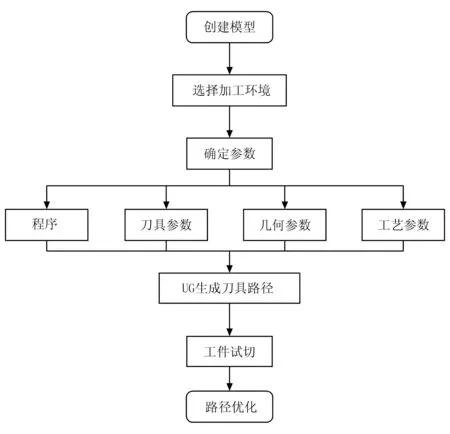
图2 五轴数控加工流程图
2 数控加工刀具轨迹曲线插补算法
为达到高性能,数控系统普遍采用数据采样插补方法。NURBS是当前数控加工刀具插补经常采用的算法,该算法是一种非均匀的有理B样条算法,可以应用在二次曲线及二次曲面的插补算法中。其表达式为
(1)
其中,Vi表示控制顶点;Wi表示加权因子;Bi,k(u)表示k次B样条基函数。利用数控编程技术可以对这3个参数进行赋值,由数控机床的内部生成NURBS曲线,根据曲线模拟出走刀轨迹,从而加工出NURBS的曲线形状。
图3表示NURBUS曲线数控加工算法生成流程。在进行UG刀具轨迹计算和编程时可以直接对控制点、矢量和权重进行设置,后处理器可以编译成数控加工的G代码,还可以利用UG的仿真模拟功能,生产加工的报告,为制造工业参数的设计提供数据参考。
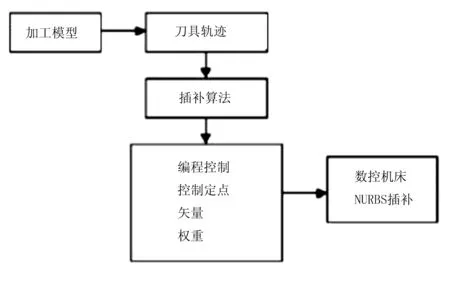
图3 NURBUS曲线数控算法生成流程
数控加工过程中是不能直接生成加工曲线的,采用数据插补,可以在一个加工周期内利用直线段ΔL来逼近曲线,从而得到一系列的插补点。这些插补点编成一定的序列,如图4所示。

图4 样条曲线插补轨迹
在一个插补周期ΔT中,插补线段的长度为ΔL,将改线段在x和yy坐标轴上进行投影,可以得到插补点的坐标移动增量Δx、Δy。当前插补点的坐标可以表示为xi=xi-1+Δx和yi=yi-1+Δy,根据坐标位置走刀,便可以计算出刀具实际加工路径。
采用数据插补的方法主要是对刀具的控制轨迹进行密集化,将复杂的曲线进行细化,得到坐标点或者坐标的移动增量,然后利用插补算法处理模块和驱动装置实现数控加工。其中,插补算法数据处理模块和驱动装置之间采用数字或者脉冲通信的方式,其指令发送主要是通过数字或者脉冲指令的形式,本次主要以脉冲发送为例,其主要步骤如下:
1)首先是从时域上对插补过程进行分割,得到插补的最小周期;
