
短梁类零件关键工艺优化措施
2018-06-21 10:19黄乐明
中国新技术新产品 2018年10期
黄乐明


摘 要:本文结合短梁类零件生产加工的实际情况,对其工艺问题及优化改进措施进行研究,以促进其生产工艺以及零件产品各项性能指标的改进完善,同时为短梁类零件生产加工实践提供一定的意见参考和支持。
关键词:短梁类零件;关键工艺;优化改进;措施
中图分类号:TH142 文献标志码:A
短梁类零件是以连接应用为主构件产品,在飞机等多个设备制造等领域应用较多,它是根据尺寸范围进行零件类型划分。在当前的零件加工制造研究中,对长梁类零件及其加工工艺的研究较多,但是在短梁类零件加工及工艺技术方面开展的研究相对较少,由此,本文结合短梁类零件加工生产中的实际问题,对其关键工艺与技术的改进、优化措施进行研究,以推进其生产工艺与零件产品性能的改善提升,推动其在飞机制造等领域的推广应用。
1 短梁类零件的生产加工工艺现状及问题分析
以某种较为典型的短梁类零件为例,该类型零件产品的加工材料主要为7050-T7451铝合金,零件尺寸在320mm×120mm与a740mm×250mm之间,高度一般为20mm~54mm,并且零件产品的壁厚最小达到1.5mm,其生产加工中共涉及各类零件加工项目18种,单批次生产加工零件约为270件左右。结合该零件产品的生产加工情况,其工艺方案中主要存在以下问题。
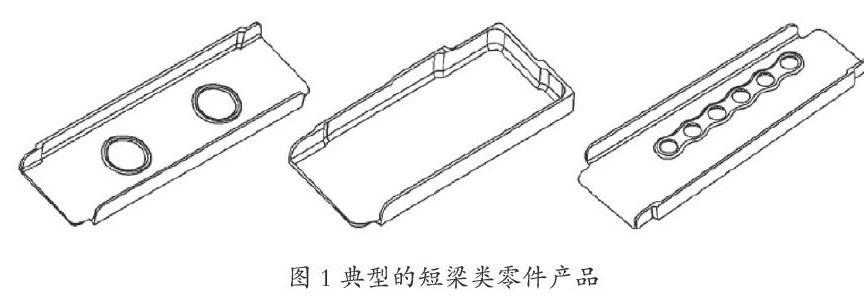
首先,在零件產品的加工生产中,由于进行零件加工的装夹方式不统一,导致其生产加工过程中进行模具更换所需的时间较长,对零件产品生产加工效率以及综合效益提升十分不利。由于零件加工中,缺少专用装夹夹具,导致其在数控自动化加工过程中,需要通过在自制铝板中进行打孔以实现定位装夹,并且定位打孔中,孔径大小各不统一,包括10mm、12mm以及边找正等不同定位方式,尤其是边找正的效率异常低下,导致其对零件生产加工整体效率存在着极大的不利影响。此外,在零件加工和定位装夹中,压紧方式根据生产工艺需求不同,又包括标准压板与异形压板等不同压紧方式,为适应不同零件的加工需求,需要通过频繁更换与定位压紧,以实现零件加工生产,导致整体效率较低。图1为上述加工方案中所生产加工的典型零件产品示意图。
其次,上述短梁类零件加工中由于所需要的刀具类型较多,对其生产加工效率也存在着一定的不利影响。以相似零件产品加工为例,其生产加工中所选用的刀具规格各不相同,因此导致在同一生产加工机床进行相似零件产品加工中,需要进行多套不同刀具及刀套准备,以满足零件产品的加工需求,而刀具及刀套规格类型的多样化,导致其在生产加工准备花费的时间也比较多,因此,对生产加工效率提升存在着不利的影响。
最后,由于上述零件产品生产加工中所加工出的零件产品表面质量较差,为满足市场需求,需要对其表面进行打磨处理,以提高其质量效果,满足零件生产加工的需求。另一方面,零件尺寸结构小、数量多,造成零件产品表面打磨处理所花费的时间较多,对其生产效率以及综合加工效益提升都十分不利。
此外,上述短梁类零件产品加工生产中,单批次零件的加工,以3台机床加工为主,通过进行单台机床零件加工数量设置以及某台专用设备进行加工零件的正反面特征处理,以实现整个零件产品的加工生产。值得注意的是,上述3台机床设备进行零件加工过程中,其生产节奏处于不一致状态,分别保持3.28h/件、1.79h/件与2.86h/件,3台机床整体生产周期达到716h的生产节奏,这种情况不仅导致零件产品的加工生产处于不均衡状态,并且整体生产周期较长,对零件产品加工生产的按期交付以及企业生产加工效益都存在着十分不利的影响,因此,迫切需要针对该短梁类零件加工生产工艺进行优化改进,以促进其生产加工综合效益提升。
