
羽绒羽毛残脂率检测方法的对比研究
2018-06-28 05:58:56于菲(,)
山东纺织科技 2018年3期
于 菲 (, )
无论是GB/T 17685《羽绒羽毛》、GB/T 81002《水洗羽毛羽绒》等,还是FZ/T 73053—2015《针织羽绒服装》,或是QB/T 1195—2012《羽绒羽毛睡袋》、QB/T 1196—2012《羽绒羽毛枕、垫》等,残脂率是羽绒填充物一个必须考核的重要指标,尽管各标准的考核指标有所不同,但差异不大,都在1.0%~1.3%。残脂率过高易使羽绒制品产生异味,过低又破坏了羽绒的外表结构,会使其易破碎并影响保暖性。根据多年纺织品检验实践,得出通过直接称量接收烧瓶的质量差,得出油脂的重量从而计算出残脂率。这种试验方法时间长、效率低,如果通过萃取前后羽绒质量的变化,得出油脂重量以计算残脂率,则能显著提高试验效率。
1 残脂率的定义及试验原理
残脂率是指单位质量的羽绒羽毛内含有的脂肪和吸附其他油脂的质量百分比[1]。其试验原理为利用油剂能溶于特定有机溶剂的性质,将羽绒羽毛样品的脂肪溶于有机溶剂(如乙醚)中,将溶剂挥发后,得到抽提出来的脂肪和处理后羽绒羽毛的质量,称重计算后可得出残脂率。
2 材料与设备
试样:准备含绒量90%白鸭绒,5批不同试样,每个试样制备2份。试剂:无过氧化物的无水乙醚(分析纯)。仪器:恒温烘箱、恒温水浴锅、索氏油脂抽提器、抽提球形瓶、干燥器、分析天平(精度0.0001g)。其它:定性滤纸(不含脂)。
3 试验方法
3.1 方法A 索氏萃取法(称油法)
3.1.1试验原理
羽毛羽绒残脂率的测定采用索氏抽提器的固液萃取方式,再使溶剂挥发,然后称得羽毛羽绒的失重来测定脂肪含量,即残脂率。
3.1.2试验过程
称取5个试样,分别放于烧瓶中,连同洗干净的5个抽提球形瓶一起放置在105℃干燥箱中烘至恒重。将烘过的试样放入5个滤纸筒,分别对应做好标记放入洗净烘干的抽提器中,在另一个预先洗净烘干的抽提器中放入一个空滤纸筒作为对照。
把抽提器按顺序安装好,接好冷凝水,在每个预先洗净烘干并称量的抽提球形瓶中加入120 mL的无水乙醚,使其浸没滤纸筒并越过虹吸管口产生回流后流入抽提球形瓶[2]。将其放入已加热至50℃的恒温水浴锅上,接上抽提器,控制回流每小时5~6次,回流时间约4 h。回流完毕后,取下冷凝器,用夹子从浸抽器中取出试样,尽可能将试样中的乙醚挤干,让尽可能多的乙醚回收到抽提球形瓶中。将抽提球形瓶加热蒸馏,直至剩余极少量残液,将抽提球形瓶放入105℃的烘箱中,烘干至恒重,然后置于干燥器中,冷却30min后称重。
按照式(1),计算结果按照GB/T 8170修约至小数点后一位。试验结果见表1。
式(1)
其中:M1—萃取前烘干试样重量,g;
M2—萃取后空白对照球瓶质量减去原空瓶质量,g;
M3—已恒重的带残脂的球瓶质量减去原空瓶质量,g。
3.2 方法B 索氏萃取法(称取试样法)
3.2.1试验原理
用溶剂萃取羽毛羽绒中的油剂,再使溶剂挥发,然后称得羽绒羽毛的失重来测定残值率。
3.2.2试验过程