2)在一个插补周期中,取一段线段对曲线逼近,线段在坐标轴上投影,得到横向和纵向坐标的增量;
3)调整增量的大小和合适的进给速度;
4)为了保证加工的速度和精度,提高插补频率;
5)伺服系统可以采用反馈调节的方式,通过两次加工之间的误差调整增量、进给速度和插补频率,使数控加工达到最佳状态。
NURBS曲线插补算法的样条函数可以是k次B样条基函数,本次以三次样条函数为例。由于该函数在横向和纵向坐标的分量都可以用t来计算,因此可以采用直接插补的简单方法来实现。可以假定在插补周期内,采用相等的微小增量△t,根据这个微小量计算出每次的进给量,然后通过对△t的不断优化,得到满足加工速度和精度的△t数值,三次样条曲线的表达式为
P(t)=R3t3+R2t2+R1t+R0
(2)
由式(2)可得
ΔP(t)=P(t+Δt)-P(t)=3R3Δtt2+
(3R3Δt2+2R2Δt)t+(R3Δt3+R2Δt2+R1Δt)
Δ2P(t)=ΔP(t+Δt)-ΔP(t)=
6R3Δt2t+6R2Δt2+2R1Δt2
(3)
由式(3)得
Δ3P(t)=Δ2(t+Δt)-Δ2(t)=6R3Δt3
(4)
令ti=iΔt,pi=p(ti),则式(3)和式(4)可写成递推公式,即
(5)
插补计算的初始条件为
(6)
初始条件的计算虽然包含乘法,但可以在插补预算过程中求解,因此其计算效率较高,对整个程序的生成效率不会产生太大的影响,满足高精度和高效率数控加工的要求。
3 收割机搅龙数控加工刀具规划
收割机的搅龙是收割机的重要部件,其性能的好坏直接决定了收割机农作物输入质量及脱粒效果。搅龙一般为叶片结构,大部分工艺采用多叶片焊接或者将圆环拉伸为螺旋状的工艺,如图5所示。
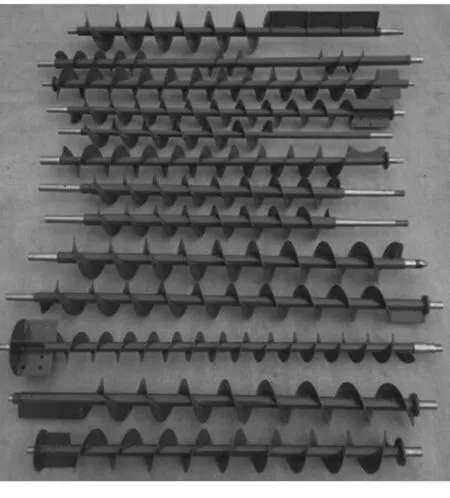
图5 收割机搅龙示意图
制造收割机搅龙需要加工叶片,为了提高叶片的加工质量,可以采用数控加工技术。为了满足叶片的多自由度加工,所以采用五轴数控机床,并配合自动编程路径规划的机械手,如图6所示。
