
化学螺栓杆加工自动化生产单元规划分析
2018-06-21 07:15希斯机床沈阳有限公司辽宁110000包洪臣
金属加工(冷加工) 2018年6期
■ 希斯机床(沈阳)有限公司 (辽宁 110000) 包洪臣
■ 沈阳机床(集团)有限责任公司精密数控机床分公司 (辽宁 110000) 佟严平
化学锚栓是一种新型材料螺栓,通过特制化学药剂的粘接,从而起到锚固的作用,广泛应用于潮湿空间,重载的狭小间距,工业污染区等恶劣环境。本文所涉及的零件为中国铁路建设部门所使用的化学螺栓杆(见图1)。采用多机自动化的生产单元完成对工件的生产加工。

图1 锚栓
1.零件技术要求
根据图样要求(见图2),制定加工工序方案,工件毛坯为棒料,成品分为切断、端打(打中心孔)、车锥端、滚码、车螺纹端和滚螺纹等六序完成。
加工节拍如下表所示。
2. 自动化单元及布局
根据工件生产工序,制定加工设备布局。采用桁架式机械手,主要由钣金件焊接而成的框架结构,以及可水平、上下移动的机械手臂,再加上手爪及储料装置构成,它像门一样横跨在机床上面,根据客户零件和机床外形尺寸,配合外部设备构成,也称门式框架机械手。
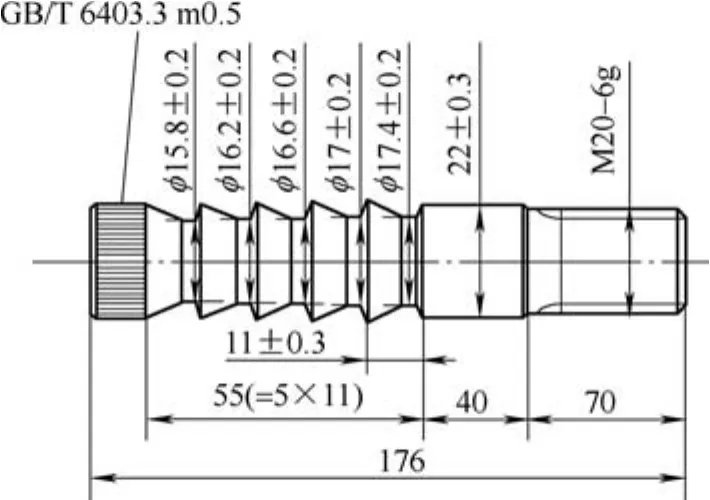
图2 零件
此种自动化单元,由立柱结构和横梁结构组合构成。机械手的上下移动(X)依靠滑板上的导轨机构,Z轴由横梁上滑动机构实现。工件按照加工工艺顺序,从圆棒毛坯料,到零件成品,都是由桁架机械手在横梁的移动,从而实现序与序之间的交互衔接。
按照工件的加工部位,确定加工工艺时间,按照节拍时间,优化加工参数,节拍协调一致,不会出现等料、误料现象。上下料区域设置防护栏,机械手运行轨迹上设有防护网,从而确保安全性,保证操作人员的安全。自动化加工单元布局形式具体如图3所示。
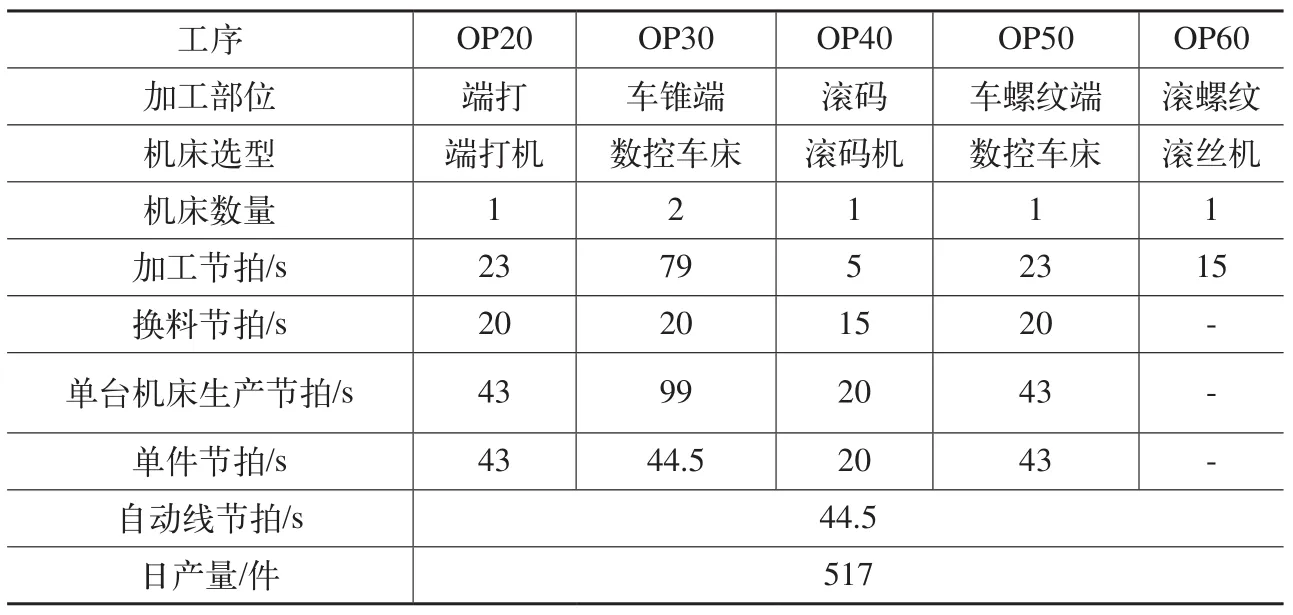
加工节拍表