准确称取已烘至恒重的羽绒,记为M1,用定性滤纸包好备用。将洗净烘干的索氏抽提器安装在恒温水浴锅上,连接冷却管,通入冷却水(下进上出),将水浴锅温度加热至50℃,保持恒温状态。将5个用定性滤纸包好的试样分别放入对应的5个接收索氏抽提器的浸抽器内。从浸抽器的上部倒入约120 mL乙醚,使其浸没试样并越过虹吸管产生回流,接上冷凝器。将接收瓶放在恒温50℃的水浴锅内,使接收瓶中乙醚微沸,保证每小时乙醚回流5~6次,回流4 h。浸抽萃取完毕后,取出5个试样,依次放入105℃恒温烘箱中,烘干至恒重(约2h),称其羽绒质量为M2。
按式(2)计算,结果按照GB/T 8170修约至小数点后一位。试验结果见表2。
式(2)
其中:M1—萃取前烘干试样重量,g;
M2—萃取后烘干试样重量,g。
4 结果与讨论
从表1和表2中可以看出,5组试样两种操作方法的试验结果基本一致,只不过方法A索氏萃取法(称油法)时间要稍微长一些,且对于大批量而言,需分批清理抽提球形瓶,费时、费力,效率较低。而方法B索氏萃取法(称取试样法),可在所有试样试验完成后,统一清理。从表1中可以看出对照含油率为0%,根据实际检测经验,其含油率也一般为0~0.1%,同一批滤纸的含油率不需要重复测试。
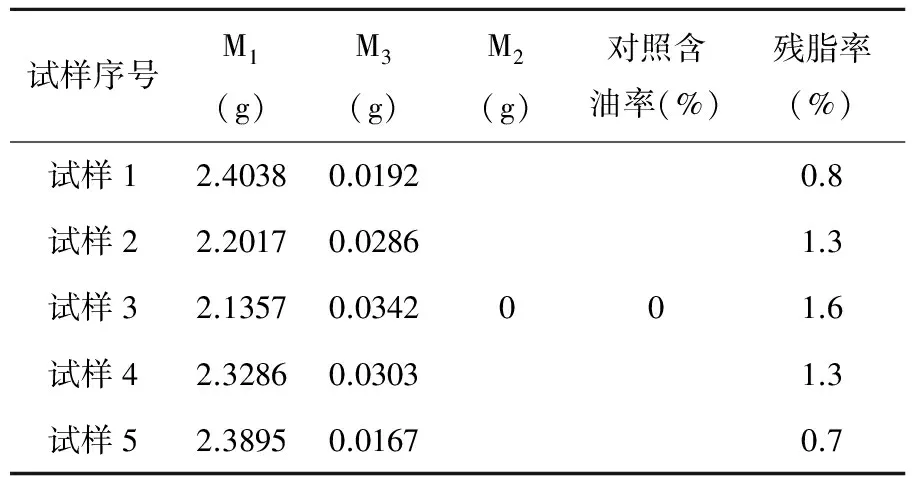
表1 方法A试验结果
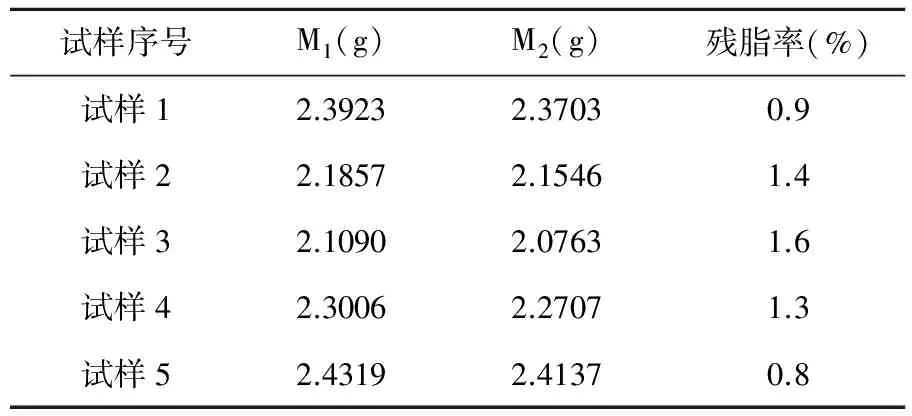
表2 方法B试验结果
5 结语
通过对比试验发现,方法B索氏萃取法(称取试样法)可节省时间,提高检测效率,并且其准确率与方法A索氏萃取法(称油法)相比无明显差别,因此可根据实际情况,选择合适的试验方法。同时试验时需注意:称量蒸馏烧瓶和纤维质量时,环境温度、湿度宜保持稳定,并快速完成,这对回潮率大的试样、残脂率低的试样尤为重要;试样称量、烘干称重时都应放进称量瓶内进行,以最大程度上避免试样回潮:滤纸包的高度不能超过虹吸管口,否则无法回流。
参考文献:
[1] GB/T 17685—2016羽绒羽毛[S].北京:中国标准出版社,2016.
[2] GB/T 10288—2016羽绒羽毛检验方法[S].北京:中国标准出版社,2016.
猜你喜欢
海南热带海洋学院学报(2021年5期)2021-11-07 00:30:22
森林工程(2021年4期)2021-08-23 09:14:39
商情(2020年47期)2020-12-15 06:53:14
现代妇女(2019年12期)2019-12-19 02:30:24
科技视界(2019年12期)2019-06-20 01:34:27
百家讲坛(2019年24期)2019-04-24 00:27:35
农业与技术(2018年20期)2018-11-16 12:31:54
速读·中旬(2016年9期)2017-05-09 14:22:38
当代工人(2017年3期)2017-03-22 23:27:24
化纤与纺织技术(2015年2期)2015-03-30 07:15:00
