
管式 EV 铅酸蓄电池正极配方的探讨
2018-06-20 07:04郭敬党贾雷克
蓄电池 2018年3期
郭敬党,贾雷克
(江苏宿迁雷克电源有限公司,江苏 泗洪 223900)
0 引言
对于管式电动车(EV)用铅酸蓄电池,大多数厂家采用电池内化成生产工艺。基本上,内化成工艺可分为换酸式内化成与酸循环式内化成工艺。内化成时正极板上 PbO2活性物质转化率与结构是制约管式 EV 铅酸蓄电池性能提升的因素之一。笔者在现行管式电池正极铅粉配方的基础上,拟定了4 种正极铅粉配方,然后按这些配方制成电池后进行容量检测,对电池性能的影响进行对比分析。
1 实验
1.1 制备样品
首先,按表 1 所示配方配制正极铅粉,都分别搅拌 40 min,然后采用 3-EV-180(B) 电池用管式正极板生产工艺制备正极板。所制备正极板的额定容量 36 Ah/片,铅粉密度 3.6~3.7 g/cm3。将这 4 种配方的正极板各平均分成 2 部分。把其中一部分极板放在密度为(1.100 ± 0.005)g/cm3(25 ℃)酸液中进行浸酸处理,浸酸时间为 1 h。为控制浸酸的温度,及保证浸酸的一致性,把极板均匀地挂放在酸液中,并用压缩空气搅拌酸液。浸酸后的极板经过固化、干燥后待用。用高压纯水在短时间内把另一部分极板逐片冲洗掉表面敷粉,然后用 60 ℃ 的恒温循环风烘箱快速干燥以备使用。

表1 铅粉配方
将经过浸酸、固化干燥后的正极板,用相同的负极板、PE 隔板组装成 5 正 6 负单体电池,以配方编号顺序对应的单体电池编号为 1-1、2-1、3-1、4-1;将经过表面水洗、干燥的正极板,按上述同样方法组装成单体电池,以配方编号顺序对应单体电池编号为为 1-2、2-2、3-2、4-2。每个编号的单体电池 2 只,共计 2 组电池。
1.2 电池化成
对一组电池,采用倒酸式内化成工艺:化成用酸密度为 1.100 g/cm3(25℃);化成总时间为 62 h;充放电制度为 3 充 2 放;化成总电量为 1 458 Ah。化成结束后,将酸液倒出,加入成品电池用酸,最终电池内酸液密度为 1.280 g/cm3(25℃)。
对另一组电池,采用酸循环方式内化成工艺:化成用酸液密度为 1.050 g/cm3(25℃);化成总时间为 43 h;充放电制度为 4 充 3 放;化成总电量为1 423 Ah。在化成充电末期,将电池内酸液密度调整到 1.280 g/cm3(25℃)。
1.3 电池容量循环测试
将电池放在恒温(25 ± 5)℃ 水浴槽中,采用μC-XCF08 型蓄电池循环充放电测试仪进行容量循环测试:以 36 A 放电至 1.7 V,记录放电容量,然后以 27 A 充电至 2.4 V,最后改用 9 A 充电。充入的总电量达到放电量的 1.2 倍时充电结束,此为一个容量测试循环。静置 1 h 后开始进行下次的容量测试。容量循环测试结果见图 1 和图 2。
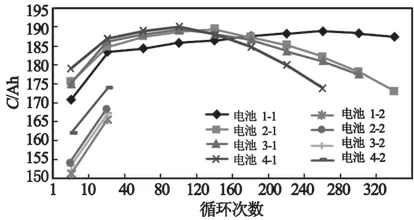
图1 倒酸方式内化成电池 5 小时率容量循环结果

图2 酸循环方式内化成电池 5 小时率容量循环结果
2 结果与讨论
通过图 1 能够看出,当采用倒酸方式内化成工艺时,正极板经过浸酸的电池的容量都高于正极板不浸酸的电池,且正极板不浸酸电池的首次容量过低。因为经过 10 次循环后电池容量依然达不到额定容量,所且终止了对正极板不浸酸电池的检测。由于电池加酸后,电池内有限的硫酸与极板中的铅粉接触,发生剧烈的化学反应,在化成充电前期被大量消耗,因此电池内部的硫酸溶液密度剧降,造成在化成中、前期极板长时间处于中性、弱酸性的环境;同时,化学反应产生的热量使电池温度升高,从而增加了电极表面的 Pb2+的数量。高的 pH 值、低的电流密度和较高的 Pb2+浓度均是生成 α-PbO2的有利条件,而在酸性介质中优先生成β-PbO2[1]。在这种长时间的化成条件下,正极板中必然生成大量的α-PbO2。在正极板活性物质 PbO2的 2 种变体中,α-PbO2结构强度高,放电容量较低,β-PbO2结构强度低,放电容量高。这是 4 只正极板不浸酸电池容量不合格的原因。
