
重型卡车液压手动油泵卡滞问题失效分析与改进
2018-06-25 08:16戴钊袁丽冯勇邢继琼袁鹏涛刘婧
汽车实用技术 2018年11期
戴钊,袁丽,冯勇,邢继琼,袁鹏涛,刘婧
(陕西重型汽车有限公司质量管理部,陕西 西安 710200)
引言
驾驶室液压翻转机构已广泛应用于重型载货车中。该机构采用一种柱塞泵驱动液压缸,通过集成在柱塞泵总成中的换向阀改变油缸进、回油方向,使驾驶室绕前支撑的翻转中心点翻转上升或下降,其在汽车中的布置形式如图1所示。本文介绍了某重型卡车的驾驶室液压翻转机构在生产过程中出现的一种失效模式。
1 液压翻转机构原理

图1
如图2所示该液压翻转机构的原理图,图中虚线框内为集成了换向阀的柱塞泵总成。该系统为手动柱塞泵供油,差动传动液压缸施力的液压系统。手动泵在溢流阀调定压力下工作,输出的压力油在换向阀处于图示P、O位置时,流经换向阀上B通道,首先进入液压锁的锁紧缸,克服锁紧缸中的组合弹簧力,使锁紧缸活塞杆推出,开启液压锁后,系统压力进一步升高,继续流经液控单向阀后进入液压缸下腔,此时液压油经换向阀上A通道同样进入液压缸上腔,液压油缸上、下腔压力差作用使液压缸活塞杆上升,驾驶室开始反转;当转到换向阀处在另一功能位置时,手动泵输出的压力油打开液控单向阀,使液压缸下腔的压力油先后流经液控单向阀、节流阀、换向转阀通道、背压阀后回流至油箱,液压缸的活塞杆下降,驾驶室下落。汽车行驶时,液压缸活塞杆处于最底端。

图2
2 问题概述
2017年某重型汽车主机厂总装反馈,一辆整车驾驶室在翻转一半后,无法继续正常举升和回落,经现场更换另一供方相同零件号翻转手油泵后,驾驶室可正常回落和举升。此问题严重影响总装生产安全,需立即分析问题原因并制定整改措施。
3 液压手动泵失效问题分析
3.1 故障再现
根据整车气路安装方式,利用简易工装,将举升油缸、发生失效的翻转手油泵、压力表相连接,模拟产品正常工作状态,对故障件进行打压试验,发现举升油缸无任何动作,压力检测表数值为0,故障再现。

图3
3.2 拆解分析
对故障件进行拆解分析发现以下三项问题点:
①柱塞缸内部的钢珠表面及缸筒内壁存在铁屑;

图4
②活塞缸与活塞杆间隙处有干涉痕迹;

图6
③弹簧端头不平,在压缩过程中,弹簧中部拱起,会与柱塞套发生摩擦,导致铁屑产生。
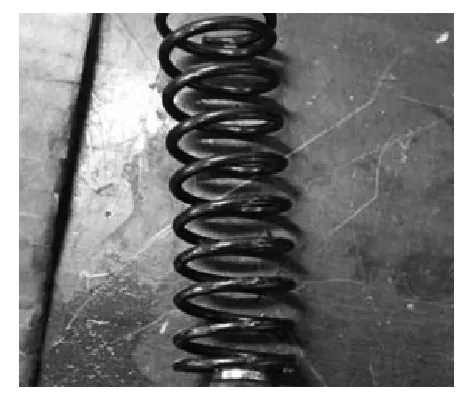
图7
3.3 翻转手油泵工作示意图

图8
工作方式:柱塞泵由缸体与柱塞构成,柱塞在缸体内作往复运动,在工作容积增大时吸油,工作容积减小时排油。
3.4 问题点确认
经故障件拆解分析、翻转手油泵的工作原理及厂家生产过程,确定以下两项问题点:
①翻转手油泵内部清洁度差存在铁屑,导致柱塞缸内部的钢珠或活塞杆卡滞,无法加压,零部件功能失效;
②弹簧端头不平,在压缩过程中,弹簧中部拱起,易发生偏磨,导致铁屑产品,内部零部件卡滞,零部件功能失效。
4 整改措施及验证
①增加吸铁石:在泵体内部吸油口增加吸铁石吸附可能产生的金属末;转运工装摩擦而导致的划伤,铁屑的产生。

图9
③弹簧端部磨平:对柱塞弹簧磨平,保证弹簧的垂直度,降低由于弹簧不平整使柱塞下压单边从而产生单边磨损最终产生铁屑的风险。
4.1 效果验证
①对整改后的零部件在出厂检测清洁度,连续抽检 10件产品,清洁度均符合技术要求(清洁度<15mg/100ml),具体测量数值如表1。
②自整改以来,总装再未出现翻转手油泵卡滞的问题。

表1
5 结论
本文通过液压翻转机构原理及搭建的模式试验设备,对故障件进行检测,使得故障再现,确认了问题点,通过对翻转手油泵内部滤网处增加吸铁石、改善零部件加工过程中产品转运方式及提升柱塞弹簧的垂直度,有效避免了零部件工作过程中铁屑的产生,翻转手油泵质量状况明显提升。经后期装车验证,暂无失效信息反馈,改进效果显著。
[1] 徐金志.某重型卡车驾驶室液压翻转机构的改进.汽车实用技术,2014.
[2] 徐金志.某重型卡车驾驶室翻转机构的设计.汽车实用技术.2015.
[3] 陈曼龙等.重型载货车驾驶室自解锁翻转机构的设计.汽车技术. 2015.
猜你喜欢
农业工程学报(2022年10期)2022-08-22
农业工程学报(2022年5期)2022-06-22
汽车实用技术(2021年17期)2021-09-23
商品与质量(2021年26期)2021-07-19
煤气与热力(2020年8期)2020-09-08
时代汽车(2019年24期)2019-02-04
孩子(2019年1期)2019-01-23
发明与创新·中学生(2017年3期)2017-03-31
科技创新与应用(2017年6期)2017-03-23
文理导航·教育研究与实践(2016年5期)2016-05-14