数据加工的走刀路径可以采用软件仿真模拟的方法预先进行走刀实验,然后对路径进行优化,如图7所示。根据第2节中的算法可以对路径进行合理的规划,其切削过程也可以模拟出来,如图7所示。
为了使数控加工的刀具路径规划更加合理,需要结合加工切削效果对其进行仿真,建模和仿真过程都可以采用UG软件进行,可以输出切削过程的应力应变的实时变化。加工误差分析如图8所示。
为了比较采用UG软件仿真模拟得到的优化前后的加工误差,对刀具路径规划优化前后的加工误差进行了比较分析。由误差分析发现:优化后的数控加工误差要明显的小于优化前的误差,从而验证了基于UG仿真刀具路径优化的可靠性。

图6 五轴数控加工路径模拟
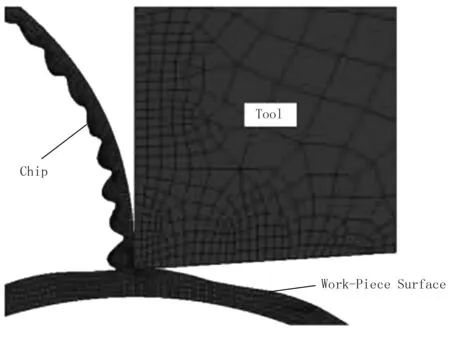
图7 切削过程模拟仿真
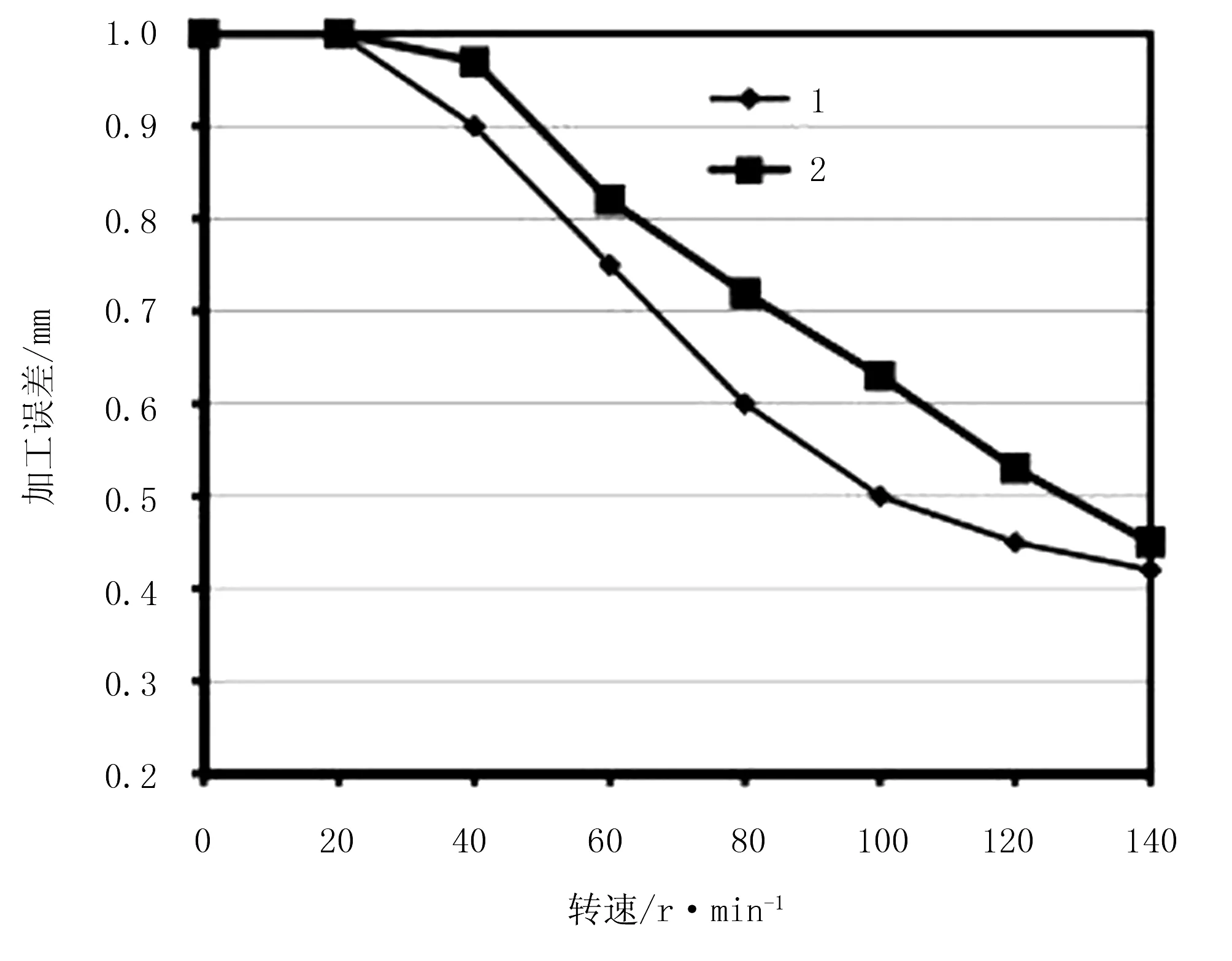
1.优化后加工误差 2.优化前加工误差
4 结论
为了提高收割机搅龙叶片的加工质量,采用了五轴数控加工机床,并利用UG仿真软件和NURBS样条曲线插补算法对刀具的走刀路径进行了优化,并通过仿真模拟,比较了优化前后的加工质量和效果。通过比较发现:在UG软件中直接生成基于NURBS样条的刀具轨迹数据,使得生成的轨迹拥有更高的精度和光洁度,而加工程序量比传统格式更少,加工误差小,实际加工时间也因为刀具路径优化减少了等待时间而大幅度缩短。NURBS 曲线插补技术是一种新的插补方式,在现代数控加工技术中将会得到广泛应用,将其引入农机部件的加工设计过程,具有重要的意义。
参考文献:
[1] 王秀山,杨建国,余永昌,等.双转台五轴数控机床热误差建模、检测及补偿实验研究[J].中国机械工程,2009,20(4):405-408.
[2] 吴大中,王宇晗,冯景春,等.五坐标数控加工的非线性运动误差分析与控制[J].上海交通大学学报,2007,41(10):1608-1612.
[3] 滕二,桂贵生.NURBS曲线插补在高速加工中的应用[J].组合机床与自动化加工技术,2009(8):27-28.
