
数控龙门镗铣床ATT识码系统维修探讨
2018-06-28 09:14刘清
中国设备工程 2018年12期
刘清
(中国石油集团济柴动力有限公司成都压缩机分公司,四川 成都 610100)
2017年5月我公司一台数控龙门镗铣床,加工过程中,出现在1号直角附件铣头无法转位的问题。当转位程序进行到附件系统识别的M49指令时,发生停顿,无法读取铣头数据,程序不能继续往下执行。该机床为某机床厂生产的XKA2425×60型数控龙门镗铣床,此时需要操作的附件铣头为XHA2430×80-92B型直角附件铣头。数控系统采用的是SINUMERIK 840DSL系统,附件铣头的转位程序,由操作者在界面里输入附件铣头号和转位角度后,系统自动生成,可以排除软件问题,因此初步诊断为该机床的附件铣头识码系统硬件部分出现故障,造成附件铣头度数无法读取。
该机床的附件铣头识码系统,采用的是CONTRINEX瑞士科瑞公司一套专用传感器。科瑞公司的产品,以长检测距离、小型化、全金属封装等为特色。该机床的附件铣头识码系统如图1。在该系统中,附件铣头的铣头号及附件头角度信息存储在载码器上,分别安装在附件铣头上端面0°、90°、180°、270°的方向上,识别器安装在主轴的端面上与载码器的相对位置。识别器通讯网关负责为识别器提供直流24V电源,并利用MPI电缆与数控系统NC通讯。在系统正常工作时,识别器读取载码器的信息,通过通讯网关,传送给数控系统NC,协助机床数控系统完成对附件铣头号及角度的识别。同时,我们也可以通过这套系统将附件铣头号及角度的信息,从数控系统写入载码器芯片。
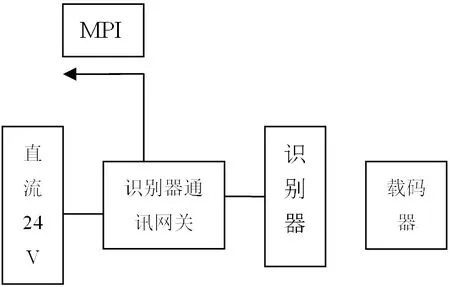
图1 附件头识别系统
针对该机床1号直角附件铣头无法转位的故障,我们将数控系统复位,手动操作将机床1号附件铣头放回,再抓取2号附件铣头,进行转位操作,发现2号铣头动作正常。因此可以判断识别系统的识别器及通讯网关工作正常,问题应出在1号铣头的载码器芯片上。
通过SIMATIC Manager S7-300软件,我们查阅机床PLC程序,了解到下列关于本机床附件铣头识别系统所涉及的内部参数有:DB99.DBX 66.6 (附件头码封锁标志位)、 DB305.DBW74 (写入的附件头号 )、DB305.DBW76 (写入的附件头角度 )、DB305.DBX80.0 (读取 OK)、DB305.DBX80.1 (读取错误 )、DB305.DBX80.2 (写入 OK)、DB305.DBX80.3 (写入错误 )、DB305.DBX80.4 (报警:需检查硬件 )、DB305.DBW196 (读取附件头号 )、DB305.DBW198(读取附件头角度 )、DB305.DBX260.0 (识别器已经识别 )。
我们将1号铣头上的载码器分别取下,用手将载码器贴在主轴端面识别器上,此时DB305.DBX260.0应为1,表示载码器上信息,识别器可以识别。如果DB305.DBX260.0应为0,表示无法识别载码器上信息,则可能是载码器芯片上信息丢失或者是芯片损坏。在检查过程中,我们发现1号附件铣头0角度载码器异常,我们先用M49指令,对芯片信息进行读取,系统无法读取到数据,且DB305.DBX80.1为1,表示读取错误。读取多次后,DB305.DBX80.4为1,提示检查硬件。为了判断是否是芯片信息丢失的问题,我们还需要对载码器芯片进行重新写入操作。我们在机床PLC程序中查询到关于机床附件铣头ATT调试写入附件铣头ATT号码和角度值时使用的程序,正常情况需要进行如下操作。
第一步:先将DB99.DBX66.6置1,但切记完成写入后一定要将该参数清零;
