
GD包装机电源控制系统的改造
2018-06-30 04:25覃志丰黄添
企业科技与发展 2018年12期
关键词:断路器
覃志丰 黄添
【摘 要】为了解决GD包装机电源控制系统在日常使用中因配电柜门的开启、自重下垂和机械连杆的长期磨损造成连杆连接盘开裂、伸出杆错位以及断路器自锁机构受损等引起电源控制系统断路器不能正常开启,同时负载开关Q2带有故障断电保护功能,如开关跳闸需要重新对Q2送电,由于Q2内部卡扣机构磨损,极难一次合闸成功的问题,设计采用可安装电动操作机构的断路器替代原来的手柄控制断路器,电柜门板上采用电源控制开关,并结合可靠的控制线路设计,既可实现断路器的电动合闸,又减少电源故障的发生,还解决了因旧件停产备件难以采购的问题。
【关键词】GD包装机;电源控制系统;断路器
【中图分类号】TP273 【文献标识码】A 【文章编号】1674-0688(2018)12-0090-02
0 前言
目前,GD包装机是国内烟草包装设备中主力机型,因其具有操作简单、运行稳定可靠、维修方便等特点而在我国烟草行业中被广泛使用。GD包装机采用MICRO-Ⅱ计算机控制系统,高速稳定地完成从烟支进给到条盒成品包装的全部生产过程。可直接通过OPC调整生产参数、显示各种故障和产量、废品剔除率、生产效率等,能避免人工接触烟支,具有自动检测、自动剔除和自动诊断功能。
1 存在问题分析
目前,柳州卷烟厂卷包车间GD包装机的电源控制系统采用金钟默勒NZM4-08系列机械连杆式断路器控制电源的开启,电柜采用断路器后连轴出轴方式连接。配电柜门上的操作手柄通过与机械连杆互相配合来控制其通断。在日常使用中因配电柜门的开启、自重下垂和机械连杆的长期磨损造成连杆连接盘开裂、伸出杆错位及断路器自锁机构受损等引起电源系统断路器不能正常开启。同时负载开关Q2带有故障断电保护功能,如开关跳闸需要重新对Q2送电,由于Q2内部卡扣机构磨损,极难一次合闸成功。由于上述故障的存在,而且此故障经常发生,维修人员或操作工必需打开电柜门用钳子等工具来操作连杆实现动力合闸。这种操作方法存在设备及人身的安全隐患。并且此系列的开关已停产多年,已无法买到备件。根据改造前GD包装机的电源控制系统多年使用的情况,总结出改造前GD包装机的电源控制系统存在以下3个缺点。
缺点1:现有电源控制断路器内部卡扣容易磨损。
由于机构设计的缺陷,该电源机构内部的卡扣在使用一段时间后就出现磨损情况,在设备运行过程中无故地脱扣跳闸,脱扣跳闸后有时因为卡扣难以复位卡合致使很难合闸,设备生产效率受到严重影响。
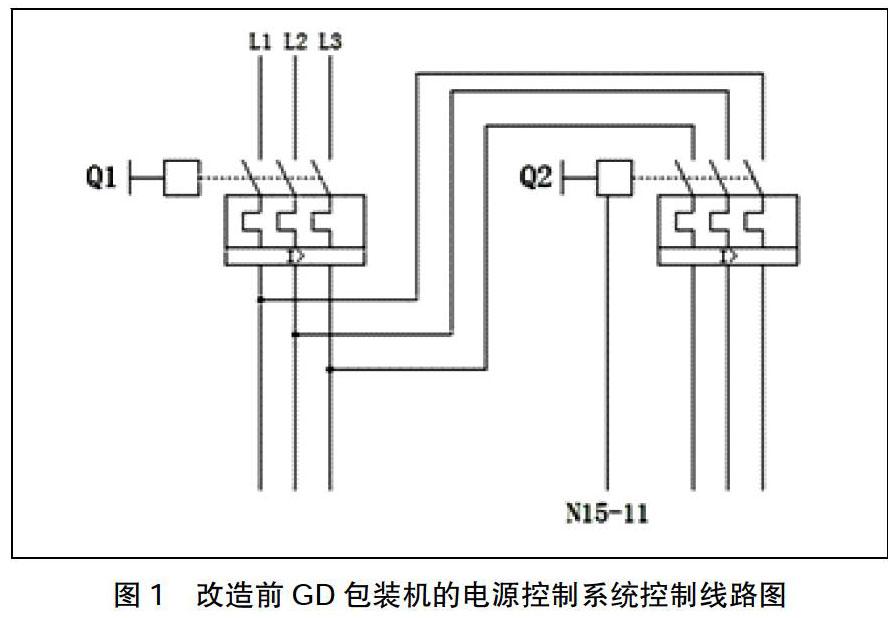
缺点2:GD机现有的2个控制电源开关Q1和Q2需要分别合闸,不能实现同时自动合闸。
设备需要上电时,操作人员必须先把电柜上的Q1合闸,然后等系统启动自检完毕后,15号卡板的11号灯亮了才能手工对Q2进行合闸。操作人员需等待系统启动完毕后才能操作Q2开关,限制了操作的灵活性,导致工作效率低下。改造前GD包装机的电源控制系统控制线路如图1所示。
缺点3:现有的电源控制方式存在较大的安全隐患。
因为GD机电源机构连杆容易变形,维修操作人员不得不经常打开配电柜门来操作断路器的连杆,这样做容易发生触电事故,给设备及维修操作人员的人身安全带来隐患。
2 改造方案
经过对该电源控制系统的缺陷分析,决定采用可安装电动操作机构的断路器替代原来的手柄控制断路器,电柜门板上采用电源控制开关,并结合可靠的控制线路设计,既可实现断路器的电动合闸,提高安全性,又减少电源故障的发生,提高生產效率,还解决了因旧件停产备件难以采购的困难。