[4] 黄翔.NURBS曲线插补在高速加工中的应用研究[J].南京航空航天大学学报,2002(2):82-85.
[5] 简启廉,张平,黄堪丰.基于NURBS插补方法的五轴数控CLSF文件生成[J].机械设计与制造,2009(6):66-67.
[6] 李丽,孙军,王军.基于STEP-NC的NURBS曲面插补方法研究[J].机械,2009(6):17-19.
[7] 刘宏,罗丽丽,樊永强.三轴椭球精密曲面的数控双指令铣削加工技术[J].制造业自动化,2015,37(10):21-23.
[8] 丁汉,毕庆贞,朱利民,等.五轴数控加工的刀具路径规划与动力学仿真[J].科学通报,2010(25):2510-2519.
[9] 王晶,张定华,罗明,等.复杂曲面零件五轴加工刀轴整体优化方法[J].航空学报,2013(6):1452-1462.
[10] 陈良骥,程俊伟,王永章.环形刀五轴数控加工刀具路径生成算法[J].机械工程学报,2008,44(3):205-212.
[11] 严思杰,周云飞,陈学东.五轴NC加工中刀具运动包络面的计算[J].中国机械工程,2005,16(23):2020-2124.
[12] 罗明,吴宝海,李山,等.自由曲面五轴加工刀轴矢量的运动学优化方法[J].机械工程学报,2009(9):158-163.
[13] 章永年,赵东标,陆永华,等.平底刀最优刀轴矢量规划算法[J].机械工程学报,2012(5):180-186.
[14] 高春城.我国农业发展的资源环境问题与展望[J].当代生态农业,2013,3(4):151-154.
[15] 万宝瑞.当前我国农业发展的趋势与建议[J].农业经济问题,2014(1):110-114.
[16] 徐茂,邓蓉.国内外设施农业发展比较[J].北京农学院学报,2014,29(2):75-79.
[17] 席光,王志恒,王尚锦.叶轮机械气动优化设计中的近似模型方法及其应用[J].西安交通大学学报,2007, 41(2):125-135.
[24] 赵其国.当前我国农业发展中存在的深层次问题及对策[J].生态环境学报,2013,22(6):911-915.
[18] 赵其国,黄国勤,王礼献.中国生态安全、农业安全及“三农”建设研究[J].农林经济管理学报,2014,13(3):237-243.
[19] 熊爱武. 基于车载激光云点数据的道路模型重建[J]. 地理信息世界,2013,20(6):86-88.
[20] 李睿阳,毛国勇,张武.商业软件的并行网格计算平台模型及实现[J].计算机工程与设计,2007,28(19): 4655-4673.
[21] 赵维涛,姚东林.结构系统静强度与疲劳耦合可靠性的当量寿命分析[J].上海航天,2011,28(4):51-56.
[22] 周宗和,杨自春.基于响应表面法的汽轮机叶片随机响应特性分析[J].原子能科学技术,2010,44(S1):287-292.
[23] 池巧君,吕震宙,赵新攀.分布参数为随机变量情况下可靠性灵敏度求解的方向抽样法[J].机械工程学报,2011,47(12):156-162.
[24] 姬俊锋,周来水,安鲁陵,等.一类开式整体叶轮五坐标数控加工刀轴矢量生成及其光顺方法的研究[J].中国机械工程,2009(2):202-206.
[25] 任军学,何卿功,姚倡锋,等.闭式整体叶盘通道五坐标分行定轴加工刀轴矢量规划方法[J].航空学报,2012(10):1923-1930.
[26] 李炳林,王学林,胡于进,等.基于区域划分的刀具方向控制方法[J].中国机械工程,2010(4):452-457.
猜你喜欢
北京航空航天大学学报(2022年5期)2022-06-06
当代陕西(2022年6期)2022-04-19
当代水产(2021年8期)2021-11-04
图学学报(2020年5期)2020-11-13
农民致富之友(2020年20期)2020-07-18
中学生数理化·中考版(2019年9期)2019-11-25
今日农业(2019年11期)2019-08-15
农民致富之友(2018年7期)2018-05-04
软件(2017年6期)2017-09-23
创新作文(3-4年级)(2016年5期)2017-05-16
