
砌块成型机振动方式研究
2018-06-22 02:12:20姚传富
现代制造技术与装备 2018年5期
姚传富
(阜阳市兴华机械装备有限公司,阜阳 236000)
随着社会环境保护意识的逐步增强,禁用实心黏土砖政策已在全国范围内强制推行,混凝土砌块作为替代实心黏土砖的新型墙体材料得到广泛推广和应用。混凝土砌块成型机通常采用振动压实的成型方式,由于下工作台及上模板平板振动器安装位置及激振方式不合理,砌块缺角、密实度不够的情况广泛存在,对砌块的外观和内在质量造成不良影响,影响产品销售,同时给相关建筑带来严重的安全隐患。
1 问题的提出
作为砌块成型机设备生产单位,阜阳市兴华机械装备有限公司设备安装调试人员和产品最终用户经常向售后部门反映存在砌块缺角及密实度不均问题,经调查这种产品缺陷并非该公司生产的砌块成型机独有,在其他砌块成型设备生产企业也十分常见,可以说是一种行业通病。为从根本上解决上述问题,阜阳市兴华机械装备有限公司成立了由笔者牵头的攻关小组,对砌块成型机理进行了系统、深入的研究,实施了大量的对比试验。研究表明,砌块成型质量有其内在规律性,针对性的采取工艺技术措施,完全可以避免上述质量问题的出现。
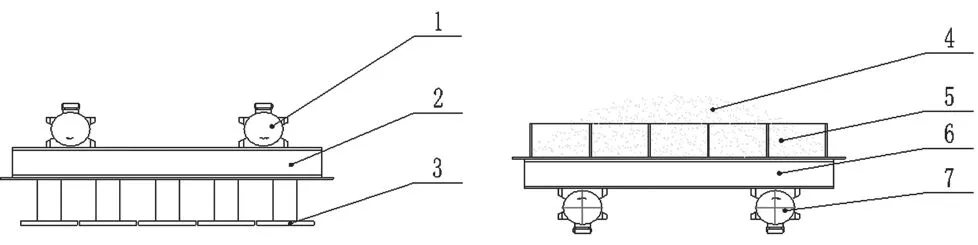
图1 工作台
对砌块生产工艺过程进行仔细研究,人们不难发现,砂石料下落到凹模过程中,在凹模长度方向上呈现近似正态分布(见图1),中间部分为垂直坠落,在重力冲击下物料集中密实;凹模两端部分为滑落,物料较为疏松,虽然摊平工序可以将凹模中间部分余料往两端人工分布,但并不能完全解决由砌块成型机内在结构造成的物料在凹模长度方向上分布不均的问题。
2 技术方案
弄清楚问题产生的内在原因,人们也就接近了解决问题的方法。以下简要介绍阜阳市兴华机械装备有限公司研发的采用新的振动器配置方式的砌块成型机工作装置,以该装置作为核心技术支撑的新型砌块成型机已经获得国家发明专利授权,并在行业内广泛推广和应用。
该装置由上振动器、振动台、砌块成型凸模、砌块成型凹模、工作台、下振动器组成,如图2所示。上振动器用高强度螺栓固定在振动台的上端,砌块成型凸模固定在振动台的下端;砌块成型凹模固定在工作台的上端,下振动器固定在工作台的下端,砌块成型凸模与砌块成型凹模上下对正布置。
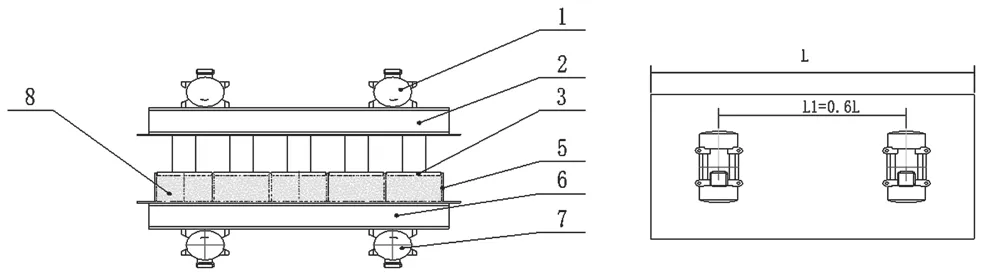
图2 新型砌块成型机工作装置
本研究课题所要解决的技术问题采用了以下技术方案来实现。
(1)上振动器和下振动器均设置为左右两个(左右皆以操作者目视方向为准),分别为左侧上振动器和右侧上振动器、左侧下振动器和右侧下振动器。上述左侧下振动器逆时针旋转实现振动,右侧下振动器顺时针旋转实现振动,左侧上振动器顺时针旋转实现振动,右侧上振动器逆时针旋转实现振动。
(2)两个下振动器在左右水平方向的中心距按砌块成型凹模有效工作长度的60%对称布置,左侧上振动器与左侧下振动器、右侧上振动器与右侧下振动器在竖直方向上对应布置。
(3)为确保平板振动器振动方向符合要求,可以先在模具中放入混凝土,然后给其中一个平板振动器接线通电,观察混凝土的流动方向,判断平板振动器接线是否正确,如接线错误,断电后调换任意两个接线柱线头即可。其他三个平板振动器亦然。
3 技术效果
前述技术方案是在全面、准确分析砌块成型物理过程后提出的,目的性、针对性强,对提高砌块质量可以起到立竿见影的效果,详细分析如下。
(1)混凝土下落于凹模过程中,中间为直落,两边为滑落,中间密实,左右两边相对疏松。两个下振动器在水平方向的中心距按凹模有效工作长度的60%对称布置,激振力在左右水平方向上呈两端稍大、中间稍小分布模式,有利于保证砌块密实度的一致性。
(2)每次布料结束后,混凝土在凹模上均呈中间高、两端低的准正态分布。工作台左侧下振动器逆时针旋转,右侧下振动器顺时针旋转,中间的物料向两端流动,有利于减少凹模两端缺料现象,使砌块外观光滑饱满,提浆均匀,外观质量大为提高。
(3)左右侧上振动器与左右侧下振动器在垂直方向上对正布置,振动方向相反,形成一对激振力矩,压实作用得到最大程度发挥,有利于提高砌块密实度,进而提高其抗压和剪切强度。
猜你喜欢
广东土木与建筑(2024年1期)2024-03-07 01:49:24
制造技术与机床(2018年9期)2018-09-19 06:48:02
中国铸造装备与技术(2017年3期)2017-06-21 11:33:45
中小企业管理与科技·中旬刊(2017年5期)2017-06-06 13:01:53
工业设计(2016年6期)2016-04-17 06:42:45
石油矿场机械(2015年3期)2015-08-04 07:47:03
设备管理与维修(2015年11期)2015-03-16 05:57:46
华东理工大学学报(自然科学版)(2014年1期)2014-02-27 13:48:38
吉林农业·下半月(2009年7期)2009-09-08 06:32:44
吉林农业·下半月(2009年6期)2009-07-31 06:59:04