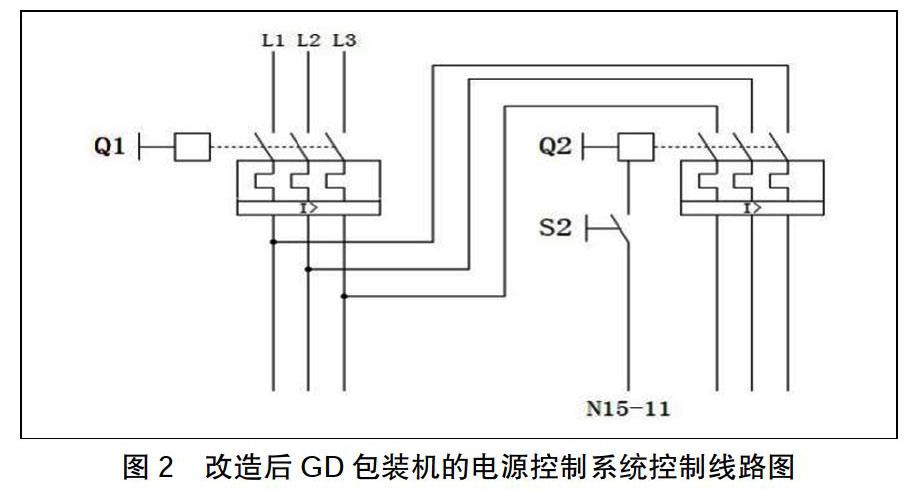
在本改造项目中用控制开关取代了原来的旋转手柄,取消了连杆机构,用电动单元替代。根据断路器选择配套的电动操作电源,并和断路器进行配套安装。该电动操作单元提供的控制输入接线集成在一个可插拔的端子上,这样更便于安装、拆卸和检修。改造后的电路如图2所示,其工作原理如下:一次性将Q1、Q2的控制开关S1、S2放置在合闸位置,这样Q1开关自动被合闸,系统经过2 min的自检如无故障,15号卡板的11号灯亮,MICRO-Ⅱ会给Q2的失压线圈送上24 V直流电,因S2已经在合闸位置,所以经过系统的自检后Q2断路器会自动合闸。这样就完成了一次性的送电过程,提高了工作效率。改造后的GD包装机的电源控制系统控制线路如图2所示。改造后维修操作人员直接操作电柜门上的电气开关旋钮,就可以控制断路器的通断,消除了设备存在的安全隐患。
3 应用效果
GD包装机电源控制系统改造后能完全实现原系统的所有功能,消除了设备缺陷引起的安全隐患,并且解决了因产品停产而无法进行备件采购的难题,同时消除了原电源系统经常无故跳闸和难以合闸现象,减少了停机时间和因停机产生的废品,以1年270个工作日折算经济效益如下。单台设备减少停机时间:每次平均5分钟×10次/周×39周=1950分钟。改造后,不存在无故跳闸和难以合闸现象,减少了设备停机时间,则可增加的产能:1 950分×400包÷500=1 560件/5=312(箱)。单台设备因电源系统原因而产生的踢出废烟包根据OPC统计为每次主机18包辅机6包,每次产生废烟数为18+6=24包,则一年(以270天算)节约的盒皮、铝纸:烟包数为24×10×270=64 800(包)其中,盒皮单价为335.9元/万张,铝纸为18.2元/kg(每张铝纸约1.06 g),烟支为460.68元/万支(烟支按20%报废),则折算物耗费用为盒皮节约:64 800(张)÷10 000×335.9(元/万张)=2 176.6(元)。
铝纸节约:64800(张)×1.06(g)÷1 000×18.2(元/kg)=125(元);烟支节约:64 800(包)×20(支)×0.2÷10 000×460.68(元/万支)=11 940(元);改造后单台设备节约共计:2176.6+125+11940=14 241.6(元)。
参 考 文 献
[1]全国烟草行业统编.ZB25型包装机组[M].北京:中国科学技术出版社,2001.
[2]《ZB45型硬盒硬条包装机组培训教材》编写组.ZB45型硬盒硬条包装机组培训教材[Z].上海:上海烟草机械有限责任公司,2004.
[3]陆建国.工业电器与自动化[M].北京:化学工业出版社,2005.
猜你喜欢
科学家(2021年24期)2021-04-25
科技研究·理论版(2021年20期)2021-04-20
中国电气工程学报(2020年10期)2020-11-06
西部论丛(2019年7期)2019-03-08
科技创新导报(2017年17期)2017-08-23
科学与财富(2017年19期)2017-07-19
中国信息化周报(2017年15期)2017-05-15
科技与企业(2015年18期)2015-10-21
中国高新技术企业(2015年25期)2015-07-24
中国新技术新产品(2014年24期)2014-02-19