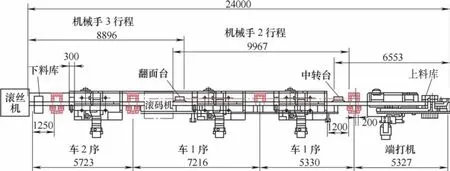
图3 自动化单元布局
这种桁架式自动单元布局空间紧凑。完全占用空间资源,从而节省了厂房占地面积,节约了场地资源。机械手运行路径最优化,运行速度快,减少了空程时间,减少Z轴工序传递时间和X轴的上下料时间,从而节约了时间成本,提高了生产效率。整套自动化加工单元外观友好,人性化的操作平台,给人以加工的愉悦感。
自动化单元总控系统是以信息技术为手段,对工程进行信息的收集、加工和传输,用经过处理的信息流指导和控制项目建设。核心内容是信息收集、信息处理、实施总体策划与控制,对过程以及各个建设过程之间的界面的总体策划与控制。总控分支单元都是互相独立的,如上下料机构在接收到指令后做相应工作,并反馈相关信息;机械手在接收到指令后,按照相应的项目程序执行与机床的相互动作。根据加工零件的加工工艺,设定机械手对应工艺的相应项目,从而实现分支单元的运行动作。
3. 自动线单元模块介绍
(1)工件抓手模块:由2套两指气爪组成并列手爪,可同步完成上料与下料动作,上下料效率高。由翻转气缸带动气爪,可实现水平状态与竖直状态的转换,满足卡盘上下料与料库取料的需要。气爪手爪设计成可调结构,以适应零件外径尺寸的变化。最大夹持工件质量为4kg,要求气源压力为0.6MPa以上。工件抓手模块示意如图4所示。
(2)重力式料道:自动线的毛坯料由重力式料库实现装载,毛坯料码放在倾斜轨道中,依靠重力作用自动滚动到上料点。上料时由气缸将工件顶起后,机械手将毛坯取走,进入循环。重力式料仓模块示意如图5所示。
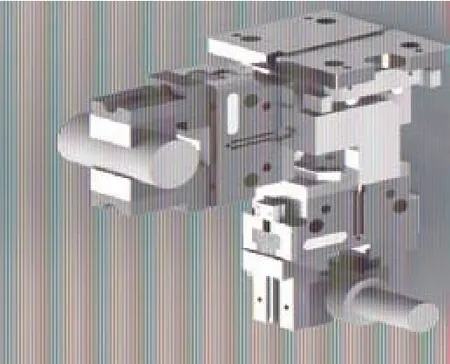
图4 工件抓手模块
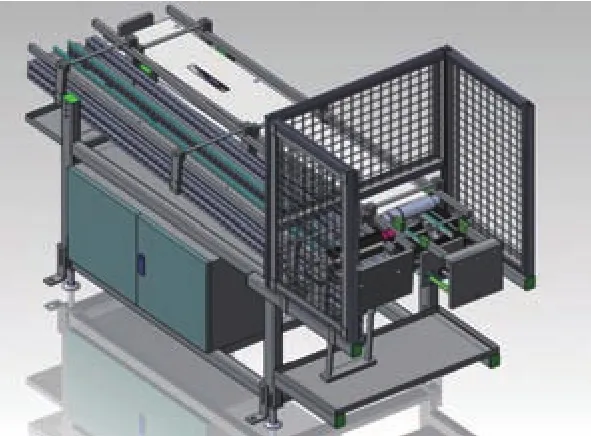
图5 重力式料仓