第二步:将附件头号码写入到DB305.DBW74里,附件头角度写入到DB305.DBW76里;
第三步:用手将载码体,贴在主轴端面识别器上,此时 DB305.DBX260.0 为 1,按下写入按键 I7.6,即写入OK,信号位DB305.DBX80.2为1,拿开芯片;
第四步:再贴上,在机床MDA方式下通过M49指令或者自定义按键来读取数据,DB305.DBW74和DB305.DBW76内的数据自动被传入到DB305.DBW196 、 DB305.DBW198中,读OK信号DB305.DBX80.0为1,即完成写入、读取功能。
按照上面的步骤,我们先将DB99.DBX66.6置1,再将附件头号码“1”写入到DB305.DBW74里,附件头角度“0”写入到DB305.DBW76里;然后用手将载码体,贴在主轴端面识别器上,此时DB305.DBX260.0 为 0,按下写入按键 I7.6,DB305.DBX80.3为1,芯片写入错误,连续写入几次后,DB305.DBX80.4为1,提示检查硬件。因此得出结论,该载码器芯片硬件已经损坏,已无法进行读写操作,需要更换。购买到新的载码器芯片,按照正常情况下步骤写入载码器芯片信息,1号铣头恢复正常,可以进行转位操作。
2017年8月,我公司另外一台同厂生产同型号的的数控龙门镗铣床,所有的附件铣头都出现角度无法识别,无法转位的故障。在初步排除操作和程序上的软件问题以后,我们把重心还是放在对附件铣头识码系统硬件部分的检查上。由于是所有的附件铣头都出现不能识别的情况,所以,我们应可以暂时排除附件铣头上载码器芯片的问题,于是先检查识别系统直流24V电源和MPI通讯电缆,一切正常。接着采用替代的方式,依次对识别器通讯网关和识别器进行检查,发现原来的识别器通讯网关已经损坏,所以不能完成正常的通讯。在系统中换上新的通讯网关后,机床附件铣头可以正常完成转位操作。
通过对数控龙门镗铣床ATT识码系统维修作业,我们体会到,维修SINUMERIK数控机床时,我们应能熟练使用SIMATIC Manager S7软件进行故障诊断,因为通过阅读并分析机床的PLC程序,可以快捷地了解各种内部功能参数变化,大大提高维修效率。
另外每个厂家的机床设计者在进行机床的设计时,都有自己的思路,所以在功能实现方法上会有很大的差距,本文中所例举的内部参数及维修方法,只针对同厂家同类型的机床适用,在其他厂家的设备中,参数会有所调整,需要去摸索。因此更说明了在维修时,掌握SIMATIC Manager S7软件的重要。
现在的机床设备,采用进口配件的比例越来越高,当配件损坏时,往往配件的购买周期会占到维修周期的90%以上,极大的影响了机床的使用效能和维修效率。在此次维修作业中,我公司利用了1个多月,才采购到了配件,而实际现场故障判断、维修的时间其实只有一到两天。可以看出,因地制宜的制定常用维修件的备件计划,开拓灵活、高效的配件采购渠道,对保障公司的设备运行的重要作用。
做维修工作,除了必须有认真负责的工作态度,还必须要有探索新知识、新技术,接受新生事物的勇气和信心。而现在,网络和计算机就是我们最好的老师。只有不断的学习,不断的实践,不断的总结,才能让我们适应新时代的维修工作的需要。
猜你喜欢
中国特种设备安全(2022年5期)2022-08-26
中国设备工程(2022年12期)2022-07-11
全面腐蚀控制(2021年7期)2021-10-28
中国特种设备安全(2019年8期)2019-10-14
制造技术与机床(2019年2期)2019-03-06
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年9期)2017-11-27