浸酸正极板的电池经过倒酸方式内化成后,电池 1-1 的循环容量变化较平缓,其它 3 只电池均出现较明显的容量下滑现象,这与配方中添加剂种类和含量有密切关系。活性炭是一种具有丰富空隙结构和巨大比表面积的炭质吸附材料,具有非常稳定的化学性质,能耐酸、碱,不溶于水也不溶于有机溶剂,能耐高温高压。活性炭的加入能提高极板电导率并在极板内生成有利于电解液离子迁移的孔道,从而有效提高了电池的性能[2]。测试结果说明,由于电池 2-1 配方中活性炭加入量偏多,改善了 H2SO4扩散,有利于化成过程中 β-PbO2的生成。石墨在电池的充放电过程中,被阳极氧化生成石墨层间化合物,体积膨胀,层间距变大可增加活性物质孔率,有助于电解液扩散,提高电池的初始容量。碳纤维的导电性好,还可以提高正极的机械性能,延缓正极活性物质的软化、脱落[3]。石墨的比表面积小于活性炭,但导电能力远远高于活性炭,为了发挥更好的联合效应,一般将石墨和活性炭以适当的质量比混合使用[4]。红丹在电池内化成中,作为正极不可缺少的添加剂已经被广泛使用,对提高电池的初期容量和缩短化成时间的作用非常明显。正极活性物质容量结构 β-PbO2含量主要受红丹添加量控制[5]。
对比电池 1-1 与 2-1、3-1 结果得出,正极板经过浸酸对提高电池初期容量已经起到基础性的作用,如果加入炭材料总量过多,极板导电性提升过度,必然生成过量的 β-PbO2。由于 β-PbO2比表面积大,结构力差,导致正极活性物质软化失效,因此电池 2-1、3-1 的容量相对提前衰减。
由图 2 可看出,当采用酸循环方式内化成工艺时, 正极板经过浸酸的电池的首次容量和前期循环容量都很高,其中电池 1-1 的容量很稳定,其它电池的容量则随循环次数的增加而产生下降趋势。产生此种差异的原因,也是添加剂对活性物质导电性能影响造成的。导电性过高的正极板会生成较多β-PbO2,使循环容量相对衰减提前到来。正极板不浸酸的电池 1-2、2-2、4-2 经过 10 次容量检测仍达不到额定容量而被终止检测。其中,电池1-2、2-2 与电池 3-2 相比,由于活性物质的导电性较差,化成后正极活性物质组成以 α-PbO2为主,造成容量上升缓慢,因此产生 10 次容量检测不达标的结果。酸循环内化成是在酸液密度较低的条件下进行的,酸液温度比较恒定,如果活性物质的导电性能不好,会出现化成不彻底或初期容量过低的情况。
在管式牵引电池生产中经常使用 4 号配方,而从图 1、图 2 中明显看出,4 号配方电池经过容量循环测试的结果很不理想。经过分析,这是由于 4 号配方铅粉在搅拌后的表观密度较高,当采用相同的排管与相同的灌粉量时,因配方中没有加入可提高活性物质导电性能,增加孔率而提高表观体积的炭材料,所以会产生灌粉不密实的情况。铅粉表观密度小,比较松散,颗粒与颗粒之间的结合力差,造成生极板表面的导电能力差,极板表面的化成效率偏低[6]。
3 结论
通过正极板浸酸与不浸酸 2 种方式,和倒酸方式内化成与酸循环方式内化成工艺,并采用容量检测方法对拟定的正极铅粉配方进行筛选,得出:
(1)1 号铅粉配方适合于正极板浸酸、倒酸方式内化成工艺,也适合于正极板浸酸、酸循环方式内化成工艺。
(2)3 号铅粉配方适合于正极板不浸酸、酸循环方式内化成工艺。相比之下,3 号铅粉配方正极板不需要浸酸,有降低制造成本的优势,而且从容量循环测试图上看,其电池的循环寿命要高于 1号铅粉配方正极板浸酸、酸循环方式内化成工艺所制电池的循环寿命。
(3)如果采用 4 号铅粉配方生产电池,就必须调整排管的直径或长度,而且需要调整负极板尺寸、极柱高度、极耳长度等产品设计参数。
(4)如果调整铅粉配方,应采用与之相适应的电池内化成工艺。
[1] 朱松然. 蓄电池手册[M]. 天津:天津大学出版社,1998.
[2] 石沫, 周明明, 杨新新, 等. 活性炭的制备及其在铅酸电池中的应用[J]. 蓄电池, 2015(2):95-100.
[3] 胡琪卉, 张慧, 张丽芳, 等. 铅酸蓄电池正极活性物质添加剂的研究进展[J]. 蓄电池, 2015(2):91-94.
[4] 陈泽宇, 闫常瑜, 陈志雪. 炭材料在铅酸蓄电池中应用研究的综述[J]. 蓄电池, 2016(5):246-250.
[5] 张兴, 张祖波, 夏诗忠. 4BS 晶种和红丹添加量配比优化对 EFB 富液起停铅酸蓄电池正极电化学性能影响的研究[J]. 蓄电池, 2017(1):10-14.
[6] 陈默. 影响铅蓄电池管式正极板化成质量的研究[J]. 蓄电池, 2017(2):80-85.
猜你喜欢
科技视界(2021年4期)2021-04-14
石油管材与仪器(2020年5期)2020-11-05
发明与创新·小学生(2020年4期)2020-08-14
石油地质与工程(2020年1期)2020-04-25
无机盐工业(2019年5期)2019-05-24
钻井液与完井液(2019年2期)2019-05-24
天然气工业(2019年12期)2019-04-09
天然气工业(2018年7期)2018-08-17
中学生数理化·高二版(2016年10期)2016-12-24
发明与创新·小学生(2016年4期)2016-08-04