2 短梁类零件关键工艺优化、改进措施分析
结合上述短梁类零件加工生产的工艺技术方案及现状问题,为促进其生产加工工作效率以及整体效益的提升,应注意从以下方面对其工艺技术与生产加工流程等进行改进优化。
首先,针对上述短梁类零件生产加工中装夹方式不统一对生产效率的影响,结合短梁类零件的结构特征进行专用生产加工夹具设计,以通用化装夹方式,确保零件加工生产中实现“快装快卸”,减少上述零件生产加工中装夹模具更换占用时间,大幅提升其零件加工生产的工作效率。如图2所示,即为针对短梁类零件生产加工中零件结构装夹需求设置的由螺钉以及孔径12mm的定位销、定位键槽等组成的零件生产加工通用夹具。
以图2所示的通用夹具进行短梁类零件加工生产应用,不仅促进其零件加工生产中装夹方式的标准化与统一化发展,同时有效节省了零件加工中装夹模具更换需要时间,大大提升了零件加工生产的工作效率,对短梁类零件加工生产效益提升有着积极作用和意义。
其次,针对上述短梁类零件加工中刀具类型及规格较多,相似零件加工中刀具规格需求不同及更换所导致的生产效率较低的问题,在针对零件加工生产所需刀具类型及规格情况等进行综合整理与分析后,通过对零件加工生产使用刀具类型及规格数量的合理减少,采用一套刀具实现全部零件的加工生产,通过一次刀具配置完成全部零件加工方式,有效避免了刀具更换对零件生产效率提升的影响,同时也有效节约了刀具成本占用问题。在上述的短梁类零件加工生产中,18种零件加工生产项目中,共涉及18种不同规格的刀具,经合理减少与控制刀具规格数量后,18种零件加工项目只需用到6种刀具规格,零件加工中刀具更换所用时间以及对成本费用的占用大大减少。
最后,针对上述短梁类零件加工中生产加工不够均衡,整体生产周期较长等问题,将3台机床设备用于零件加工改为两台设备加工,其中两台设备各复杂零件产品的两面加工,控制零件两面加工时间接近,以达到整体生产均衡状态,通过两台机床无停顿加工,提高其零件加工生产的整体效率、缩短生产周期。如图3所示,即为根据上述短梁类零件加工的生产不均衡、生产周期较长问题,通过两台机床各自负责零件两面加工,图3中(a)为零件的底面修基准面、铣轮廓加工工序,而图3(b)为零件粗精铣内腔、腹板与筋顶加工工序,通过将连接筋置放于该加工工序的机床零件模具顶部,将原有加工方案中第一面加工的部分工序进行转移,实现零件产品两面加工的整体均衡性效果,该方案下其零件产品加工使用两台机床进行加工的时间基本一致,对确保其整体加工与生产周期以及提升零件加工生产的效益有着积极作用。
结语
总之,针对短梁类零件加工生产工艺现状及问题,对其关键工艺优化改进措施进行研究,有利于促进其在实际加工生产中的参考应用,具有十分积极的作用和意义。
参考文献
[1]韩敏,李加彦.基于改进遗传算法的工艺路线生成及优化[J].科技通报,2016,32(6):177-181.
[2]黄青松,高献娟,李文学,等.复杂薄壁发动机加力隔热屏制造工艺设计及优化[J].锻压技术,2010,35(3):61-65.
猜你喜欢
今日农业(2021年9期)2021-11-26
中学生数理化(高中版.高考理化)(2020年3期)2020-05-30
中国外汇(2019年21期)2019-05-21
猪业科学(2018年4期)2018-05-19
东方教育(2016年3期)2016-12-14
广东饲料(2016年5期)2016-12-01