(3)翻面模块:由于零件是按照两序加工的,考虑到自动线的结构紧凑性和翻转的快速可靠性,需在自动线的两序之间加一个翻转工位来实现对工件的180°翻转。翻转模块采用落地式。在翻面模块上增加推动气缸,将工件推入滚码机内,待完成滚码后退回到翻面台,继续进入自动线。翻面模块示意如图6所示。
(4)加工设备介绍。
数控车床:本数控机床采用工件最大回转直径350mm,最大车削长度500mm车床设备。机床自身不但具备与自动线系统点位接口,而且外观防护要有机械手抓取工件的自动天窗和自动门。对于自动线内机床,要有超高的工作稳定性。设备加工精度高,机床元件稳定性好,机床润滑充分,切削液供给充足,自动排屑。
端打机:专用打中心孔机床,对螺杆两端面打中心孔,用于后序使用。
滚码机:专用滚码设备,滚特定编码。工件转速与滚头滚动速度必须同步,否则会出现乱码现象。
滚花机:化学螺栓杆滚花,按照GB/6403.3 knurl m 0.5执行。
4. 结语
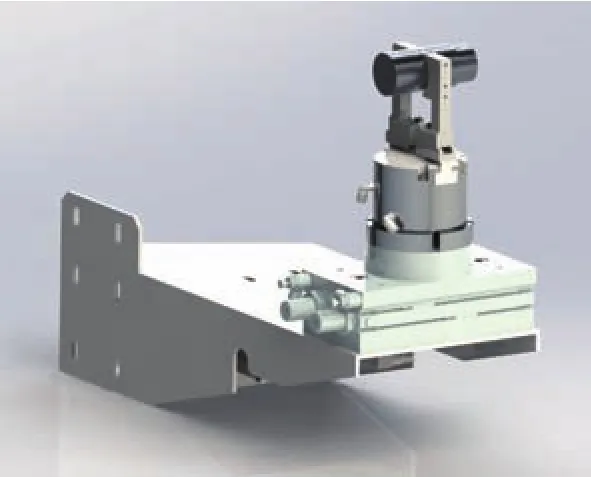
图6 翻面模块
此种螺栓杆自动化生产单元,从化学螺栓杆的生产工序着手,以客户的场地资源、加工成本、生产效率为布线基础,设计为总控生产单元模式。布局合理,结构简单化,节约了客户成本,市场前景非常广阔,在化学螺栓杆的加工领域,值得借鉴与推广。
:
[1] 郭绍义. 机械工程概论[M]. 武汉:华中科技大学出版社,2009.
猜你喜欢
中国设备工程(2022年12期)2022-07-11
装备制造技术(2020年11期)2021-01-26
装备制造技术(2020年4期)2020-12-25
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年2期)2019-03-06
制造技术与机床(2018年11期)2018-11-23
现代机械(2018年1期)2018-04-17
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年4期)2017-06-22
